一种瓶盖码盖装箱生产线及其码盖装箱方法与流程
:
1.本发明涉及瓶盖生产加工领域,主要涉及一种瓶盖码盖装箱生产线及其码盖装箱方法。
背景技术:
2.瓶盖为食品,饮业,酒,化工业,制药业的上游产业,是瓶容器包装之关键性产品。瓶盖的发展早期是使用软木材质,马口铁皇冠盖及旋开盖,至今续开发出铝质的长颈铝盖,碳酸饮铝盖,热充填铝盖,注射液铝盖,药盖,掀开式环盖,安全钮爪盖及塑胶瓶盖等产品;其是小件,但其生产过程也比较复杂,如果自己生产加工,则会导致生产成本增加,因此其大都是外包定制进行批量生产,因此在瓶盖加工之后大都不是直接应用,而需要对其进行整理、包装、输送至相应的厂家,而且瓶盖是一个比较小的单独的个体结构,其成型之后可直接装箱,但为了保证瓶盖输送过程中不受压变形以及方便接收厂家使用,因此瓶盖在成型后出厂前需要对其进行码盖装箱。
3.现有技术中,大都是通过人工进行操作,人工劳动强度大,费时费力,工作效率低,不能满足批量加工生产的要求,有时需要多人配合操作,目前市场上,也有相应的码盖系统,其虽然一定程度上能够满足码放的要求,但其价格昂贵,成本高,而且使用范围窄,尤其是分拣机构,针对不同的瓶盖需要进行更换,通用性差,从而不能满足小批量加工生产的要求,并列码放过程中虽然也采用吸盘的方式,但其料箱的进出和定位采用的是人工辅助,并且对于一些塑料、镀金等材质的瓶盖,如采用循环分拣式输送,则会对表面产生一定的摩擦,从而影响产品质量,从而没有完全实现自动化加工,需要对其进行加强改进。
技术实现要素:
4.本发明目的就是为了弥补已有技术的缺陷,提供一种瓶盖码盖装箱生产线及其码盖装箱方法,目的在于解决了上述背景技术提出的问题。
5.本发明是通过以下技术方案实现的:
6.一种瓶盖码盖装箱生产线,包括有沿生产线方向依次设置的理盖工位、输盖工位、排盖工位、取盖工位和装箱工位,所述理盖工位包括有用于储放瓶盖的料箱,所述料箱的一侧架设有提升循环输送带,所述提升循环输送带的进料端伸入至料箱内的底端部,所述提升循环输送带的出料端位于输盖工位,且输盖工位上设置有用于将瓶盖水平推出的推板以及用于输出理盖后盖体的循环输送带一,所述循环输送带一的出料端延伸至排盖工位,所述排盖工位上设置有用于输送排列的循环输送带二,所述循环输送带二的出料端架设有出料台,所述出料台上分布有将瓶盖陈列排列的隔板组件,所述出料台的出料端上方架设有可移动的用于取放瓶盖的翻转式吸盘组件,所述循环输送带二的出料端端部架设有装瓶盖的纸箱输送带,所述循环输送带二对应位置的装瓶盖的纸箱输送带的两侧分别设有用于固定装瓶盖的纸箱的限位组件,所述装瓶盖的纸箱输送带出料端的一侧架设有既可以横向移动又可以纵向移动用于正在装料的装瓶盖的纸箱放置隔层板的取放组件。
7.所述的料箱的底端部为锥形结构,所述提升循环输送带上均布有间隔设置的辅助同一方位取料的取料梁,所述取料梁的宽度可调,其采用橡胶材质,宽度保持为待理瓶盖直径的2/3左右,所述取料梁的外侧开设有t形卡槽,所述t形卡槽内可安装有用于加宽的挡条。
8.所述的输盖工位上正对于提升循环输送带上方的出料端的另一侧架设有推板,所述推板采用橡胶材质,所述推板的移动通过气缸驱动,其另一侧架设有过渡板,所述过渡板内设有开槽,所述开槽内安装有循环输送带一,所述过渡板的两侧架设有位置可调的挡板。
9.所述的排盖工位上正对于循环输送带一的出料端的位置架设有与其对接的循环输送带二,所述循环输送带二上的两侧设置有位置可调的导向板,所述导向板通过两侧的悬挂架悬置在循环输送带二的上方,所述导向板由进料段的导向板一、缓冲段的导向板二以及出料段的导向板三组成,所述导向板一与循环输送带一出料端两侧的挡板对接,所述导向板二为锥形结构,所述导向板三为两并列设置的板体结构,其位于出料台的两侧。
10.所述的隔板组件位于导向板三之间,其包括有多个均布间隔设置的隔板,所述隔板的两端分别卡装在两端的固定梁上,且隔板在固定梁上的位置可调,所述固定梁的的两端分别通过支杆安装在出料台两侧的边梁上。
11.所述的固定梁为板体结构,其一侧分布有间隔设置的卡装槽,其另一侧分布有刻度线,所述隔板的上端部设有卡边,所述隔板卡装到卡装槽中,且其上端部通过卡边限位,所述隔板在卡装槽内的位置可调。
12.所述的翻转式吸盘组件包括有横跨取盖工位和装箱工位之间的移动丝杆,所述移动丝杆上旋合有移动座,所述移动座的下方安装有升降气缸,所述升降气缸的活塞杆伸出端安装有升降板,所述升降板的底端安装有旋转电机,所述旋转电机的输出轴端连接有吸盘座,所述吸盘座的底端面上分布有阵列设置的吸盘,所述升降板的上端面安装有用于辅助升降导向的导杆,所述移动座上开设有供导杆导向的通孔。
13.所述的限位组件包括有可水平夹紧移动以及纵向位置移动的对应设置的夹紧板,所述夹紧板两两为一组分别位于装瓶盖的纸箱输送带两侧,同一侧的两夹紧板分别通过滑块安装在同一限位丝杆上,所述限位丝杆上设有两段螺旋方向相反的螺纹,所述限位丝杆的中部分别通过固定块固定安装在可移动的滑座上,两滑座旋转在同一移动丝杆上,所述移动丝杆上设有两段螺旋方向相反的螺纹,所述限位丝杆和移动丝杆的一侧分别设有辅助移动的导杆,所述限位丝杆和移动丝杆的转动分别通过其端部的电机驱动。
14.所述的取放组件包括有位于排盖工位出料端外侧的底座,所述底座上方架设有纵向导轨,所述纵向导轨上安装有可移动的滑动座,所述滑动座的纵向移动通过丝杆一驱动,所述滑动座的底端安装有移动座,所述移动座的底端安装有可升降的吸盘座二,所述吸盘座二的底端面分布有阵列设置的吸盘二,所述吸盘座二的水平移动通过其中部的丝杆二驱动,所述丝杆一和丝杆二的转动通过其端部的电机驱动。
15.所述的瓶盖码盖装箱生产线的码盖装箱方法,具体码盖装箱方法如下:
16.s1.首先将大量的瓶盖投放到理盖工位的料箱内,通过料箱一侧的提升循环输送带对料箱内的瓶盖进行输送,其输送时开口朝上的有规律的输送,通过取料梁的结构,在不断的提升式的出料的同时,还可以对大量的瓶盖进行理料,使其统一开口朝上式取料,通过提升循环输送带提升的瓶盖从上端部输出,其输出过程中为了保证瓶盖的开口方向不变,
采用的是气缸驱动推板推动,推动过程中为了保证稳定性,其推板外侧设有侧板,从而推动瓶盖在取料梁、输送带以及侧板之间围成的通道内移动,将其推动至一侧的过渡板上,然后通过循环输送带一输送;
17.s2.理料上端输出后进入到输盖工位,由于两个是相对运动的过程,为了保证相对运动对接的稳定性通过,本技术采用了过渡板的结构,首先通过提升循环输送带的输送惯性将瓶盖输送至过渡板上,进行一定程度的支撑,之后再通过过渡板内的循环输送一的输送将瓶盖连续不断的导向输送至排盖工位;
18.s3.通过输盖工位不断的送料,瓶盖进入到循环输送带二上,通过循环输送带上的导向板的结构,可实现将瓶盖输送缓冲集聚然后有规律的进行排列的过程,整个过程中通过循环输送带二的输送配合导向板和隔板组件的配合完成,整个过程中在瓶盖输送的过程中完成,实现了自动化,可连续不断的对瓶盖进行排列;
19.s4.排列之后的瓶盖通过取盖工位的翻转式吸盘组件完成取料和放料的过程,为了保证取料时循环输送带二上未被取料的稳定性,在出料台上设置有位置可调的挡料组件,所述挡料组件包括有用于固定紧挨着出料瓶盖的固定头,所述固定头呈阵列设置与出料台上的瓶盖对应设置,所述固定头的升降通过其上方的气缸驱动,取料之后通过翻转式吸盘组件的移动至装箱工位,将其同步放置到箱体内,即完成了一层的取放盖过程;
20.s5.s4步骤完成之后,通过取放组件进行自动取放隔层板,从而保证连续叠加堆垛的基础要求,隔层板放置好之后,将s4中的固定头升起,进行第二层的取放料,由于理盖工位、输盖工位、排盖工位是连续不断的工作,因此叠加过程中只需要重复步骤s4和s5即可完成瓶盖码盖装箱的过程。
21.其原理是:本技术通过理盖工位、输盖工位、排盖工位、取盖工位和装箱工位的结合,实现了自动化码盖装箱的过程,过程中只需要人工将大量的瓶盖倒入至理料工位的料箱内即可,其采用自动化式的理料、输料、排列然后取放的过程,满足了自动化生产的要求,而且本结构中可及时根据待码盖的型号及时进行相应的调整,而且调整方便快捷,如:针对不同大小的瓶盖,对提升循环输送带上的取料梁进行添减挡条,从而改变其取料的宽度,满足不同直径瓶盖的取料要求,然后对排料过程中的隔板组件进行调整,使隔板之间构成的通道满足不同规格的瓶盖导向排列的需要,其调整省时省力,通用性强,降低了生产成本,满足了自动化批量加工的要求。
22.本发明的优点是:
23.本发明结构设计合理,通过理盖工位、输盖工位、排盖工位、取盖工位和装箱工位的结合,实现了自动化码盖装箱的过程,过程中只需要人工将大量的瓶盖倒入至理料工位的料箱内即可,其采用自动化式的理料、输料、排列然后取放的过程,满足了自动化生产的要求。
附图说明:
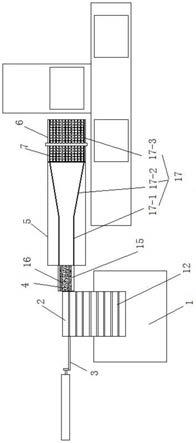
24.图1为本发明的主视图。
25.图2为本发明的俯视图。
26.图3为料箱与提升循环输送带配合的结构示意图。
27.图4为取料梁截面的结构示意图。
28.图5为隔板组件的结构示意图。
29.图6为翻转吸盘组件的结构示意图。
30.图7为限位组件的结构示意图。
31.图8为取放组件的结构示意图。
32.图9为挡料组件的结构示意图。
33.附图标记:
34.1、料箱;2、提升循环输送带;3、推板;4、循环输送带一;5、循环输送带二;6、出料台;7、隔板组件;8、翻转式吸盘组件;9、纸箱输送带;10、限位组件;11、取放组件;12、取料梁;13、t形卡槽;14、挡条;15、过渡板;16、挡板;17、导向板;17
‑
1、导向板一;17
‑
2、导向板二;17
‑
3、导向板三;7
‑
1、隔板;7
‑
2、固定梁;7
‑
3、卡装槽;7
‑
4、刻度线;8
‑
1、移动丝杆;8
‑
2、移动座;8
‑
3、升降板;8
‑
4、吸盘座一;8
‑
5、吸盘一;8
‑
6、导杆;18、移动丝杆;19、限位丝杆;20、滑座;11
‑
1、底座;11
‑
2、纵向导轨;11
‑
3、滑动座;11
‑
4、丝杆一;11
‑
5、吸盘座二;11
‑
6、吸盘二;11
‑
7、丝杆二;21、夹紧板;22、挡料组件;23、固定头。
具体实施方式:
35.参见附图。
36.一种瓶盖码盖装箱生产线,包括有沿生产线方向依次设置的理盖工位、输盖工位、排盖工位、取盖工位和装箱工位,理盖工位包括有用于储放瓶盖的料箱1,料箱1的一侧架设有提升循环输送带2,提升循环输送带2的进料端伸入至料箱1内的底端部,提升循环输送带2的出料端位于输盖工位,且输盖工位上设置有用于将瓶盖水平推出的推板3以及用于输出理盖后盖体的循环输送带一4,循环输送带一4的出料端延伸至排盖工位,排盖工位上设置有用于输送排列的循环输送带二5,循环输送带二5的出料端架设有出料台6,出料台6上分布有将瓶盖陈列排列的隔板组件7,出料台6的出料端上方架设有可移动的用于取放瓶盖的翻转式吸盘组件8,循环输送带二5的出料端端部架设有装瓶盖的纸箱输送带9,循环输送带二5对应位置的装瓶盖的纸箱输送带9的两侧分别设有用于固定装瓶盖的纸箱的限位组件10,装瓶盖的纸箱输送带9出料端的一侧架设有既可以横向移动又可以纵向移动用于正在装料的装瓶盖的纸箱放置隔层板的取放组件11。
37.进一步,料箱1的底端部为锥形结构,提升循环输送带2上均布有间隔设置的辅助同一方位取料的取料梁12,取料梁12的宽度可调,其采用橡胶材质,宽度保持为待理瓶盖直径的2/3左右,取料梁12的外侧开设有t形卡槽13,t形卡槽13内可安装有用于加宽的挡条14。通过增加或者减少挡条,从而改变取料梁的宽度,从而满足不同规格的瓶盖的自动上料输送理料的要求。输盖工位上正对于提升循环输送带2上方的出料端的另一侧架设有推板3,推板3采用橡胶材质,推板3的移动通过气缸驱动,其另一侧架设有过渡板15,过渡板15内设有开槽,开槽内安装有循环输送带一4,过渡板15的两侧架设有位置可调的挡板16。通过过渡板的结构,保证瓶盖理料工位的提升循环输送带输出时,瓶盖首先出料至过渡板上,待完全进入到过渡板之后,再通过循环输送带二输出,从而满足接料和输出的连续性。
38.进一步,排盖工位上正对于循环输送带一4的出料端的位置架设有与其对接的循环输送带二5,循环输送带二5上的两侧设置有位置可调的导向板17,导向板17通过两侧的悬挂架悬置在循环输送带二5的上方,导向板17由进料段的导向板一17
‑
1、缓冲段的导向板
二17
‑
2以及出料段的导向板三17
‑
3组成,导向板一17
‑
1与循环输送带一4出料端两侧的挡板对接,导向板二17
‑
2为锥形结构,导向板三17
‑
3为两并列设置的板体结构,其位于出料台6的两侧。通过导向板的结构,可对挨个输送过来的瓶盖进行集聚,缓冲排布,从而满足后面的排列的要求,而且通过导向板一、导向板二、导向板三的简单的结构设计,满足了瓶盖输送过程中具体分布的要求。隔板组件7位于导向板三17
‑
3之间,其包括有多个均布间隔设置的隔板7
‑
1,隔板7
‑
1的两端分别卡装在两端的固定梁7
‑
2上,且隔板7
‑
1在固定梁7
‑
2上的位置可调,固定梁7
‑
2的的两端分别通过支杆安装在出料台两侧的边梁上。通过隔板的结构,可将大量输送过程的瓶盖,有规律的排列呈列,从而后面瓶盖一层一层的陈列式取料和放料。固定梁7
‑
2为板体结构,其一侧分布有间隔设置的卡装槽7
‑
3,其另一侧分布有刻度线7
‑
4,隔板7
‑
1的上端部设有卡边,隔板卡装到卡装槽中,且其上端部通过卡边限位,隔板7
‑
1在卡装槽7
‑
3内的位置可调。通过两固定梁上的卡装槽的结构和隔板上的卡边的结构,保证隔板在卡装过程中的固定性,同时方便对其进行调整位置,从而满足不同规格瓶盖的通过的需要。
39.进一步,翻转式吸盘组件8包括有横跨取盖工位和装箱工位之间的移动丝杆8
‑
1,移动丝杆8
‑
1上旋合有移动座8
‑
2,移动座8
‑
2的下方安装有升降气缸,升降气缸的活塞杆伸出端安装有升降板8
‑
3,升降板8
‑
3的底端安装有旋转电机,旋转电机的输出轴端连接有吸盘座一8
‑
4,吸盘座一8
‑
4的底端面上分布有阵列设置的吸盘一8
‑
5,升降板8
‑
3的上端面安装有用于辅助升降导向的导杆8
‑
6,移动座8
‑
2上开设有供导杆导向的通孔。通过移动丝杆的设计,满足了移动座移动位置的要求,通过升降气缸带动吸盘座的升降,从而满足吸盘取放料的动作要求。
40.进一步,限位组件10包括有可水平夹紧移动以及纵向位置移动的对应设置的夹紧板21,夹紧板21两两为一组分别位于装瓶盖的纸箱输送带9两侧,同一侧的两夹紧板21分别通过滑块安装在同一限位丝杆19上,限位丝杆19上设有两段螺旋方向相反的螺纹,限位丝杆19的中部分别通过固定块固定安装在可移动的滑座20上,两滑座20旋转在同一移动丝杆18上,移动丝杆18上设有两段螺旋方向相反的螺纹,限位丝杆19和移动丝杆18的一侧分别设有辅助移动的导杆,限位丝杆19和移动丝杆18的转动分别通过其端部的电机驱动。其限位组件的结构设计,可满足不同宽度,不同长度的箱体的装料限位固定的要求,从而其两侧沿宽度方向的相对运动以及长度方向的夹紧限位均通过丝杆同步驱动,从而保证了箱体始终处于中心位置,在限位的同时,从而由于调整对中,满足自动化箱体的输送要求。
41.进一步,取放组件11包括有位于排盖工位出料端外侧的底座11
‑
1,底座11
‑
1上方架设有纵向导轨11
‑
2,纵向导轨11
‑
2上安装有可移动的滑动座11
‑
3,滑动座11
‑
3的纵向移动通过丝杆一11
‑
4驱动,滑动座11
‑
3的底端安装有移动座,移动座的底端安装有可升降的吸盘座二11
‑
5,吸盘座二11
‑
5的底端面分布有阵列设置的吸盘二11
‑
6,吸盘座二11
‑
5的水平移动通过其中部的丝杆二11
‑
7驱动,丝杆一11
‑
4和丝杆二11
‑
7的转动通过其端部的电机驱动。通过取放组件的结构,用于连续这层的叠加放置隔层板,为堆垛提供底部基础,而且采用自动化取放隔层板,满足了批量加工生产的要求。
42.进一步,瓶盖码盖装箱生产线的码盖装箱方法,具体码盖装箱方法如下:
43.s1.首先将大量的瓶盖投放到理盖工位的料箱内,通过料箱一侧的提升循环输送带对料箱内的瓶盖进行输送,其输送时开口朝上的有规律的输送,通过取料梁的结构,在不
断的提升式的出料的同时,还可以对大量的瓶盖进行理料,使其统一开口朝上式取料,通过提升循环输送带提升的瓶盖从上端部输出,其输出过程中为了保证瓶盖的开口方向不变,采用的是气缸驱动推板推动,推动过程中为了保证稳定性,其推板外侧设有侧板,从而推动瓶盖在取料梁、输送带以及侧板之间围成的通道内移动,将其推动至一侧的过渡板上,然后通过循环输送带一输送;
44.s2.理料上端输出后进入到输盖工位,由于两个是相对运动的过程,为了保证相对运动对接的稳定性通过,本技术采用了过渡板的结构,首先通过提升循环输送带的输送惯性将瓶盖输送至过渡板上,进行一定程度的支撑,之后再通过过渡板内的循环输送一的输送将瓶盖连续不断的导向输送至排盖工位;
45.s3.通过输盖工位不断的送料,瓶盖进入到循环输送带二上,通过循环输送带上的导向板的结构,可实现将瓶盖输送缓冲集聚然后有规律的进行排列的过程,整个过程中通过循环输送带二的输送配合导向板和隔板组件的配合完成,整个过程中在瓶盖输送的过程中完成,实现了自动化,可连续不断的对瓶盖进行排列;
46.s4.排列之后的瓶盖通过取盖工位的翻转式吸盘组件完成取料和放料的过程,为了保证取料时循环输送带二上未被取料的稳定性,在出料台上设置有位置可调的挡料组件,挡料组件包括有用于固定紧挨着出料瓶盖的固定头,固定头呈阵列设置与出料台上的瓶盖对应设置,固定头的升降通过其上方的气缸驱动,取料之后通过翻转式吸盘组件的移动至装箱工位,将其同步放置到箱体内,即完成了一层的取放盖过程;
47.s5.s4步骤完成之后,通过取放组件进行自动取放隔层板,从而保证连续叠加堆垛的基础要求,隔层板放置好之后,将s4中的固定头升起,进行第二层的取放料,由于理盖工位、输盖工位、排盖工位是连续不断的工作,因此叠加过程中只需要重复步骤s4和s5即可完成瓶盖码盖装箱的过程。
48.以上所述仅为发明的较佳实施例而已,并不用以限制发明,凡在发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1