一种定量自动包装装置及其包装方法与流程
1.本发明涉及自动包装技术领域,具体涉及一种定量自动包装装置及其包装方法。
背景技术:
2.众所周知,定量包装秤控制是一种将物料进行在线称量并包装成袋的自动/半自动包装体系,广泛应用于粮食加工,建筑、化工、盐业等行业。定量包装称重控制系统的开发,对行业中提高劳动生产率、降低消耗起着非常重要的作用。随着人口老龄化的持续发展,从事人力包装的工人越来越少,一方面越来越多的年轻人已经不愿意走向这种工作岗位;另一方面即使有人愿意从事此种行业,从经济效益的角度出发,也会被市场经济所淘汰。随着现代电子技术、网络技术、电子集成度的快速发展,工业仪表已经在功能上、结构上发生了天翻地覆的变化,为进一步研究称重控制系统并将它转化为生产力提供了有效的支持力。
3.现在市场上普通的定量自动包装系统,可以选取的厂家很多,但对于有粘性物料的定量自动包装系统,可选取的厂家基本上寥寥可数,能采用先进、通用自动化设备进行控制还未可见。现有定量自动包装控制装置主要为单片机控制类,主要由中央控制箱、动力分配器、称重电脑来控制,利用数码管显示器来显示称重值,且控制柜中通过端子排直接连接现场元器件,故障发生时无法确定是中央控制箱出现问题,还是动力分配器出现问题或者是端子排出现问题,特别是对于不经常出现的隐性故障,更是无从查起,这样导致出现故障时维护时间长,生产不稳定。控制使用元器件多为非标准件,通用性差,发生紧急故障时,无法快速在市场上找到能够匹配的元器件,只能等待厂家供货。而市场上通用plc控制的自动包装系统,对于粘性物料的包装精度和包装速度,又不能满足生产需求。
技术实现要素:
4.本发明的主要目的是提出了一种定量自动包装装置及其包装方法,通过称重控制器、plc自动控制系统、触摸屏显示、变频给料控制可以有效解决背景技术中故障维护时间长,生产不稳定、控制元器件通用性差及对于粘性物料包装精度和包装速度不能满足生产需求的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种定量自动包装装置,包括:机架、物料仓、下料装置,所述物料仓设置在所述机架上,所述下料装置设置在所述物料仓的下方;所述下料装置包括螺旋输送机、电动插板阀、粗加料接近开关、细加料接近开关、二关接近开关;所述螺旋输送机的进料口与所述物料仓的出料口连接;所述电动插板阀包括插板阀和插板阀电机,所述插板阀设置在所述螺旋输送机的出料口,所述插板阀电机与插板阀电性连接,用于控制插板阀的粗加、细加、二关三个开合
状态;所述粗加料接近开关、细加料接近开关、二关接近开关设置在所述机架上,分别对应所述插板阀的粗加、细加、二关三个开合状态的位置;还包括称重装置,所述称重装置设置在所述下料装置的下方;所述称重装置包括称重传感模块和计量仓,所述称重传感模块的一端设置在机架上,所述称重传感模块的另一端设置在所述计量仓的进料口外部;还包括夹袋器,所述夹袋器设置在所述计量仓的出料口上方;还包括皮带输送机,所述皮带输送机设置在所述称重装置的下方;还包括自动缝包机,所述自动缝包机设置在皮带输送机后侧;还包括控制柜,所述控制柜设置在所述机架的后侧,所述控制柜包括变频器、称重控制器、plc控制器;所述变频器与所述插板阀电机电性连接,所述称重控制器与所述称重传感模块电性连接,所述plc控制器分别与所述螺旋输送机、变频器、称重控制器和夹袋器电性连接;所述plc控制器的高速输入口与所述粗加料接近开关、细加料接近开关、二关接近开关电性连接;还包括触摸屏,所述触摸屏设置在所述机架前侧,所述触摸屏与所述plc控制器电性连接。
6.优选地,还包括:振动电机,所述振动电机设置在物料仓侧壁,所述振动电机与plc控制电性连接。
7.优选地,还包括:自动计数器,所述自动计数器设置在皮带输送机末端。
8.一种定量自动包装方法,包括如下步骤:s1:进料,插板阀处于关闭状态,物料仓的物料进入到螺旋输送机中,等待下料。
9.s2:夹袋,人工上袋,plc控制器控制夹袋器夹紧包装袋。
10.s3:粗加下料,plc控制器开启螺旋输送机,给变频器发送粗加下料信号,变频器控制插板阀电机使插板阀打开至粗加料状态,即插板阀完全打开,物料通过螺旋输送机后从插板阀快速进入计量仓,再进入包装袋中。
11.s4:细加下料,当称重值到达粗加设定值时,plc控制器给变频器发送细加下料信号,变频器控制插板阀电机使插板阀关至细加料状态,物料从插板阀慢速进入到计量仓,再进入到包装袋中。
12.s5:关闭下料,当称量值到达细加设定值时,plc控制器给变频器发送关闭下料信号,变频器控制插板阀电机使插板阀关至二关状态,即插板阀完全关闭,关闭螺旋输送机,下料停止。
13.s6:称重判别,关闭下料后plc控制器对称重值进入判别,判别定时延时,在判别定时延时期间,称重控制器输送超差值至plc控制器。
14.s7:释袋,判别时间到达,plc控制器判断超差值是否在允许范围,若超差值在设定范围内plc控制器输出完成信号给夹袋器,夹袋器松开,包装袋掉入皮带输送机,释袋完成后,称重进入下一个周期。若超差值不在设定范围内,plc控制器发出报警信号,人工取袋处理合格后再送入皮带输送机。
15.s8:自动缝包,包装袋随着皮带运送至自动缝包机处进行缝包处理。
16.s9:自动计数,缝包处理后包装袋随着皮带运送至自动计数器处进行自动计数,计数后包装袋进入后工段。
17.优选地,所述plc控制器通过串口与称重控制器进行通讯,运用自由口协议,根据称重控制器通讯协议中公示的数据,进行字符编码。
18.优选地,所述plc控制器通过内部中断程序来控制变频器。
19.优选地,所述plc控制器的输出方式采用晶体管输出控制方式。
20.优选地,显示部分与plc之间采用防水、防雷、防干扰的网线来连接,使用s7协议。
21.本发明提供了一种定量自动包装装置及其包装方法,具备以下有益效果:1、通过粗加料接近开关、细加料接近开关和二关接近开关与控制的高速输入口连接,通过铁感应原理把插板阀的粗加、细加和二关开闭状态到位情况通过到位信号快速反馈至plc控制器,变频器可以调整电压和频率来调整插板阀电机转速,使插板阀电机快速制动,从而使插板阀及时关闭下料,达到精确下料的目的,保证了定量自动包装装置的包装精度。
22.2、通过触摸屏使定量自动包装装置的运行状态、故障原因可视化,并且能够调整包装的重量,不仅使操作人员能够快速掌握定量自动包装装置的运行情况,也可以在故障状态下减少维修人员对定量自动包装装置的维护时间,保障定量自动包装装置生产长周期稳定运行。
附图说明
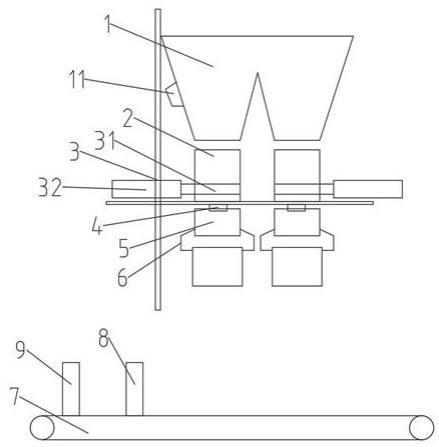
23.图1为本发明的结构示意图;图2为本发明的控制关系图;图3为本发明的插板阀的粗加、细加、二关开合状态图;图4为本发明的工作流程图;图中:1、物料仓;11、振动电机;2、螺旋输送机;3、电动插板阀;31插板阀;311、粗加料接近开关;312、细加料接近开关;313、二关接近开关;32、插板阀电机;4、称重传感模块;5、计量仓;6、夹袋器;7、皮带输送机;8、自动缝包机;9、自动计数器。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
25.实施例一:如图1至图3 所示,一种定量自动包装装置,包括:机架、物料仓1、下料装置,所述物料仓1设置在所述机架上,所述下料装置设置在所述物料仓1的下方;所述下料装置包括螺旋输送机2、电动插板阀、粗加料接近开关、细加料接近开关、二关接近开关;所述螺旋输送机的进料口与所述物料仓的出料口连接;所述电动插板阀包括插板阀和插板阀电机,所述插板阀设置在所述螺旋输送机的出料口,所述插板阀电机与插板阀电性连接,用于控制插板阀的粗加、细加、二关三个开合状态;所述粗加料接近开关、细加料接近开关、二关接近开关设置在所述机架上,分别对应所述插板阀的粗加、细加、二关三个开合状态的位置;
还包括称重装置,所述称重装置设置在所述下料装置的下方;所述称重装置包括称重传感模块和计量仓,所述称重传感模块的一端设置在机架上,所述称重传感模块的另一端设置在所述计量仓的进料口外部;还包括夹袋器,所述夹袋器设置在所述计量仓的出料口上方;还包括皮带输送机,所述皮带输送机设置在所述称重装置的下方;还包括自动缝包机,所述自动缝包机设置在皮带输送机后侧;还包括控制柜,所述控制柜设置在所述机架的后侧,所述控制柜包括变频器、称重控制器、plc控制器;所述变频器与所述插板阀电机电性连接,所述称重控制器与所述称重传感模块电性连接,所述plc控制器分别与所述螺旋输送机、变频器、称重控制器和夹袋器电性连接;所述plc控制器的高速输入口与所述粗加料接近开关、细加料接近开关、二关接近开关电性连接;还包括触摸屏,所述触摸屏设置在所述机架前侧,所述触摸屏与所述plc控制器电性连接。
26.工作原理:首先,插板阀31处于关闭状态,物料仓1的物料进入到螺旋输送机2中,等待下料。
27.进一步的,人工上袋,plc控制器控制夹袋器6夹紧包装袋。
28.进一步的,plc控制器给变频器发送粗加下料信号,变频器控制插板阀电机32使插板阀31打开至粗加料状态,即插板阀31完全打开,物料通过螺旋输送机2后从插板阀31快速进入计量仓5,再进入包装袋中。
29.进一步的,当称重值到达粗加设定值时,plc控制器给变频器发送细加下料信号,变频器控制插板阀电机32使插板阀关至细加料状态,物料从插板阀31慢速进入到计量仓5,再进入到包装袋中。
30.进一步的,当称量值到达细加设定值时,plc控制器给变频器发送关闭下料信号,变频器控制插板阀电机32使插板阀31关至二关状态,即插板阀31完全关闭,下料停止。
31.进一步的,关闭下料后plc控制器对称重值进入判别,判别定时延时,在判别定时延时期间,称重控制器输送超差值至plc控制器。
32.进一步的,判别时间到达,plc控制器判断超差值是否在允许范围,若超差值在设定范围内plc控制器输出完成信号给夹袋器6,夹袋器6松开,包装袋掉入皮带输送机7,释袋完成后,称重进入下一个周期。若超差值不在设定范围内,plc控制器发出报警信号,人工取袋处理合格后再送入皮带输送机7。
33.进一步的,包装袋随着皮带运送至自动缝包机8处进行缝包处理。
34.进一步的,缝包处理后包装袋随着皮带运送至自动计数器9处进行自动计数,计数后包装袋进入后工段。
35.螺旋输送机2保证了物料下料的连续性、均匀性,称重传感模块称重的部分包括计量仓、夹袋器和物料袋,在上袋后进行数据清零,称重传感模块的称重值则为已装物料的称重值,称重传感模块4即时反馈称重值给称重控制器,称重控制器再把称重值传输给plc控制器。
36.粗加料接近开关311、细加料接近开关312和二关接近开关313与plc控制的高速输入口连接,通过磁感应原理把插板阀31的粗加、细加和二关开闭状态到位情况通过到位信
号快速反馈至plc控制器,变频器可以调整电压和频率来调整插板阀电机312转速,使插板阀电机32快速制动,从而使插板阀31及时关闭下料,达到精确下料的目的,保证了定量自动包装装置的包装精度和包装速度。
37.触摸屏显示有包装重量、故障原因、累计包装袋数、plc的所有点位状态和历史故障,还可对包装定量进行设置,通过使用触摸屏对包装重量进行显示,可近距离观察包装重量情况,通过触摸屏进行包装定量的设置,随时可根据重量需求进行定量的调整;通过触摸屏显示及时故障原因,包装工根据故障原因显示情况,及时通知相关专业人员,专业人员到达后根据显示的故障原因,能够快速处理所发生的各种故障;通过对包装袋数进行累积显示,当班员工根据袋数显示值随时掌握当班期间的产量,通过触摸屏显示plc的所有点位状态,包括输入输出点位,便于调试人员进行点位调试;通过触摸屏进行历史故障的查看,通过在plc进行程序置位、复位操作,从而可以查看一闪而过的隐性故障,便于维修人员处理不易发现的隐性故障。
38.通过触摸屏使定量自动包装装置的运行状态、故障原因可视化,并且能够调整包装的定量值,不仅使操作人员能够快速掌握定量自动包装装置的运行情况,也可以在故障状态下减少维修人员对定量自动包装装置的维护时间,保障定量自动包装装置生产长周期稳定运行。
39.在本实施例中,称重控制器采用f701
‑
c称重控制器,f701
‑
c称重控制器是一款通用型的数据统计计量仪表,具有高精度的充填、排料计量控制功能。
40.实施例二:本实施例作为实施例一的一种优选的技术方案,还包括:振动电机11,所述振动电机11设置在物料仓1侧壁,所述振动电机11与plc控制器电性连接,振动电机11开启能够防止因物料仓1中物料结块导致包装袋超重的情况。
41.实施例三:本实施例作为实施例一的一种优选的技术方案,还包括:自动计数器9,所述自动计数器9设置在皮带输送机7末端,在包装过程中可能会出现不合格产品需要人工处理成为合格产品后再放上皮带输送机7进行缝包和后工段处理,而在皮带输送机7末端设置自动计数器9,自动计数器9所记载的都是合格产品的数量,数据更加准确。
42.实施例四:如图4所示,一种定量自动包装方法,包括如下步骤:s1:进料,插板阀31处于关闭状态,物料仓1的物料进入到螺旋输送机2中,等待下料。
43.s2:夹袋,人工上袋,plc控制器控制夹袋器6夹紧包装袋。
44.s3:粗加下料,plc控制器开启螺旋输送机2,给变频器发送粗加下料信号,变频器控制插板阀电机32使插板阀31打开至粗加料状态,即插板阀31完全打开,物料通过螺旋输送机2后从插板阀31快速进入计量仓5,再进入包装袋中。
45.s4:细加下料,当称重值到达粗加设定值时,plc控制器给变频器发送细加下料信号,变频器控制插板阀电机32使插板阀31关至细加料状态,物料从插板阀31慢速进入到计量仓5,再进入到包装袋中。
46.s5:关闭下料,当称量值到达细加设定值时,plc控制器给变频器发送关闭下料信
号,变频器控制插板阀电机32使插板阀31关至二关状态,即插板阀31完全关闭,关闭螺旋输送机2,下料停止。
47.s6:称重判别,关闭下料后plc控制器对称重值进入判别,判别定时延时,在判别定时延时期间,称重控制器输送超差值至plc控制器。
48.s7:释袋,判别时间到达,plc控制器判断超差值是否在允许范围,若超差值在设定范围内plc控制器输出完成信号给夹袋器6,夹袋器6松开,包装袋掉入皮带输送机7,释袋完成后,称重进入下一个周期。若超差值不在设定范围内,plc控制器发出报警信号,人工取袋处理合格后再送入皮带输送机7。
49.s8:自动缝包,包装袋随着皮带运送至自动缝包机8处进行缝包处理。
50.s9:自动计数,缝包处理后包装袋随着皮带运送至自动计数器9处进行自动计数,计数后包装袋进入后工段。
51.实施例五:本实施例作为实施例四的一种优选的技术方案,所述plc控制器通过串口与称重控制器进行通讯,运用自由口协议,plc控制器根据称重控制器通讯协议中公示的数据,进行字符编码,plc控制器与称重控制器通过自由口进行通讯,因为没有通过标准的通讯协议来通讯,所以实现了无封装的读取模式,所读的数据更加齐全。
52.实施例六:本实施例作为实施例四的一种优选的技术方案,所述plc控制器通过内部中断程序来控制变频器。虽然中断程序在plc控制器的控制中只相当于子程序,但因其优先级高于循环程序,可以立即处理中断事件(粗加料到位信号、细加料到位信号、二关到位信号),保证了定量自动包装装置的包装速度。
53.实施例七:本实施例作为实施例四的一种优选的技术方案,所述plc控制器的输出方式采用晶体管输出控制方式。晶体管输出控制方式与传统的继电器控制方式相比有两个优点,其一,晶体管输出控制方式适应于高频动作,响应时间短,一般为0.2ms左右,与响应时间为10ms的继电器相比,更加快速高效。其二,晶体管输出控制方式不会发生因触点黏连或接触不良的现象,从而定量自动包装装置的故障更少。
54.实施例八:本实施例作为实施例四的一种优选的技术方案,显示部分与plc之间采用防水、防雷、防干扰的网线来连接,使用s7协议,保证了数据传输的安全性和稳定性。
55.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中段技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的细神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1