一种双料盘循环上料、存盘装置及其双料盘循环上料、存盘工艺的制作方法
本发明涉及自动化生产领域,特别指用于自动化产线自动送料及物料组装加工的一种双料盘循环上料、存盘装置及其双料盘循环上料、存盘工艺。
背景技术:
1、自动化即通过机器替代人工完成各种生产加工,在自动化设备领域,由于生产产品一般由多个零散的零配件组成,在实际生产过程中,需要将各种零配件通过设备自动组装,从而形成完整的产品结构。因此,各种物料的自动组装加工普遍存在的生产工艺,应用于多个领域,如各种智能终端设备,手机、平板电脑、智能手表、电池、电源等产品,以及各类日用产品、玩具等均有应用物料自动化组装的生产需求。由于自动组装过程中物料的种类规格各异,现有的自动组装技术针对不同物料一般采用各自的组装设备,难以形成标准化通用性组装设备。
2、对于物料的自动化组装,由于需要组装不同的物料,因此涉及到被组装的物料如各类电子元器件及基材物料如pcb板;因此,对于物料的自动化组装工艺整体包括三个工艺段,即被组装物料自动上料工艺、基材物料的上料工艺及被组装物料与基材物料的自动组装工艺。
3、对于被组装物料的上料工艺,现有的自动上料工艺包括振动盘上料、料带上料、tray盘上料等,根据物料不同的规格选择不同的上料方式。其中tray盘又称料盘,用于装载物料的机构,在组装、加工、检测过程中,料盘用于承载被组装的物料,一般情况下单个料盘内部可装载多个物料,同时,为保证连续供料,一般采用多个料盘叠放在一起整体上料。传统的料盘供料技术多为手工将装载物料的料盘搬运至取料工位,待物料取完后再将物料从取料工位拿下,并重新放置新的满载料盘;该种料盘供料方式生产效率低下,无法满足现代化自动生产线的产能需求。因此,为提升料盘供料效率,需要解决的技术问题包括多个叠放料盘的自动上料、取料盘、取物料、空料盘循环存盘上料等。
4、另外,传统的料盘上料一般采用单通道模式,即每次仅能上一叠料盘,在实际生产过程中存在双线或多线同步组装的情况,该种单通道上料盘的供料方式无法适应以上要求。因此,需要从结构和工艺方面设计双通道或多通道料盘供料装置。另外,在料盘上料至组装机械手,以便组装机械手取料时,传统的供料方式采用单通道直线来回式供料方式,即料盘搬移至取料工位处,待组装机械手在取料工位处取完料盘上的物料后,将空料盘搬走,再重新将装满物料的料盘搬移至取料工位进行取料组装;该种方式在空料盘移走后才能装置满料盘,在移走空料盘及搬移满料盘时组装机械手处于停机状态,需等空料盘取走,满料盘搬移到位后才能再次进行组装;影响组装效率。
技术实现思路
1、本发明要解决的技术问题是针对上述现有技术的不足,提供一种实现了双料盘同步直线上料、升降、取盘、错位供料及存盘,适应于双线或多线组装工艺,极大地提升了供料效率;且通过错位供料方式,有效地减少了待机时间,提升了组装效率的双料盘循环上料、存盘装置及其双料盘循环上料、存盘工艺。
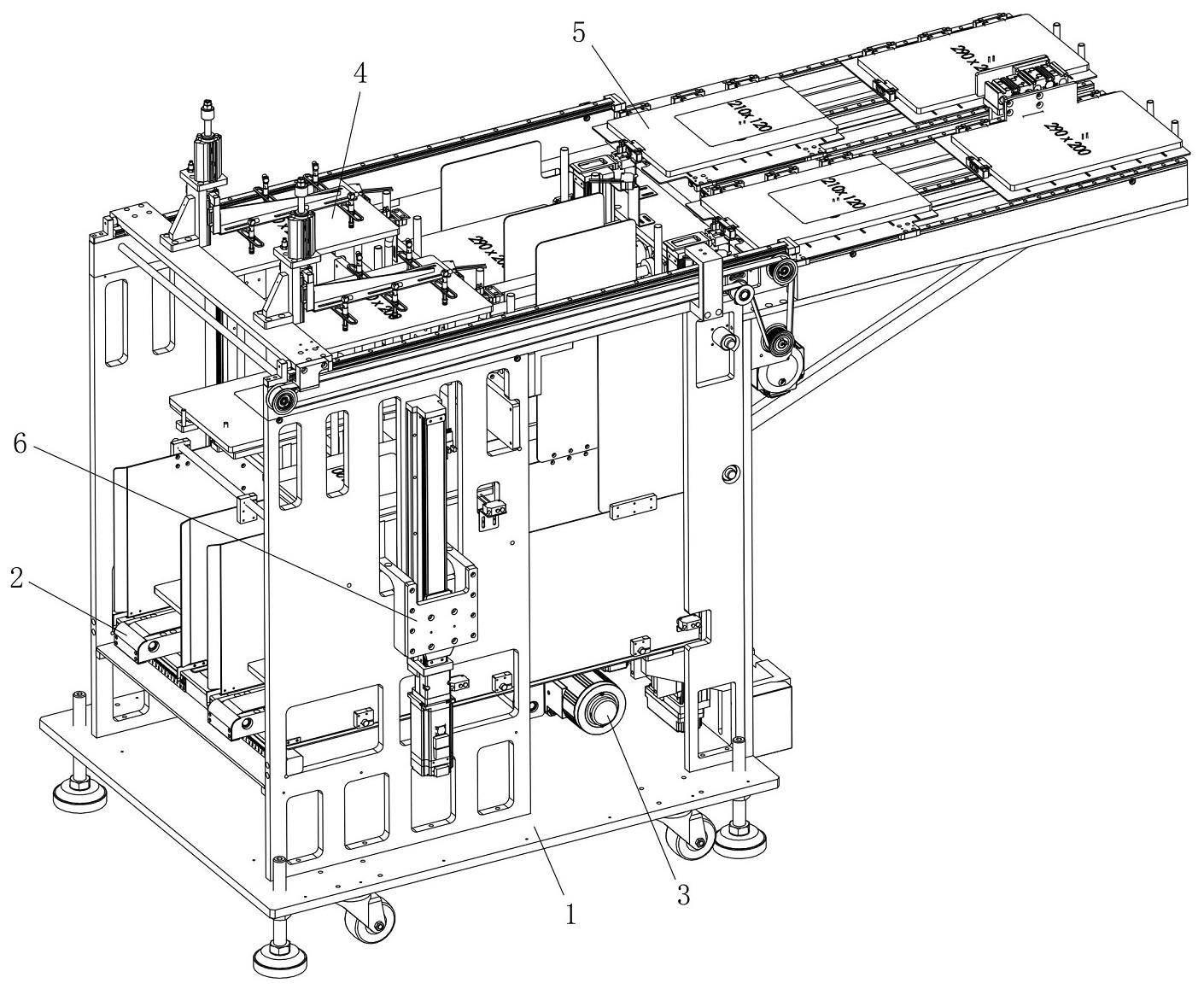
2、本发明采取的技术方案如下:一种双料盘循环上料、存盘装置,包括机架、水平传送机构、升降机构、移载机构、错位供料机构及存盘机构,其中,上述机架水平设置,机架为矩形架体结构,其内部设有安装空间,该安装空间包括并列设置的存盘空间及上料空间,机架的顶部两侧边上分别设有直线滑轨;上述水平传送机构包括二套,两套水平传送机构分别并列间隔地设置在安装空间的下部;上述升降机构包括二套,两套升降机构分别设置在水平传送机构的内端,并竖直向上延伸,上下叠放的两叠料盘分别从外端放置于水平传送机构上,经水平传送机构水平传送至升降机构,升降机构将两叠料盘整体向上运输;上述移载机构可滑动地嵌设在机架顶部的直线滑轨上,移载机构从升降机构上吸取二个料盘;上述错位供料机构连接在机架顶部一侧,且与直线滑轨对接,移载机构将吸取的两个料盘搬移至错位供料机构上,错位供料机构内部并列设有两条通道,两条通道内上下间隔地设有两条运输路径,运输路径包括上料工位及供料工位,移载机构将吸取的两个料盘分别放置在两条通道内,料盘经从运输路径的上料工位移动至供料工位,设置于供料工位处的组装机械手从料盘上取出物料后,空料盘沿运输路径返回至上料工位处,以便移载机构吸取空料盘,并将空料盘搬移至存盘空间上方;上述存盘机构设置在存盘空间内,移载机构将空料盘放置在存盘机构内进行叠放存盘。
3、优选的,所述的水平传送机构包括水平传送支架、连接支板、传送带及传送电机,其中,上述水平传送支架水平设置在机架的上料空间内,水平传送支架的中部开有槽体,槽体内可转动地连接有张紧辊;上述连接支板竖直连接在水平传送支架的下部;上述传送带套设在张紧辊上,并经张紧辊张紧,传送带顶部高度高于水平传送支架;上述传动电机设置在连接支板上,且输出端套设有传动轮,传送带穿过该传动轮,传动电机通过传动轮驱动传送带运动,以便将叠放于传送带上的料盘直线传送至升降机构处。
4、优选的,所述的升降机构包括升降支板、升降电机、升降直线模组及升降支座,其中,上述升降支板竖直设置在机架的底板一侧,支板的两侧形成二个工位,分别对应两套水平传送机构;上述升降电机设置于升降支板的下部;上述升降传送带包括二套,升降直线模组分别竖直设置于支板两侧的二个工位上,升降电机的输出端于升降直线模组连接,以便将动力输入至升降直线模组;上述升降支座可滑动地连接在升降直线模组上,并与升降直线模组的输出端连接,升降直线模组驱动升降支座升降运动,以便接取水平传送机构运输的料盘,并带动料盘向上运动,以便移载机构吸取料盘。
5、优选的,所述的移载机构包括二套,两套移载机构分别设置在机架顶部的移载支板上;上述移载支板沿垂直于机架顶部的直线滑轨方向连接在两直线滑轨之间,并与直线滑轨可滑动地连接,通过传动带及电机驱动沿直线滑轨方向来回直线运动;移载机构包括移载支座、移载气缸、移载升降座、移载支架及移载吸嘴,其中,上述移载支座包括二个,两移载支座间隔设置在移载支板上,并竖直向上延伸,在顶部形成水平延伸的支撑部;上述移载气缸设置在支撑部上,且输出端穿过支撑部向下延伸;上述移载升降座沿竖直方向可滑动地连接在移载支座的侧壁上,且与移载气缸的输出端连接,移载气缸驱动移载升降座升降运动;上述移载支架连接与移载升降座的侧壁上,并水平延伸,移载支架的水平延伸部两侧设有安装板,安装板上设有安装槽;上述移载吸嘴包括至少二个,移载吸嘴竖直设置在安装槽内,且嘴口朝下设置,以便取放料盘。
6、优选的,所述的错位供料机构包括供料支座、第一滑轨、第二滑轨、上载座、下载座、分料组件及限位组件,其中,上述供料支座水平连接于机架的顶部外侧,并向外延伸,供料支座上设有两条通道,两条通道分别两套移载机构对应设置;两条通道的两侧由外而内分别设有二组支板,位于外侧的一组支板顶部分别设有第一滑轨,位于内侧的一组支板顶部分别设有第二滑轨,且第二滑轨的高度低于第一滑轨,第一滑轨与第二滑轨形成上下两条运输路径;上述运输路径沿直线方向间隔设有上料工位及供料工位,其中,靠近移载机构一侧的为上料工位;上述上载座可滑动地设置在第一滑轨上;上述分料组件设置在通道内,并与第二滑轨连接;上述下载座水平设置在分料组件上,分料组件驱动下载座从上料工位移动至供料工位,并使下载座在上料工位及供料工位之间从上载座下方运动,避免运动干涉,在上料工位及供料工位处逐步向上运动,以便将取放料盘及将料盘向上送出,便于组装机械手取料;上述限位组件设置在供料组件的侧部,限位组件限位上载座和/或下载座上的料盘,以便从料盘内取出物料。
7、优选的,所述的上载座及下载座上分别形成水平支撑平面,以便放置料盘,上载座及下载座的侧部分别设有弹性限位件,通过依此连接的固定座、弹簧及限位块对料盘进行限位;弹性限位件与限位组件配合使料盘限位固定。
8、优选的,所述的错位供料机构还包括供料驱动组件,供料驱动组件包括供料电机及供料传动带,其中,上述供料电机设置在供料支座的底部;上述供料传动带包括至少二条,供料传动带设置于第一滑轨及第二滑轨之间,通过间隔设置的同步轮张紧,且延伸方向与第一滑轨及第二滑轨方向相同;供料电机的输出端通过传动轮与供料传动皮带连接,并驱动供料传动皮带直线运动;上述供料传动带的上侧固定有连接板,连接板与上载座的底部连接固定,供料传动带通过连接板驱动上载座在第一滑轨上直线运动。
9、优选的,所述的分料组件包括分料座、分料支柱、分料导板及分料导槽,其中,上述分料座可滑动地连接在第二滑轨上,分料座与供料传动皮带的下侧连接,供料传动皮带运动时,驱动上载座及下载座沿相反方向运动;上述分料支柱在竖直方向通过内部弹簧与分料座柔性连接,分料支柱竖直向上延伸,并与下载座的底部连接;上述分料导板竖直设置在分料支柱的一侧;上述分料导槽开设在分料导板上,且沿运输路径方向,分料导槽的中部为直线槽体,两端分别倾斜向上延伸,直至上料工位及供料工位处;上述分料支柱的一侧设有插入导块,插入导块水平延伸并插入分料导槽内,分料座带动分料支柱沿第二滑轨运动时,分料支柱带动插入导块在分料导槽内滑动,且随着分料导槽延伸,运动至上料工位及供料工位处使,分料导槽内壁给插入导块的作用力使得分料支柱上升。
10、优选的,所述的限位组件包括限位支板、限位气缸及限位板,其中,上述限位支板竖直设置在供料工位的侧部;上述限位气缸水平设置在限位支板的内侧且输出端朝内侧延伸;上述限位板竖直连接在限位气缸的输出端上,上载板或下载板运动至供料工位处时,限位气缸推动限位板朝内侧运动,以便与上载板或下载板上的限位块配合从两侧限位固定料盘。
11、优选的,所述的存盘机构包括存盘支板、存盘直线模组、存盘滑座、存盘架,其中,上升存盘支板包括二块,两存盘支板竖直设置在机架的存盘空间两侧,存盘支板的侧壁上开设有平行间隔设置的两条竖槽,竖槽靠近存盘支板的上部,并竖直向上延伸至存盘支板顶部附近;上述存盘直线模组设置在存盘支板的外侧壁上,并位于两条竖槽之间;上述存盘滑座可滑动地连接在存盘直线模组上,并与存盘直线模组的输出端连接,存盘直线模组驱动存盘滑座升降运动,存盘滑座的顶部两侧连接有两条支条,两条支条水平向内延伸,穿过竖槽水平延伸至两存盘支板之间的空间内;上述存盘架连接在支条上;存盘直线模组通过存盘滑座及支条驱动存盘架升降运动,移载机构取出的空料盘放置于存盘架上。
12、一种双料盘循环上料、存盘装置的双料盘循环上料、存盘工艺,包括如下工艺步骤:
13、s1、上料及水平运输:上下叠放的两叠料盘放置在水平传送机构上,经水平传送机构同步水平送入升降机构处;
14、s2、料盘上升:步骤s1中的料盘从水平传送机构移动至升降机构上,升降机构带动两组料盘同步上升至移载机构下方;
15、s3、取料盘:步骤s2中的二组叠放的料盘经移载机构吸取最上方的料盘;
16、s4、上料盘:步骤s3中移载机构从升降机构取出料盘后将料盘放置在错位供料机构的上料工位处;
17、s5、第一错位供料:如步骤s4中移载机构将料盘放置在错位供料机构的上载板,则错位供料机构驱动上载板沿着第一滑轨水平滑动至供料工位处,经限位组件限位固定料盘后,外部的组装机械手从料盘取出取料进行组装;供料机构下层的下载板在上载板向供料工位移动的同时从上载板下方带动空料盘运动至上料工位;
18、s6、第一错位供料:如步骤s4中移载机构将料盘放置在错位供料机构的下载板,则错位供料机构驱动下载板下降、水平移动、上升至供料工位处,经限位组件限位固定料盘后,外部的组装机械手从料盘取出取料进行组装;供料机构上层的上载板在下载板向供料工位移动的同时从下载板上方带动空料盘水平运动至上料工位:
19、s7、取空料盘:步骤s5或步骤s6中的下载板或上载板带动空料盘移动至上料工位处时,移载机构将空料盘从上料工位处取出;
20、s8、存盘:步骤s7中的移载机构取出空料盘后,横向移载至存盘机构上方,并将空料盘放置在存盘机构上,随着空料盘放入,存盘机构同步下降一个料盘的高度,预留放料盘空间。
21、本发明的有益效果在于:
22、本发明针对现有技术存在的缺陷和不足自主研发设计了一种实现了双料盘同步直线上料、升降、取盘、错位供料及存盘,适应于双线或多线组装工艺,极大地提升了供料效率;且通过错位供料方式,有效地减少了待机时间,提升了组装效率的双料盘循环上料、存盘装置及其双料盘循环上料、存盘工艺。
23、本发明整体包括水平传送机构、升降机构、移载机构、错位供料机构及存盘机构,以内部设有安装空间的矩形架体结构作为承载部分,安装空间的沿竖直方向左右并列设有存盘空间和上料空间,机架的顶部通过直线滑轨可滑动地连接移载机构,移载机构在存盘空间和上料空间的上方来回直线运动。安装空间的下方前后并列设有两套水平传送机构,水平传送机构从存盘空间直线延伸至上料空间下方,在上料空间内,升降机构竖直设置在水平传送机构的上方,并与水平传送机构对接;上下叠放的两组料盘同时放置在水平传送机构上,经水平传送机构直线运输至升降机构处,升降机构从水平传送机构上接取叠放的料盘后,带动料盘在上料空间内竖直向上运动至移载机构下方,移载机构同时从二套升降机构上取出料盘后,带动料盘向右侧直线滑移至错位供料机构上方,并将两料盘同时放置在错位供料机构的两条通道的上料工位处,错位供料机构通过错位供料方式将两料盘分别在单条通道的上料工位与供料工位之间来回供料,在供料工位处组装机械手取出料盘的物料后,空料盘返回至上料工位,并经移载机构重新吸取后带动料盘向左直线移动,从上料空间的顶部经过,移动至存盘空间的顶部,并将空料盘放置在存盘空间内设置的存盘机构内,同时存盘机构每放一次料盘下降一个料盘厚度的高度,以实时预留其上的料盘放置空间,直至存盘机构装满空料盘后,整体将叠放于存盘机构上的空料盘取出。如此反复,实现了双叠料盘的上料、水平移载、升降移载、取盘、错位供料、空盘取出移载及存盘等动作的循环往复,极大地提升了料盘供料效率,具有良好的行业应用前景。
24、另外,本发明目前针对料盘供应组装机械手取料段的工艺缺陷,独创性地设计有错位供料机构,本发明的错位供料机构整体包括前后并列设置的两条通道,两条通道独立完成料盘供料,实现双料盘供料,适应于双线或多线组装情况,有效地提升了料盘供料效率。同时,本发明供料机构以水平设置的供料支座作为承载结构,双通道分别位于供料支座的前后两侧,单条通道内又分别内外设有第一滑轨和第二滑轨,第一滑轨的高度高于第二滑轨,第一滑轨和第二滑轨形成上下间隔设置的两条运输路径,两条运输路径的左右两侧分别为上料工位和供料工位。其中,第一滑轨上设有上载座,上载座从上料工位处接取移载机构放置的料盘后,带动料盘沿着第一滑轨直线运动至供料工位,在供料工位处,组装机械手从料盘取出物料进行组装,料盘内物料取完后,上载座带动空料盘直线返回至上料工位,移载机构将空料盘取出。另外,第二滑轨上设有分料座,分料座上设有向上竖直延伸的分料支柱,分料支柱的顶部形成水平设置的连接支板,连接支板上承载有下载座,且分料支柱通过内部的弹簧于分料座柔性连接。同时,在两第二滑轨之间还竖直设有分料导板,分料导板的侧壁上开设有分料导槽,分料导槽的中间段为水平槽体,分料导槽的左右两侧的高度高于中间段水平槽体,且通过倾斜槽体与水平槽体连接。分料支柱的一侧连接有分料插入导块,插入导块插入分料导槽内,并在分料导槽内自由滑动,当分料座带动分料支柱沿着第二滑轨直线滑动时,插入导块沿着分料导槽滑动,由于分料导槽为中间低两端高的结构,在移动过程中,分料导槽内壁给插入导块的作用力带动分料支柱通过压缩其内部弹簧实现下载座在上料工位和供料工位处上升,在两工位之间运动时下降的运动路径。另外,本发明的上载座及分料座分别连接于供料传动带的上下两侧,通过供料传动带提供在第一滑轨和第二滑轨上运动动力;该种连接方式,当供料传动带直线运动时,上载座和分料座分别沿相反方向运动,如上载座带动空料盘朝上料工位运动时,分料座通过分料支柱带动承载满料盘的下载座朝供料工位运动,并沿着分料导槽路径避免了与上载座发生运动干涉。该种错位供料方式,实现了组装机械手不停机组装,减少了待机时间,能有效提升组装效率。
- 还没有人留言评论。精彩留言会获得点赞!