一种上料系统的制作方法
1.本发明涉及上料技术领域,特别地涉及一种上料系统。
背景技术:
2.目前,传统的面盖上料方式为采用托盘上料,即通过人工将面盖放入托盘,一个托盘放4个面盖,然后堆叠到面盖上料工位,再经线性模组送入旋转料仓备用,面盖来料后需人工从物料箱里拿出来进行摆盘,生产效率低;不仅需要较大的旋转料仓,且存放的面盖数量相对较少,从而导致需要频繁上料,费时费力;需要的托盘数量较多,成本高且占用作业空间。
技术实现要素:
3.针对上述现有技术中的问题,本技术提出了一种上料系统,可将物料箱中的面盖直接进行上料,无需多个托盘,不仅提高生产效率,同时还能降低设备成本。
4.本发明的一种上料系统,包括:
5.上料组件,用于进行面盖的上料;
6.第一取料组件,用于抓取所述上料组件中的处于竖直状态的所述面盖并将其姿态调整为水平状态;
7.第二取料组件,用于抓取处于水平状态的所述面盖并转移至定位组件中;
8.其中,所述面盖在所述定位组件中定位至预定位置。
9.在一个实施方式中,所述第一取料组件包括:
10.第一取料主体;
11.第一抓取组件,设置所述第一取料主体上,其包括依次连接的固定部、旋转部以及第一抓取部,所述固定部固定连接在所述第一取料主体上,所述旋转部能够带动所述第一抓取部在竖直平面内翻转,通过本实施方式,第一抓取部抓取所述面盖,并利用旋转部将处于竖直状态的所述面盖姿态调整为水平状态,便于对所述面盖进行定位。
12.在一个实施方式中,所述第二取料组件包括:
13.第二取料主体;
14.第二抓取组件,设置所述第二取料主体上,其包括具有吸盘或夹具结构的第二抓取部,所述第二抓取部能够抓取处于水平状态的所述面盖,通过本实施方式,利用具有吸盘或夹具结构的第二抓取部抓取处于水平状态的所述面盖,以便于将所述面盖转移至定位组件中。
15.在一个实施方式中,所述定位组件包括定位槽,所述定位槽的尺寸由其槽口向槽底的方向均匀减小,所述定位槽靠近其槽底的部分的大小与所述面盖的大小相匹配,通过本实施方式,使得所述面盖能够沿所述定位槽的槽口向所述槽底方向移动,直到所述面盖到达与所述面盖的大小相匹配的所述槽底的部分,以对所述面盖完成定位。
16.在一个实施方式中,还包括放置组件,所述放置组件用于放置姿态由竖直状态调
整为水平状态的所述面盖,其包括放置槽,所述放置槽的一端为敞口结构,所述敞口结构对应所述第一取料组件抓取所述面盖时的抓取结构部分,通过本实施方式,设置的敞口结构便于接收由所述第一取料组件将竖直状态调整为水平状态的所述面盖,完成对所述面盖的初始定位,提高对所述面盖的定位效率。
17.在一个实施方式中,所述上料组件包括移送组件以及并列设置的第一输送线以及第二输送线;
18.所述第一输送线上具有至少一个物料箱,所述物料箱内具有多个处于竖直状态的所述面盖,所述移送组件分别设置在所述第一输送线以及所述第二输送线上,所述移送组件将所述第一输送线上的所述物料箱移送至所述第二输送线上,以移除所述物料箱,通过本实施方式,所述第一输送线具有至少一个物料箱,便于所述上料系统连续化生产,将移送组件布置于所述第一输送线以及所述第二输送线内,所述移送组件将卸料后的所述物料箱由第一输送线上移送至所述第二输送线上,设置的所述第一输送线以及所述第二输送线构成构成循环输送网,形成高度自动化生产线。
19.在一个实施方式中,所述移送组件包括升降台以及设置在所述升降台上的输送装置,所述输送装置的运输方向垂直于所述第一输送线以及所述第二输送线的运输方向,通过本实施方式,设置的升降台能够将输送装置进行顶升,进而将所述物料箱抬高,运输方向垂直于所述第一输送线以及所述第二输送线的输送装置将卸料后的所述物料箱由所述第一输送线上平移至所述第二输送线上。
20.在一个实施方式中,所述运输装置包括联轴器以及两个输送皮带,两个所述输送皮带的一端分别安装在所述联轴器的两端上,另一端安装在固定轴上,所述联轴器上还连接有驱动所述联轴器转动的驱动链条,通过本实施方式,利用驱动链条带动所述联轴器转动,进而带动所述联轴器上的输送皮带转动,以运输所述物料箱。
21.在一个实施方式中,还包括:预装配组件,包括装配槽,所述装配槽的大小与所述面盖的大小相匹配,所述装配槽承载由所述第二取料组件所抓取的位于水平状态的所述面盖,以完成装配作业,通过本实施方式,依次将多个所述面盖转移至预装配组件中,形成流水线,以快速完成装配作业。
22.在一个实施方式中,所述旋转部还包括:
23.连接件,所述连接件呈l型结构,所述连接件一端与所述固定部可旋转连接,所述连接件的另一端与所述第一抓取部固定连接,通过本实施方式,所设置的连接件带动所述第一抓取部在竖直平面内翻转,以将竖直状态的所述面盖翻转至水平状态。
24.上述技术特征可以各种适合的方式组合或由等效的技术特征来替代,只要能够达到本发明的目的。
25.本发明提供的一种上料装置,与现有技术相比,至少具备有以下有益效果:
26.(1)通过抓取组件直接将物料箱内的面盖由竖直状态翻转至水平状态,直接进行上料,提高生产效率,并降低设备成本,减少托盘存放及周转空间。
27.(2)设置上料组件自动化运输装满面盖的物料箱以及卸料后的物料箱,自动完成物料箱的转运作业,使得生产线高度自动化。
附图说明
28.在下文中将基于实施例并参考附图来对本发明进行更详细的描述。其中:
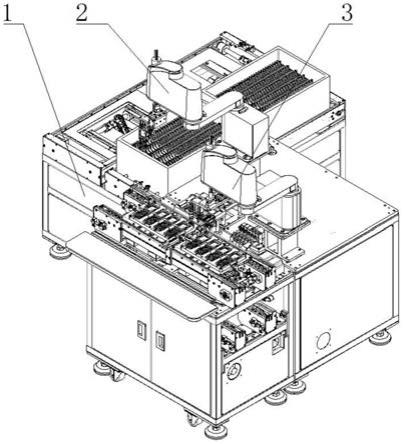
29.图1显示了本发明的一个方向上的结构示意图;
30.图2显示了本发明的另一个方向上的结构示意图;
31.图3显示了本发明的一个实施例的上料组件的结构示意图;
32.图4显示了本发明的一个实施例的第一取料组件的结构示意图;
33.图5显示了本发明的一个实施例的第二取料组件的结构示意图;
34.图6显示了本发明的一个实施例的放置组件的结构示意图;
35.图7显示了本发明的一个实施例的定位组件的结构示意图;
36.图8显示了本发明的一个实施例的第二输送线的结构示意图;
37.图9显示了本发明的一个实施例的移送组件的结构示意图;
38.在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例。
39.附图标记:
40.1-上料组件,2-第一取料组件,3-第二取料组件,4-放置组件,5-定位组件,6-预装配组件,7-第二输送线,8-移送组件,9-物料箱,201-第一取料主体,202-翻转部,203-连接件,204-第一抓取部,301-第二取料主体,302-第二抓取部,401-放置槽,402-敞口结构,501-定位槽,701-位置检测装置,801-输送皮带,802-联轴器,803-升降台,804-链条。
具体实施方式
41.下面将结合附图对本发明作进一步说明。
42.由于在遥控器的生产线中,面盖在生产完毕后将进入装配车间,常用物料箱将面盖挨个竖直卡在物料箱的卡槽内,以对面盖进行固定,常规的面盖上料方式为利用人工将面盖挨个取出并放置于预装配组件中,即需要大量的预装配组件以及较大的旋转料仓,且在装配过程中,需要频繁装上新的预装配组件来更换装配完的预装配组件,不仅成本高且占用作业空间,装配效率较低。
43.本发明提供了一种上料系统,包括:
44.上料组件1,用于进行面盖的上料;
45.第一取料组件2,用于抓取上料组件中的处于竖直状态的面盖并将其姿态调整为水平状态;
46.第二取料组件3,用于抓取处于水平状态的面盖并转移至定位组件5中;
47.其中,面盖在定位组件5中定位至预定位置。
48.在一个实施例中,如图4所示,第一取料组件包括:
49.第一取料主体201;
50.第一抓取组件,设置第一取料主体201上,其包括依次连接的固定部、旋转部202以及第一抓取部204,固定部固定连接在第一取料主体201上,旋转部202能够带动第一抓取部204在竖直平面内翻转;第一抓取部204抓取面盖,并利用旋转部将处于竖直状态的面盖姿态调整为水平状态,便于对面盖进行定位。
51.在一个实施例中,如图4所示,旋转部202上设置有两个并排设置的第一抓取部204,以便同时抓取多个面盖,提高工作效率。
52.在一个实施例中,如图5所示,第二取料组件包括:
53.第二取料主体301;
54.第二抓取组件,设置第二取料主体301上,其包括具有吸盘或夹具结构的第二抓取部302,第二抓取部302能够抓取处于水平状态的面盖;利用具有吸盘或夹具结构的第二抓取部302抓取处于水平状态的面盖,以便于将面盖转移至定位组件中。
55.在一个实施例中,如图5所示,第二取料主体301上设置有两个并排设置的第二抓取部302,以便同时抓取多个面盖,提高工作效率。
56.在一个实施例中,如图5所示,多个第二抓取部302安装在滑轨上,以便调节第二抓取部之间的距离,以便在抓取不同大小的面盖时进行调节。
57.在一个实施例中,如图7所示,定位组件5包括定位槽501,定位槽501的尺寸由其槽口向槽底的方向均匀减小,定位槽501靠近其槽底的部分的大小与面盖的大小相匹配;使得面盖能够沿定位槽501的槽口向槽底方向移动,直到面盖到达与面盖的大小相匹配的槽底的部分,以对面盖完成定位。
58.在一个实施例中,如图6所示,本上料系统还包括放置组件4,放置组件用于放置姿态由竖直状态调整为水平状态的面盖,其包括放置槽401,放置槽401的一端为敞口结构402,敞口结构402对应第一取料组件2抓取面盖时的抓取结构部分;设置的敞口结构402便于接收由第一取料组件将竖直状态调整为水平状态的面盖,完成对面盖的初始定位,提高对面盖的定位效率。
59.在一个实施例中,如图6所示,放置组件4上具有多个并排设置的放置槽401,以便同时对多个面盖进行初定位,提高工作效率。
60.在一个实施例中,如图3所示,上料组件1包括移送组件8以及并列设置的第一输送线7以及第二输送线;
61.第一输送线上具有至少一个物料箱9,物料箱9内具有多个处于竖直状态的面盖,移送组件8分别设置在第一输送线以及第二输送线上,移送组件8将第一输送线上的物料箱移送至第二输送线7上,以移除物料箱9;第一输送线具有至少一个物料箱,便于上料系统连续化生产,将移送组件8布置于第一输送线以及第二输送线7内,移送组件8将卸料后的物料箱9由第一输送线上移送至第二输送线7上,设置的第一输送线以及第二输送线构成构成循环输送网,形成高度自动化生产线。
62.需要说明的是,第一输送线与第二输送线7的结构相同。
63.在一个实施例中,如图9所示,移送组件8包括升降台803以及设置在升降台803上的输送装置,输送装置的运输方向垂直于第一输送线以及第二输送线的运输方向;设置的升降台803能够将输送装置进行顶升,进而将物料箱抬高,运输方向垂直于第一输送线以及第二输送线的输送装置将卸料后的物料箱由第一输送线上平移至第二输送线上。
64.具体地,运输装置包括联轴器802以及两个输送皮带801,两个输送皮带801的一端分别安装在联轴器802的两端上,另一端安装在固定轴上,联轴器802上还连接有驱动联轴器转动的驱动链条804;利用驱动链条804带动联轴器802转动,进而带动联轴器802上的输送皮带801转动,以运输物料箱9。
65.在一个实施例中,本上料系统还包括预装配组件6,包括装配槽,装配槽的大小与面盖的大小相匹配,装配槽承载由第二取料组件3所抓取的位于水平状态的面盖,以完成装
配作业;依次将多个面盖转移至预装配组件中,形成流水线,以快速完成装配作业。
66.在一个实施例中,如图4所示,旋转部202还包括:
67.连接件203,连接件呈l型结构,连接件203一端与固定部可旋转连接,连接件203的另一端与第一抓取部204固定连接;所设置的连接件带动第一抓取部204在竖直平面内翻转,以将竖直状态的面盖翻转至水平状态。
68.在一个实施例中,如图1和图2所示,上料组件1、第一取料组件2以及第二取料组件3紧密排布为矩形结构,减小本上料系统的占地面积。
69.具体地,第一取料主体201具有能够带动第一取料主体201转动的旋转机构,以将翻转为水平状态的面盖按照放置组件4的放置方向放置。
70.在一个实施例中,如图5所示,第二取料主体301上具有带动第二抓取部302平移的平移组件,方便将面盖由放置组件4中移至定位组件5中。
71.在本发明的描述中,需要理解的是,术语“上”、“下”、“底”、“顶”、“前”、“后”、“内”、“外”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
72.虽然在本文中参照了特定的实施方式来描述本发明,但是应该理解的是,这些实施例仅仅是本发明的原理和应用的示例。因此应该理解的是,可以对示例性的实施例进行许多修改,并且可以设计出其他的布置,只要不偏离所附权利要求所限定的本发明的精神和范围。应该理解的是,可以通过不同于原始权利要求所描述的方式来结合不同的从属权利要求和本文中的特征。还可以理解的是,结合单独实施例所描述的特征可以使用在其他实施例中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1