一种超大型橇装的倾斜自纠正精密吊装工具及吊装方法与流程
1.本发明涉及吊装工艺装备技术领域,具体涉及一种超大型橇装的倾斜自纠正精密吊装工具及吊装方法。
背景技术:
2.橇装设备在能源供给领域应用较为广泛。根据能源供给类型的不同,橇装设备可分为橇装加油和储存设备、橇装液化气体加注和储存设备、橇装高压气体储存设备。
3.橇装设备通常是由移动式的框架底座、设置在所述框架底座上的能源储罐和能源加注机、设置在所述能源储罐和能源加注机上方且与所述框架底座相连接的机架平台等零部件所组成,是一种一体式的地面可移动能源加注站,适用于公交站点、港口、码头、机场、大型施工场地、工厂内部以及临时作业场地等场所的能源使用需要。
4.由于橇装设备所使用的能源大多具有较大的危险性,因此保证橇装设备的安全性尤为重要。特别是对于超大型橇装来说,由于其外形尺寸大、重量重,且橇装设备内部预装有重要的元器件和仪表,导致其吊装作业较为困难。如按照常规吊装方法进行吊装,往往会出现橇装设备的倾斜,且这种倾斜难于进行精确的校正,由此导致橇装设备的安装定位较为困难,且超重的橇装设备由于非均匀的冲击式落地,一方面容易导致安装场地的损坏,另一方面还可能使得橇装设备内部元器件和仪表因产生较大的冲击振动而可靠性下降,从而可能导致橇装设备安全性隐患。
技术实现要素:
5.为了解决上述问题,本发明提出一种超大型橇装的倾斜自纠正精密吊装工具及吊装方法,旨在实现超大型橇装吊装时的倾斜位置的精确自动纠正,方便橇装设备的安装定位,保证超大型橇装安装时的平稳可靠落地,保护安装场地免受损坏,并减少对超大型橇装内部元器件和仪表的冲击,提高超大型橇装吊装安装的安全性和可靠性。具体的技术方案如下:
6.一种超大型橇装的倾斜自纠正精密吊装工具,包括一组吊绳、连接在每一所述吊绳中部位置的夹块、连接在所述夹块上的伺服电动推杆、用于检测超大型橇装倾斜角度的倾斜角度检测装置,所述伺服电动推杆的一端与所述夹块转动连接,所述伺服电动推杆的另一端连接有拉绳;所述倾斜角度检测装置上设置有磁性底板,所述倾斜角度检测装置通过所述磁性底板磁性吸附在所述超大型橇装的机架上端平台上,各所述伺服电动推杆、倾斜角度检测装置分别连接至控制器。
7.作为本发明的进一步改进,所述伺服电动推杆的伸缩杆前端设置有拉力传感器,所述拉绳的一端连接在所述伺服电动推杆伸缩杆前端的拉力传感器上,所述拉力传感器连接所述控制器。
8.作为本发明中倾斜角度检测装置的优选方案之一,所述倾斜角度检测装置为设置在所述磁性底板上的电子水平仪,所述电子水平仪的数量为一对,且一对所述电子水平仪
在所述机架平台上相互垂直布置。
9.作为本发明中倾斜角度检测装置的优选方案之二,所述倾斜角度检测装置为向下竖立设置在所述机架上的红外测距传感器,所述红外测距传感器的数量为四个,且四个所述红外测距传感器分别通过所述磁性底板的磁性吸附分散布置在所述机架上;所述控制器通过四个所述红外测距传感器测得的距离地面的高度数据得到所述超大型橇装相对于地面的倾斜角度。
10.本发明中,所述夹块包括一对用于夹住所述吊绳的哈夫夹紧块,所述哈夫夹紧块与所述吊绳之间设置有软保护套,在所述哈夫夹紧块的夹紧面之间还设置有内球体,在所述伺服电动推杆上与所述夹块连接的一端设置有外球体,所述伺服电动推杆通过所述外球体与所述内球体的滑动配合转动设置在所述夹块上。
11.优选的,所述一组吊绳中其吊绳的数量为四根。
12.优选的,所述吊绳为钢丝绳或链条,所述拉绳为钢丝绳或链条,所述吊绳和拉绳的端部分别设置有挂钩。
13.优选的,本发明的一种超大型橇装的倾斜自纠正精密吊装工具还设置有用于为控制器和伺服电动推杆供电的蓄电池组,所述蓄电池组上设置有磁性底板,所述蓄电池组通过所述磁性底板磁性吸附在所述机架上端的平台上;所述伺服电动推杆采用直流伺服电动推杆。
14.本发明中,所述控制器优选使用mcu控制器。
15.本发明中,所述超大型橇装为橇装加油和储存设备、橇装液化气体加注和储存设备或橇装高压气体储存设备中的一种。
16.本发明中,所述哈夫夹紧块通过夹紧螺栓相互夹紧。
17.本发明中,所述拉力传感器的一端与所述伺服电动推杆的伸缩杆螺纹连接,所述拉力传感器的另一端设置有与所述拉绳的挂钩相连接的吊耳孔。
18.本发明中,四个所述红外测距传感器在磁性底板上的上下位置均能进行调整,以保证各红外测距传感器的探测头至超大型橇装的底座平面之间的距离相等。
19.一种超大型橇装的倾斜自纠正精密吊装工具的吊装方法,包括如下步骤:
20.(1)设置吊装点:在超大型橇装的制造阶段,在超大型橇装的机架上端平台的四角部位设置主吊耳,在所述机架平台内部接近各所述主吊耳一定距离的位置对应设置副吊耳;
21.(2)挂钩作业:将四根吊绳对应挂接到超大型橇装的主吊耳上,四根吊绳的上端挂接到吊装机械的吊钩上;吊绳中部的伺服电动推杆前端的拉力传感器上连接好拉绳,拉绳的另一端挂接在副吊耳上;在机架上安装好倾斜角度检测装置,将伺服电动推杆、倾斜角度检测装置与控制器相连接,并连接好导线和供电电源线。
22.(3)起吊:接通电源,使用吊装机械将超大型橇装吊起;
23.(4)倾斜自动纠正:超大型橇装吊起后,控制器通过倾斜角度检测装置检测到超大型橇装的倾斜情况,并根据倾斜情况自动调整各伺服电动推杆伸缩杆的伸缩长度,使得超大型橇装的倾斜误差在预先设定的范围内,从而完成超大型橇装的倾斜纠正;
24.(5)落地:吊装机械将超大型橇装吊装移位至指定的安装场地就位。
25.本发明中,所述吊装机械可以是起重吊车或行车。
26.优选的,所述倾斜角度检测装置采用带有红外测距传感器的倾斜角度检测装置。
27.优选的,在所述步骤(4)的倾斜自动纠正工序中,所述控制器还通过设置在伺服电动推杆上的拉力传感器检测各拉绳的拉紧情况,当拉绳松动导致拉紧力小于预先设定的阀值时,通过控制所述伺服电动推杆的伸缩杆的伸缩将拉绳的拉紧力调整至预先设定的范围内。
28.优选的,吊装工具所使用的电力可以使用市电(伺服电动推杆为交流伺服电动推杆时可以直接使用市电,伺服电动推杆为直流伺服电动推杆时还要配套使用变压器),也可以使用蓄电池组(适用于直流伺服电动推杆),蓄电池组可通过磁性底板磁性吸附在机架平台上。具体情况可以根据需要进行选择。
29.优选的,在超大型橇装的制造阶段,应考虑优化设置副吊耳的位置,最好使得挂钩作业完成后的拉绳与吊绳基本垂直,这样可以使用最小的拉紧力来调整超大型橇装的倾斜角度,从而可以使用功率较小、重量较轻和体积较小的伺服电动推杆。
30.本发明中,所述橇装设备包括易燃石油液体橇装设备、含真空绝热压力容器的液化气体橇装设备、含高压气瓶组的管束式和长管式压缩气体橇装设备。
31.本发明的有益效果是:
32.第一,本发明的一种超大型橇装的倾斜自纠正精密吊装工具及吊装方法,通过设置吊绳、夹块、伺服电动推杆、拉绳和倾斜角度检测装置等的组合连接结构,实现了超大型橇装吊装时的倾斜位置的精确自动纠正,由此保证了超大型橇装安装时的平稳可靠落地,保护安装场地免受损坏,并减少了对使得超大型橇装的内部元器件和仪表的冲击,提高了超大型橇装吊装安装的安全性和可靠性。
33.第二,本发明的一种超大型橇装的倾斜自纠正精密吊装工具及吊装方法,倾斜角度检测装置采用四个红外测距传感器的组合,自动纠正时能够保证超大型橇装与地面平行,因此即使安装地面倾斜也能实现吊装的平稳落地。
附图说明
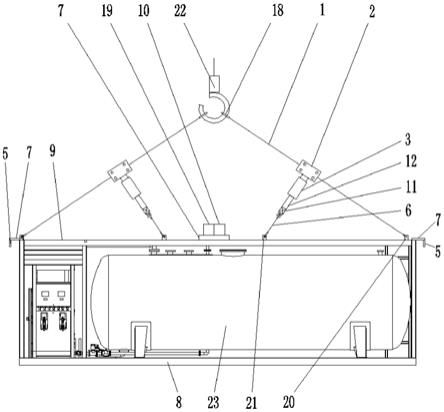
34.图1是本发明的一种超大型橇装的倾斜自纠正精密吊装工具的结构示意图;
35.图2是图1的俯视图(其中的吊绳部分未画出);
36.图3是图1中的夹块与吊绳、伺服电动推杆相连接的结构示意图。
37.图中:1、吊绳,2、夹块,3、伺服电动推杆,4、倾斜角度检测装置(电子水平仪),5、倾斜角度检测装置(红外测距传感器),6、拉绳,7、磁性底板,8、机架,9、平台,10、控制器,11、拉力传感器,12、伸缩杆,13、哈夫夹紧块,14、软保护套,15、夹紧面,16、内球体,17、外球体,18、挂钩,19、蓄电池组,20、主吊耳,21、副吊耳,22、吊钩,23、超大型橇装,24、夹紧螺栓。
具体实施方式
38.下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
39.实施例1:
40.如图1至3所示为本发明的一种超大型橇装的倾斜自纠正精密吊装工具的实施例,包括一组吊绳1、连接在每一所述吊绳1中部位置的夹块2、连接在所述夹块2上的伺服电动
推杆3、用于检测超大型橇装倾斜角度的倾斜角度检测装置4或5,所述伺服电动推杆3的一端与所述夹块2转动连接,所述伺服电动推杆3的另一端连接有拉绳6;所述倾斜角度检测装置4或5上设置有磁性底板7,所述倾斜角度检测装置4或5通过所述磁性底板7磁性吸附在所述超大型橇装23的机架8上端平台9上,各所述伺服电动推杆3、倾斜角度检测装置4或5分别连接至控制器10。
41.作为本实施例的进一步改进,所述伺服电动推杆3的伸缩杆12前端设置有拉力传感器11,所述拉绳6的一端连接在所述伺服电动推杆3伸缩杆12前端的拉力传感器11上,所述拉力传感器11连接所述控制器10。
42.作为本实施例中倾斜角度检测装置的优选方案之一,所述倾斜角度检测装置4为设置在所述磁性底板7上的电子水平仪4,所述电子水平仪4的数量为一对,且一对所述电子水平仪4在所述机架8平台9上相互垂直布置。
43.作为本实施例中倾斜角度检测装置的优选方案之二,所述倾斜角度检测装置5为向下竖立设置在所述机架8上的红外测距传感器5,所述红外测距传感器5的数量为四个,且四个所述红外测距传感器5分别通过所述磁性底板7的磁性吸附分散布置在所述机架8上;所述控制器10通过四个所述红外测距传感器5测得的距离地面的高度数据得到所述超大型橇装23相对于地面的倾斜角度。
44.本发明中,所述夹块2包括一对用于夹住所述吊绳1的哈夫夹紧块13,所述哈夫夹紧块13与所述吊绳1之间设置有软保护套14,在所述哈夫夹紧块13的夹紧面15之间还设置有内球体16,在所述伺服电动推杆3上与所述夹块2连接的一端设置有外球体17,所述伺服电动推杆3通过所述外球体17与所述内球体16的滑动配合转动设置在所述夹块2上。
45.优选的,所述一组吊绳1中其吊绳1的数量为四根。
46.优选的,所述吊绳1为钢丝绳或链条,所述拉绳6为钢丝绳或链条,所述吊绳1和拉绳6的端部分别设置有挂钩18。
47.优选的,本实施例的一种超大型橇装的倾斜自纠正精密吊装工具还设置有用于为控制器10和伺服电动推杆3供电的蓄电池组19,所述蓄电池组9上设置有磁性底板7,所述蓄电池组7通过所述磁性底板7磁性吸附在所述机架8上端的平台9上;所述伺服电动推杆3采用直流伺服电动推杆。
48.本实施例中,所述控制器10优选使用mcu控制器。
49.本实施例中,所述超大型橇装23为橇装加油和储存设备、橇装液化气体加注和储存设备或橇装高压气体储存设备中的一种。
50.本实施例中,所述哈夫夹紧块13通过夹紧螺栓24相互夹紧。
51.本实施例中,所述拉力传感器11的一端与所述伺服电动推杆3的伸缩杆12螺纹连接,所述拉力传感器11的另一端设置有与所述拉绳6的挂钩18相连接的吊耳孔。
52.本实施例中,四个所述红外测距传感器5在磁性底板7上的上下位置均能进行调整,以保证各红外测距传感器5的探测头至超大型橇装23的底座平面之间的距离相等。
53.一种超大型橇装的倾斜自纠正精密吊装工具的吊装方法,包括如下步骤:
54.(1)设置吊装点:在超大型橇装23的制造阶段,在超大型橇装23的机架8上端平台9的四角部位设置主吊耳20,在所述机架8平台9内部接近各所述主吊耳20一定距离的位置对应设置副吊耳21;
55.(2)挂钩作业:将四根吊绳1对应挂接到超大型橇装12的主吊耳20上,四根吊绳1的上端挂接到吊装机械的吊钩22上;吊绳1中部的伺服电动推杆3前端的拉力传感器11上连接好拉绳6,拉绳6的另一端挂接在副吊耳21上;在机架8上安装好倾斜角度检测装置4或5,将伺服电动推杆3、倾斜角度检测装置4或5与控制器10相连接,并连接好导线和供电电源线。
56.(3)起吊:接通电源,使用吊装机械将超大型橇装23吊起;
57.(4)倾斜自动纠正:超大型橇装23吊起后,控制器10通过倾斜角度检测装置4或5检测到超大型橇装23的倾斜情况,并根据倾斜情况自动调整各伺服电动推杆3伸缩杆12的伸缩长度,使得超大型橇装23的倾斜误差在预先设定的范围内,从而完成超大型橇装23的倾斜纠正;
58.(5)落地:吊装机械将超大型橇装23吊装移位至指定的安装场地就位。
59.本实施例中,所述吊装机械可以是起重吊车或行车。
60.优选的,所述倾斜角度检测装置5采用带有红外测距传感器的倾斜角度检测装置。
61.优选的,在所述步骤(4)的倾斜自动纠正工序中,所述控制器10还通过设置在伺服电动推杆3上的拉力传感器11检测各拉绳6的拉紧情况,当拉绳6松动导致拉紧力小于预先设定的阀值时,通过控制所述伺服电动推杆3的伸缩杆12的伸缩将拉绳6的拉紧力调整至预先设定的范围内。
62.优选的,吊装工具所使用的电力可以使用市电(伺服电动推杆3为交流伺服电动推杆时可以直接使用市电,伺服电动推杆3为直流伺服电动推杆时还要配套使用变压器),也可以使用蓄电池组19(适用于直流伺服电动推杆),蓄电池组19可通过磁性底板7磁性吸附在机架8平台9上。具体情况可以根据需要进行选择。
63.优选的,在超大型橇装23的制造阶段,应考虑优化设置副吊耳21的位置,最好使得挂钩作业完成后的拉绳6与吊绳1基本垂直,这样可以使用最小的拉紧力来调整超大型橇装23的倾斜角度,从而可以使用功率较小、重量较轻和体积较小的伺服电动推杆3。
64.本实施例中,所述橇装设备包括易燃石油液体橇装设备、含真空绝热压力容器的液化气体橇装设备、含高压气瓶组的管束式和长管式压缩气体橇装设备。
65.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1