一种斗式提升机回料率检测方法与流程
1.本发明涉及物料垂直提升技术领域,更具体地说是一种斗式提升机回料率检测方法。
背景技术:
2.垂直斗式提升机是用来垂直提升物料的设备,如图2所示,物料在提升机下部流入式进料,并源源不断地被送到提升机顶部,随后利用粉料的自重和离心力卸到提升机顶部出料口,并进一步卸料到指定位置,垂直斗式提升机广泛用于水泥、化工、化肥和粮食等行业,用于各种粉料垂直输送。
3.目前业界的提升机设备厂家在提升机的设计或选型时,是根据经验值或者通过放大提升机设计产量以满足现场的生产需求,存在设备装机功率较实际需求偏大、资源浪费的问题。
4.斗式提升机因其特定的结构形式,运行中存在回料,并在底部形成回料区域,提升机的回料率与运转速度直接关联,同时,回料率是提升机性能的体现。但是,现有技术中针对斗式提升机的回料率的检测方法未有相关报道。
技术实现要素:
5.本发明是为避免上述现有技术所存在的不足,提供一种斗式提升机回料率检测方法,通过对提升机回料率的检测优化斗式提升机设计,降低提升机回料率。
6.本发明为解决技术问题采用如下技术方案:
7.本发明斗式提升机回料率检测方法的特点是:
8.通过检测分别获得提升机进料口物料流量和提升机出料口物料流量,由式(1)计算获得提升机回料率r:
9.r=(q
1-q2)/q1ꢀꢀꢀ
(1)
10.式(1)中:
11.q1为提升机进料口物料流量,q2为提升机出料口物料流量。
12.本发明斗式提升机回料率检测方法的特点也在于:
13.设置斗式提升机回料率检测系统,包括:分别设置呈立式的放料仓和收料仓,放料仓底部放料口通过放料管与提升机进料口相通,提升机出料口通过收料管与收料仓顶部收料口相通;针对所述放料仓和收料仓分别设置用于检测放料仓和收料仓的重量的称重传感器;
14.设置所述检测系统的物料流向为:储备在放料仓中的粉料经放料管流向提升机进料口,再经提升机提升后通过收料管导入收料仓,形成由放料仓经提升机输送到收料仓的物料流向;
15.利用所述放料称重传感器和收料称重传感器的检测信号计算获得提升机进料口物料流量q1和提升机出料口物料流q2。
16.本发明斗式提升机回料率检测方法的特点也在于:
17.利用称重传感器进行检测,包括:
18.在t1时刻分别检测获得放料仓重量w
11
和收料仓重量w
21
;
19.在t2时刻分别检测获得放料仓重量w
12
和收料仓重量w
22
;
20.则有:
21.提升机进料口物料流量q1为:q1=(w
11-w
12
)/t;
22.提升机出料口物料流量q2为:q2=(w
22-w
21
)/t;
23.其中,t=(t
1-t2),即t为t1时刻到t2时刻的时长。
24.本发明斗式提升机回料率检测方法的特点也在于:
25.分别设置第一料仓和第二料仓;且:
26.第一料仓的顶部收料口通过第一收料管能够与提升机出料口相通,第一料仓的底部放料口通过第一放料管能够与提升机进料口相通;
27.第二料仓的顶部收料口通过第二收料管能够与提升机出料口相通,第二料仓的底部放料口通过第二放料管能够与提升机进料口相通;
28.当以第一料仓为放料仓,第二料仓即为收料仓;
29.当以第一料仓为收料仓,第二料仓即为放料仓。
30.本发明斗式提升机回料率检测方法的特点也在于:
31.在所述第一收料管和第二收料管中分别设置有截止阀,在所述第一放料管和第二放料管中分别设置有调节阀;将所述调节阀分别调节在25%、65%和100%的开度上,用于相应调节提升机进料口物料流量,检测获得对应于不同提升机进料口物料流量的提升机回料率。
32.与已有技术相比,本发明有益效果体现在:
33.本发明方法可靠、系统设置结构简单,实现了提升机回料率的准确检测,进而能够实现根据提升机回料率优化斗式提升机设计、提高设备性能、减少资源浪费。
附图说明
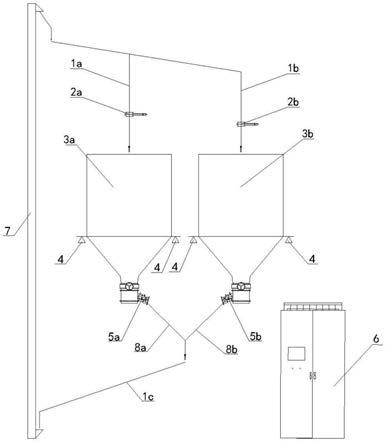
34.图1为本发明中检测系统示意图;
35.图2为现有技术中斗式提升机结构示意图;
36.图中标号:1a第一收料管,1b第二收料管,1c进料管,2a第一截止阀,2b第二截止阀,3a第一料仓,3b第二料仓,4称重传感器,5a第一调节阀,5b第二调节阀,6控制装置,7斗式提升机,7a提升机进料口,7b提升机提升物料,7c提升机料斗,7d提升机出料口,7e提升机出料,7f提升机内回料,7g提升机回料区域,8a第一放料管,8b第二放料管。
具体实施方式
37.本实施例中斗式提升机包括但不限于钢丝胶带提升机和板链提升机。
38.图2所示现有技术中斗式提升机7包括:提升机进料口7a、提升机提升物料7b、提升机料斗7c、提升机出料口7d、提升机出料7e、提升机内回料7f,提升机回料区域7g;物料在提升机进料器7a流入式进料,由提升机料斗7c提升到顶部,随后在自重和离心力的作用下顶部的提升机出料口7d,提升机内回料7f落料在底部形成提升机回料区域7g。
39.本实施例中斗式提升机回料率检测方法是:
40.通过检测分别获得提升机进料口物料流量和提升机出料口物料流量,由式(1)计算获得提升机回料率r:
41.r=(q
1-q2)/q1ꢀꢀꢀ
(1)
42.式(1)中:
43.q1为提升机进料口物料流量,q2为提升机出料口物料流量。
44.具体实施中,设置斗式提升机回料率检测系统,包括:分别设置呈立式的放料仓和收料仓,放料仓底部放料口通过放料管与提升机进料口相通,提升机出料口通过收料管与收料仓顶部收料口相通;针对放料仓和收料仓分别设置用于检测放料仓和收料仓的重量的称重传感器;设置检测系统的物料流向为:储备在放料仓中的粉料经放料管流向提升机进料口,再经提升机提升后通过收料管导入收料仓,形成由放料仓经提升机输送到收料仓的物料流向;利用放料称重传感器和收料称重传感器的检测信号计算获得提升机进料口物料流量q1和提升机出料口物料流q2。
45.具体实施中,利用称重传感器4进行检测,包括:
46.在t1时刻分别检测获得放料仓重量w
11
和收料仓重量w
21
;
47.在t2时刻分别检测获得放料仓重量w
12
和收料仓重量w
22
;
48.则有:
49.提升机进料口物料流量q1为:q1=(w
11-w
12
)/t;
50.提升机出料口物料流量q2为:q2=(w
22-w
21
)/t;
51.其中,t=(t
1-t2),即t为t1时刻到t2时刻的时长。
52.本实施例中,如图1所示,分别设置第一料仓3a和第二料仓3b;并且:第一料仓3a的顶部收料口通过第一收料管1a能够与提升机出料口相通,第一料仓3a的底部放料口通过第一放料管8a能够与提升机进料口相通;第二料仓3b的顶部收料口通过第二收料管1b能够与提升机出料口相通,第二料仓3b的底部放料口通过第二放料管8b能够与提升机进料口相通;当以第一料仓3a为放料仓,第二料仓3b即为收料仓;当以第一料仓3a为收料仓,第二料仓3b即为放料仓。
53.图1示出,为了实现第一料仓3a和第二料仓3b分别作为放料仓和收料仓的功能互换,在第一收料管1a中设置第一截止阀2a,在第二收料管1b中设置第二截止阀2b,在第一放料管8a中设置第一调节阀5a,在第二放料管8b中设置第二调节阀5b,第一放料管8a和第二放料管8b分别经调节阀与进料管1c相连,利用进料管1c将放料仓中的物料导入提升机进口7a;将调节阀分别调节在25%、65%和100%的开度上,用于相应调节提升机进料口物料流量,检测获得对应于不同提升机进料口物料流量的提升机回料率,根据提升机回料率优化斗式提升机设计、提高设备性能、减少资源浪费。
54.当以第一料仓3a为放料仓,以第二料仓3b为收料仓,则需:关闭第一收料管1a中的截止阀,开启第一放料管8a中的调节阀,并且:开启第二收料管1b中的截止阀,关闭第二放料管8b中的调节阀。
55.当以第一料仓3a为收料仓,以第二料仓3b为放料仓,则需:开启第一收料管1a中的截止阀,关闭第一放料管8a中的调节阀,并且:关闭第二收料管1b中的截止阀,开启第二放料管8b中的调节阀。
56.放料仓和收料仓具有相同形式的壳体,壳体的上半部为圆筒体或为方筒体,下半部为倒锥体,设置2-4只称重传感器均匀分布在壳体的外围;设置控制装置6用于实现系统自动控制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1