一种高速重载链板输送机的制作方法
1.本发明属于造纸输送包装装备技术领域,涉及一种高速重载链板输送机。
背景技术:
2.在造纸输送包装装备技术领域中,链板输送机用于造纸车间完成工段、成品纸卷仓库、中间纸卷仓库、纸品加工厂的输送包装系统中衔接各个工位,并作为主要输送设备被大量使用。链板输送机主要由头架部分、中间架部分、尾架部分和v形输送链等组成。目前国内外的链板输送机的机架大多采用型材、钢板折弯件和钢板的拼焊结构,其零部件的数量和种类繁多,下料及焊接加工工作量大,导致设备的制造成本过高,远不能满足市场对高性价比链板输送机的需求。
3.随着造纸行业的高速发展,造纸厂为了降低生产成本,提高工作效率,抢占市场份额,往往对纸制品的输送包装提出了更高的要求,比如被输送的纸卷越来越重,纸卷直径越来越大,输送速度越来越高等等。因此设计一种承载能力大、抗弯能力强、高性价比并且工艺简单、适合批量生产的输送设备是本领域亟待解决的问题。
技术实现要素:
4.本发明旨在提供一种结构简单、抗弯能力强、工艺简单、生产成本更低、更适合批量生产的高速重载链板输送机。
5.本发明的技术方案:一种高速重载链板输送机,包括头架部分、中间架部分、v形输送链、尾架部分和过渡装置。所述的头架部分包括头部机架、圆弧导轨块、头部上导轨、驱动部件、头部盖板和头部下圆弧导轨,圆弧导轨块安装在头部机架内侧左上部,其端部与头部上导轨贴合且其上表面与头部上导轨上表面平齐,驱动部件两端安装在头部机架中的轴承座孔内,头部盖板配置在头部机架左右两侧板的上表面,头部下圆弧导轨置于回链工作段并位于头部机架内侧的右下部;头部机架包括左头部侧板、右头部侧板、角钢、矩形钢管和轴承座板,角钢设置在左右两侧板的底部,矩形管布置在左右两侧板之间,轴承座板位于两侧板外侧面中间位置;左头部侧板、右头部侧板外形完全相同,下料时可由一块矩形钢板通过沿着一条特定的曲线裁切而成,两件合并后整体加工轴承座固定孔和圆弧导轨固定孔;圆弧导轨块工作段由两段特殊设计的偏心圆弧组成且上部圆弧的半径小于下部圆弧,圆弧导轨块单侧带有防止v形输送链跑偏的侧挡板;驱动部件包括带座轴承、隔套、链轮、主动轴和减速机并依次安装在主动轴上,链轮与输送链啮合的齿形部分处为便于啮合的渐开曲线;头部下圆弧导轨偏心安装且与驱动部件中的链轮齿顶圆的最小间距应方便v形输送链的安装,其数值比v形输送链中支承轮的外径大10~20mm。
6.所述的中间架部分包括折弯主框架、连接板、矩形管、上导轨和下导轨,其中折弯主框架为整体折弯结构,其端部均焊接连接板,矩形管沿着折弯主框架均匀排布,上导轨安装在折弯主框架内的矩形管上表面,下导轨放置在折弯主框架底部左右两侧。
所述的v形输送链包括支承轮,外链板,内链板,v形面板,套筒和销轴等组成,其中v形面板安装在外链板和内链板的顶部,内链板和外链板通过销轴、套筒等串接起来,支承轮安装在外链板外侧。
7.所述的尾架部分包括尾部机架、张紧装置、圆弧导轨块、尾部上导轨、尾部盖板和尾部下圆弧导轨,其中圆弧导轨块在尾部机架内侧右上部,其工作面与尾部上导轨相切,张紧装置两端分别安装在尾部机架外侧,尾部盖板配置在尾部机架左右两侧板的上表面,尾部下圆弧导轨置于回链工作段,位于尾部机架内侧的左下部;尾部机架包括左尾部侧板、右尾部侧板、角钢、矩形钢管、张紧滑座安装板,角钢设置在左尾部侧板、右尾部两侧板的底部,矩形管布置在左右两侧板之间,张紧滑座安装板位于两侧板外侧,尾部机架的上述所有构件通过焊接连接固定;左尾部侧板、右尾部侧板的外形与左头部侧板、右头部侧板完全相同。
8.所述的过渡装置包括安装底座、过纸板、心轴、滑动轴承和包胶辊筒;包胶辊筒包括双辊或单辊两种形式;包胶辊筒中间部分为v形,角度为170
°
~175
°
,且辊筒表面包耐磨软胶,辊筒两端装有自润滑的滑动轴承;包胶辊筒外侧还配置有特殊形状的过纸板。
9.所述的头部上导轨和尾部上导轨横截面形状完全相同,可通过整体冷拉成型,此外,头部上导轨和尾部上导轨与圆弧导轨块对接处附近设有避让槽。
10.所述的头部下圆弧导轨和尾部下圆弧导轨的横截面形状完全相同,两下圆弧导轨半径相同,且单侧都带有防止v形输送链跑偏的侧挡板。
11.本发明相对于现有技术,具有如下进步效果:设备的加工性能和使用性能都大幅提高,尤其是加工工艺更加简单,制造周期大大缩短,生产成本可节约20%左右,适合批量生产;其次,通过优化设备结构,尤其是核心零部件的创新设计,使设备运行过程更加平稳,输送能力大大提高,此外,由于新型过渡装置的使用,大大减少了输送过程中对纸卷造成的损纸,减少纸张的不必要浪费。
附图说明
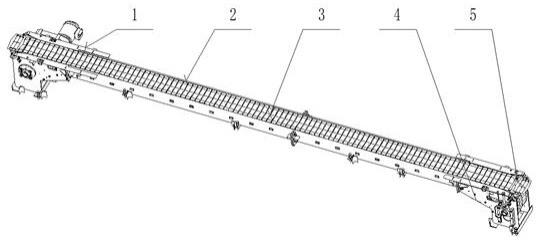
12.图1为本发明一种高速重载链板输送机结构示意图。
13.图中:1-头架部分,2-中间架部分,3-v型输送链,4-尾架部分,5-过渡装置。
14.图2为1-头架部分的结构示意图。
15.图中:201-头部机架,202-圆弧导轨块,203-头部上导轨,204-驱动部件,205-头部盖板,206-头部下圆弧导轨。
16.图3为201-头部机架示意图。
17.图中:301-左头部侧板,302-右头部侧板,303-角钢,304-矩形管,305-轴承座板。
18.图4为侧板裁切示意图。
19.图5为202-圆弧导轨块的结构示意图。
20.图6为204-驱动部件示意图。
21.图中:401-带座轴承,402-隔套,403-链轮,404-主动轴405-减速机。
22.图7为403-链轮和206-头部圆弧导轨的安装位置示意图。
23.图8为2-中间架部分的结构示意图。
24.图中:501-整体折弯主框架,502-连接板、503-矩形管,504-上导轨,505-下导轨。
25.图9为3-v形输送链结构示意图。
26.图中:601-支承轮,602-外链板,603-内链板,604-v形面板,605-套筒,606-销轴。
27.图10为4-尾架部分的结构示意图。
28.图中:701-尾部机架,702-张紧装置,202-圆弧导轨块,703-尾部上导轨,704-尾部盖板,705-尾部下圆弧导轨。
29.图11为701-尾部机架示意图。
30.图中:801-左尾部侧板,802-右尾部侧板,803-角钢,804-矩形钢管,805-张紧滑座安装板。
31.图12为5-过渡装置示意图。
32.图中:901-安装底座,902-过纸板,903-心轴,904-滑动轴承,905-辊筒。
33.图13为203-头部上导轨和504-尾部上导轨的截面示意图。
34.图14为206-头部下圆弧导轨和506-尾部下圆弧导轨的截面示意图。
具体实施方式
35.下面结合附图和实施例对发明作进一步说明。
36.如图1所示,一种高速重载链板输送机,由1-头架部分、2-中间架部分、3-v形输送链、4-尾架部分和5-过渡装置组成。
37.如图2所示,1-头架部分包括201-头部机架、202-圆弧导轨块、203-头部上导轨、204-驱动部件、205-头部盖板和206-头部下圆弧导轨等组成。其中202-圆弧导轨块安装在201-头部机架内侧左上部,其端部与203-头部上导轨贴合,且其上表面与203-头部上导轨上表面平齐,204-驱动部件两端安装在201-头部机架中的轴承座孔内,205-头部盖板配置在201-头部机架左右两侧板的上表面,206-头部下圆弧导轨置于回链工作段,位于201-头部机架内侧的右下部。
38.如图3所示,201-头部机架包括301-左头部侧板、302-右头部侧板、303-角钢、304-矩形管和305-轴承座板等,303-角钢设置在301-左头部侧板和302-右头部侧板的底部,304-矩形管布置在301-左头部侧板和302-右头部侧板的之间,305-轴承座板位于301-左头部侧板和302-右头部侧板的外侧面中间位置,所有构件通过焊接连接。
39.如图4所示,301-左头部侧板和302-右头部侧板外形完全相同,下料时可由一块矩形钢板通过沿着一条特定的曲线裁切而成,两件合并后整体加工305-轴承座板固定孔及206-头部圆弧导轨固定孔。
40.如图5所示,202-圆弧导轨块主要工作段由两段特殊设计的偏心圆弧组成,且上部圆弧的半径小于下部圆弧,此结构能够避免由于链条多边形效应引起的纸卷端面损纸现象;其次,该导轨块单侧带有防止v形输送链板跑偏的侧挡板,此挡板能有效防止3-v形输送链在运行过程中的跑偏;此外,该导轨块工作面硬度达45hrc~50hrc,此硬度要求能够有效降低该导轨块的磨损。
41.如图6所示,所述的204-驱动部件包括401-带座轴承、402-隔套、403-链轮、404-主动轴和405-减速机等,所有零件依次安装在404-主动轴上,所述的403-链轮与3-v形输送链啮合的齿形部分处为便于啮合的渐开曲线,此设计可既保证啮合过程的平稳性又满足链轮加工的经济性。
42.如图7所示,206-头部下圆弧导轨偏心安装,204-驱动部件安装完成后,204-驱动部件上的403-链轮齿顶圆与206-头部下圆弧导轨最小间距比3-v形输送链板中601-支承轮的外径大15mm左右,此设置在不用拆减速机的基础上可方便3-v形输送链板的安装,极大的缩短了项目现场的施工周期。
43.如图8所示,2-中间架部分包括501-整体折弯主框架、502-连接板、503-矩形管、504-上导轨和505-下导轨等焊接组成,其中501-整体折弯主框架为整体折弯结构,其端部均焊接502-连接板,503-矩形管沿着501-整体折弯主框架均匀排布,504-上导轨安装在501-整体折弯主框架内的503-矩形管上表面,505-下导轨放置在501-整体折弯主框架底部左右两侧。
44.如图9所示,3-v型输送链包括601-支承轮,602-外链板,603-内链板,604-v形面板,605-套筒和606-销轴等组成,其中604-v形面板安装在602-外链板和603-内链板的顶部,603-内链板和602-外链板通过606-销轴、605-套筒等串接起来,601-支承轮安装在602-外链板外侧。
45.如图10所示,4-尾架部分包括701-尾部机架、702-张紧装置、202-圆弧导轨块、703-尾部上导轨、704-尾部盖板和705-尾部下圆弧导轨等组成,其中202-圆弧导轨块在701-尾部机架内侧右上部,其工作面与703-尾部上导轨相切,702-张紧装置两端分别安装在701-尾部机架外侧,704-尾部盖板配置在701-尾部机架左右两侧板的上表面,705-尾部下圆弧导轨置于回链工作段,位于701-尾部机架内侧的左下部。
46.如图11所示,701-尾部机架包括801-左尾部侧板、802-右尾部侧板、803-角钢、804-矩形管、805-张紧滑座安装板等,其中803-角钢设置在801-左尾部侧板和802-右尾部侧板的底部,804-矩形管布置在801-左尾部侧板和802-右尾部侧板之间,805-张紧滑座安装板位于801-左尾部侧板和802-右尾部侧板的外侧,所有构件通过焊接连接。801-左尾部侧板、802-右尾部侧板的外形与301-左头部侧板、302-右头部侧板完全相同。此结构设计不但从源头上避免了大量的焊接工作量,大大降低了需要折弯和切割的零部件的种类和数量,而且整个机架的力学性能都得到了较大幅度的提升。
47.如图12所示,5-过渡装置包括901-安装底座、902-过纸板、903-心轴、904-滑动轴承和905-包胶辊筒;905-包胶辊筒包括双辊或单辊两种型式,以满足不同场景下的使用工况,且装置内的905-辊筒中间部分为v形,角度为170
°
~175
°
,且辊筒表面包耐磨软胶,以保证纸卷在输送机上能平稳运输,并最大程度地减少纸卷因过渡装置造成的圆周上鱼鳞状的纸卷损伤。其次辊筒两端配有自润滑的904-滑动轴承,一方面能够增加905-辊筒的转动灵活性,另一方面较大幅度的提升了5-过渡装置的承载力,此外,905-辊筒外侧还配置有特殊形状的902-过纸板,以补偿5-v形输送链因多边效应产生的“张口”现象,减少纸卷在输送过程中,其端面多达数十层的的搓伤,大大提高输送的质量。
48.如图13所示,203-头部上导轨和703-尾部上导轨,在与输送方向垂直的剖切面,其形状完全相同,可整体冷拉成型,且工作面硬度hb180~250,这种结构设计,使导轨的一致性良好,可有效避免因导轨的外形尺寸和加工精度的差异造成的3-v形输送链的跑偏,其次,头部上导轨和尾部上导轨与圆弧导轨块对接处附近设有避让槽,该避让槽能够避免3-v形输送链在输送机头尾部转弯时因多边形效应而造成的干涉。
49.如图14所示,206-头部下圆弧导轨和705-尾部下圆弧导轨在与输送方向垂直的剖
切面完全相同,且两圆弧导轨等径,其次,206-头部圆弧导轨和705-尾部下圆弧导轨单侧都带有防止3-v形输送链跑偏的侧挡板;此外,其工作面硬度达hb180~220。这种设计能有效降低因导轨偏差而引起的3-v形输送链的跑偏,延缓导轨的磨损。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1