一种双四工位交错式收卷机的制作方法
1.本发明属于薄膜生产设备领域,具体是一种双四工位交错式收卷机。
背景技术:
2.目前的双四工位收卷机以2米机型为例,是2个1米的四工位收卷机上下布置,每个收卷机的收卷宽度为1米,在生产薄膜时,分切后的规格可搭配500mm
×
2、250mm
×
4的规格,但对于300mm宽、400mm宽的规格产品生产时,目前的双四工位收卷机无法实现生产。
技术实现要素:
3.本发明所要解决的技术问题是提供一种可生产多种宽度规格的双四工位交错式收卷机。
4.本发明所采用的技术方案是:一种双四工位交错式收卷机,其包括墙板、设置在两个墙板之间的两个四工位收卷装置,所述四工位收卷装置包括定位管、设置在定位管上的转盘以及均匀设置在转盘上的气涨轴;两个四工位收卷装置呈上下结构设置,位于上方的四工位收卷装置靠近一侧墙板,位于下方的四工位收卷装置靠近另一侧墙板,上下两个四工位收卷装置的收卷位置交错设置。
5.进一步的,在两个墙板之间还设有切断轴,在切断轴的一侧设有吸边装置,所述吸边装置包括安装在两个墙板之间的支撑杠、设置在支撑杠上的支撑杆、尾部与支撑杆固定连接的风嘴以及与若干个风嘴连通的风管,所述风管与风机和破碎机连通。
6.进一步的,所述风管有两个,分别与一半数量的风嘴连通,风机和破碎机也为两个,对应与两个风管连通。
7.进一步的,所述风嘴包括位于两端的边部风嘴以及设置在两个边部风嘴之间的中部风嘴,边部风嘴的口径大于中部风嘴。
8.进一步的,在墙板的左右两侧分别设有与两个四工位收卷装置的气涨轴抬起穿纸管位置相对应的纸管输送带,在纸管输送带的一侧设有上纸管装置。
9.进一步的,所述上纸管装置包括机架、设置在机架上的纸篓以及设置在纸篓一侧的提升装置,所述纸篓有两个,分别用于放置两种不同规格的纸管,所述提升装置的顶部下料位置与纸管输送带位置相对应。
10.进一步的,所述提升装置包括提升链条以及均匀设置在提升链条上提升挡块,所述提升链条倾斜设置,纸管进入到提升挡块上后,随提升链条上升。
11.进一步的,所述纸篓的底板倾斜设置。
12.进一步的,在提升装置的顶部与纸管输送带上方设有护罩。
13.本发明的积极效果为:本发明在配备了较长的收卷轴的前提下,比如成品2米,单收卷轴长度为1200mm,
使两个四工位收卷装置上的收卷位置有400mm交错,即使同时对单数个纸管进行卷膜工作的时候,也可以将其中一个纸管防止在交错位置的某一个气涨轴上,在收卷的时候仍可保证模头中心和收卷中心位于同一条中心线上,从而实现更多宽度规格成品的生产。
附图说明
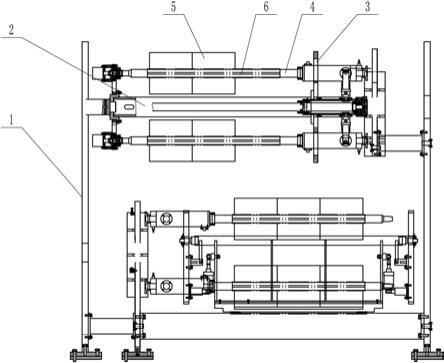
14.图1为本发明结构示意图;图2为本发明吸边装置结构示意图;图3为本发明纸管输送带示意图;图4为本发明上纸管装置结构示意图;图5为本发明纸篓示意图;图6为本发明可生产的规格组合示例。
具体实施方式
15.实施例1如附图1-5所示,本发明包括墙板1、设置在两个墙板1之间的两个四工位收卷装置,四工位收卷装置为两个,呈上下结构进行安装,位于上方的四工位收卷装置靠近一侧的墙板,位于下方的四工位收卷装置靠近另外一侧的墙板。
16.具体来说,四工位收卷装置包括设置在墙板1上的定位管2、规定在定位管2上的转盘3以及均匀设置在转盘3上的4个气涨轴4,在气涨轴4上设有凸键6用于顶紧纸管将其固定。上下两个四工位收卷装置的气涨轴4上的收卷位置交错设置,同时,气涨轴4也有一定的位置交错。具体来说,每个四工位收卷装置内的气涨轴4上的收卷位置相同,只是两个四工位收卷装置之间的收卷位置相对来说有一定的交错重叠。
17.若没有交错重叠的话,每一个四工位收卷装置的收卷轴长度为1000mm,薄膜宽幅只能平分卷取在2个收卷装置上,但是如果总宽幅分切成奇数个规格时,比如2000mm总宽幅分切成5个400mm宽时,就实现不了在两个1000mm的收卷轴上平分,也就不能生产此规格产品,此时,收卷机生产规格比较单一。
18.举例来说,如附图6所示,本实施例的结构可以实现多种不同规则组合的生产。可以在两个四工位收卷装置上同时在5个纸管上卷膜,也可以同时在6个纸管上卷膜,并且纸管的宽度也可以实现多种规格的组合。
19.本实施例中气涨轴4的长度为1200mm,交错的长度为400mm。在生产400mm
×
5规格的膜卷时,可以在两个四工位收卷装置的气涨轴上分别放置两个400mm宽度膜卷对应的纸管,另外一个即可以安装在位于上方的四工位收卷装置上也可以安装在下方的四工位收卷装置上,只要保证5个纸管的收卷中心与模头的中心对齐即可。
20.再举例,生产500mm
×
2,300mm
×
2,400mm
×
1的膜卷时,两个500mm宽度膜卷对应的纸管安装在一个四工位收卷装置的气涨轴上,另外3个纸管安装在另外一个四工位收卷装置的气涨轴上,即使两个工位内气涨轴上安装的纸管数量不一致,但是由于收卷位置有交错的原因,仍然可以通过调整纸管在气涨轴上的位置,保证收卷中心与模头的中心对齐。
21.图6中的其他规则组合仍可按照上述的原理进行生产。
22.考虑到受力影响的问题,在分切成奇数个膜卷时,优选在上面的四工位卷取装置
上放置两个纸管进行生产,在下面的四工位卷取装置上放置三个纸管进行生产,这样会使整机比较稳定。
23.本实施例均是以2000mm成品进行举例,实际也可以生产4500mm成品,此时收卷轴长2500mm,收卷位置交错500mm即可,其原理与本实施例的原理相同,以此类推,还可以生产其他规格的成品。
24.实施例2实际使用过程中,在两个墙板1之间还设有切断轴,在切断轴的一侧设有吸边装置,如附图2所示,所述吸边装置包括安装在两个墙板1之间的支撑杠、设置在支撑杠1上的支撑杆11、尾部与支撑杆11固定连接的风嘴以及与若干个风嘴连通的风管7。风嘴有若干个,包括位于两端的边部风嘴8以及设置在两个边部风嘴8之间的中部风嘴9。
25.风管7有两个,分别与一半数量的风嘴连通,每个风管7对应连接有风机和破碎机。在大宽幅成品的生产过程中,可以实现更高的回收及破碎效率。
26.支撑杆11通过可调紧定位手柄安装在支撑杠上,可以调节其在支撑杠上的左右位置,可以根据实际的膜卷宽度调整风嘴的位置,实现精准吸边。
27.实施例3本发明在两个墙板1的外侧,与两个四工位收卷装置的气涨轴对应位置设有纸管输送带12,在纸管输送带12的一侧设有上纸管装置。
28.如附图4、5所示,上纸管装置包括机架13、设置在机架13上的纸篓18以及设置在纸篓18一侧的提升装置,纸篓18有两个,用于放置不同规格的纸管,且两个纸篓18分别对应一个提升装置,提升装置的顶部下料位置与纸管输送带12位置相对应,可以将纸管从纸篓18提升至纸管输送带12上。
29.提升装置包括提升链条15以及均匀设置在提升链条15上的提升挡块16,提升链条15倾斜设置,也带着提升挡块16倾斜,纸篓18的底板14也呈倾斜设置,纸管在自重的作用下可以滚入到提升挡块16上,使其可以随提升挡块16一同向上运动。
30.优选的,在提升装置的顶部与纸管输送带12的上方设有护罩17。
31.采用不同的上纸管装置分别对两个四工位收卷装置进行上纸管的工作,且每个上纸管装置可放置两种不同规格的纸管,可实现多种宽幅规格薄膜的生产。
32.目前,本发明的技术方案已经进行了中试,即产品在大规模量产前的较小规模试验;中试完成后,在小范围内开展了用户使用调研,调研结果表明用户满意度较高;现在已开始着手准备产品正式投产进行产业化(包括知识产权风险预警调研)。
33.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1