一种包装袋中转供给装置的制作方法
1.本发明涉及食品包装线制造技术领域,尤其是一种包装袋中转供给装置。
背景技术:
2.在食品生产阶段,以糖果为例,需要将其分装于各包装袋内,以为后续存储、运输以及售卖作良好铺垫。期间,首先将包装袋夹持于包装袋封装设备上,而后包装袋封装设备周向旋动以将糖果分装于各包装袋内,随后,执行封口密封操作。
3.以往,通常采用人工方式将包装袋供应至包装袋封装设备,因而需要投入大量的人力资源,进而导致用工成本居高不小,且实际操作中安全风险较高。鉴于此,近些年来出现了机器人工作方式以取代人工。然而,一方面,机器人需要专业化定制,交货周期十分漫长,且采购成本居高不下;另一方面,机器人需要专业人员进行运行路线规划以及编程,且后续维护成本极高。因而,亟待技术人员解决上述问题。
技术实现要素:
4.故,本发明设计人员鉴于上述现有的问题以及缺陷,乃搜集相关资料,经由多方的评估及考量,并经过从事于此行业的多年研发经验技术人员的不断实验以及修改,最终导致该包装袋中转供给装置的出现。
5.为了解决上述技术问题,本发明涉及了一种包装袋中转供给装置,其布置于包装袋输送机和包装袋封装设备之间,以将待封装包装袋由包装袋输送机中转至包装袋封装设备。包装袋中转供给装置包括有支撑架、第一偏摆臂组件、偏摆导向组件、第二偏摆臂组件、夹持单元以及第一直线运动元件。第一偏摆臂组件布置于支撑架的正前方,且与支撑架相铰接。第一直线运动元件由支撑架所负担,以用来驱动第一偏摆臂组件执行周向偏摆运动。偏摆导向组件包括有导轨、随动器以及摆杆组件。导轨可拆卸地固定于支撑架的前侧壁上,且其上开设有与随动器相适配的滑槽。摆杆组件与随动器固定为一体,且在跟随随动器沿着滑槽执行滑移运动的进程中,摆杆组件亦同步地发生自适应性偏摆运动。第二偏摆臂组件用来带动夹持单元执行偏摆运动,其由摆杆组件直接驱动。夹持单元用来实现或解除对包装袋的夹持,以用来适配的包装袋输送机以及包装袋封装设备的工作节拍。
6.作为本发明技术方案的进一步改进,第一偏摆臂组件包括有第一偏摆板、第一旋转轴、第一轴承座以及第一轴承组件。第一轴承座嵌设于支撑架上。第一旋转轴穿越第一轴承座,且其插配、且固定于第一偏摆板上。第一轴承组件由至少一个组装于第一轴承座内的、且与第一旋转轴相套设的第一轴承构成。
7.作为本发明技术方案的更进一步改进,摆杆组件由固定为一体的传力件和摆杆构成。其中,传力件的一端用来装配随动器,而其另一端用来供摆杆所插配、且固定。摆杆横穿第一偏摆板,以直接对第二偏摆臂组件进行驱动。当第一直线运动元件发生动作后,摆杆跟随第一偏摆板绕着第一旋转轴执行公转运动,且在随动器和传力件的协同作用下绕其自身中心轴线执行自转运动。
8.作为本发明技术方案的更进一步改进,第二偏摆臂组件包括有第二偏摆板。第二偏摆板用来供摆杆进行插配、且固定。
9.作为本发明技术方案的更进一步改进,第二偏摆臂组件还包括有锁紧螺钉。在第二偏摆板上同时开设有容置孔以及与l形割裂缝。容置孔由第二偏摆板的侧壁向内延伸而成,且用来插入摆杆。l形割裂缝亦由第二偏摆板的侧壁向内延伸而成,且与容置孔相贯通。由第二偏摆板的顶壁向下延伸出有与l形割裂缝相贯通的、且与锁紧螺钉相适配的安装通孔。正对位于安装通孔,在l形割裂缝内开设有用来供锁紧螺钉旋入的螺纹孔。
10.作为本发明技术方案的更进一步改进,包装袋中转供给装置还包括有辅助加强组件。辅助加强组件包括有第二轴承座以及第二轴承组件。第二轴承座可拆卸地固定于第一偏摆板的前侧壁上。第二轴承组件由至少两个组装于第二轴承座内的、且与摆杆相套设的第二轴承构成。
11.作为本发明技术方案的更进一步改进,夹持单元包括有第一夹持臂、第二夹持臂、铰轴以及第二直线运动元件。第一夹持臂可拆卸地固定于第二偏摆板上。而第二夹持臂借由铰轴可铰接于第二偏摆板上。第二直线运动元件用来直接驱动第二夹持臂,且其由第二偏摆板所负担。当第二直线运动元件发生动作时,第二夹持臂相向/相背于第一夹持臂执行周向旋转运动,以实现/解除对包装袋的夹持。
12.作为本发明技术方案的更进一步改进,夹持单元还包括有第三轴承。第三轴承嵌设于第二偏摆板内,且与铰轴相套设。
13.作为本发明技术方案的进一步改进,包装袋中转供给装置还包括有安全限位单元。安全限位单元用来限定第一偏摆臂组件最小偏摆角度以及第一偏摆臂组件最大偏摆角度。
14.作为本发明技术方案的更进一步改进,安全限位单元由第一安全限位子单元和第二安全限位子单元构成。第一安全限位子单元用来限定第一偏摆臂组件最小偏摆角度,其包括有第一安装座和第一位置传感器。第二安全限位子单元用来限定第一偏摆臂组件最大偏摆角度,其包括有第二安装座和第二位置传感器。第一安装座、第二安装座均可拆卸地固定于支撑架的前侧壁上,以分别一一对应地用于安装、固定第一位置传感器、第二位置传感器。
15.相较于传统的包装袋中转供给方式,在本发明所公开的技术方案中,借助于第一偏摆臂组件、偏摆导向组件以及第二偏摆臂组件的相互协调动作以实现对夹持单元运行轨迹的规划,进而实现了将包装袋由由包装袋输送机中转至包装袋封装设备的操作。如此一来,一方面,在确保对包装袋精准、快速中转的前提下,包装袋中转供给装置自身具有较为简洁的设计结构,利于进行制造成型,制造成本相对较低;另一方面,可以根据实际应用场景的不同方便、快捷地对包装袋中转供给装置进行功能性拓展。当包装袋输送机或包装袋封装设备的型号规格或相对摆放位置发生改变时,仅需对第一偏摆臂组件、偏摆导向组件或/和第二偏摆臂组件结构以及运动轨迹微调即可实现对夹持单元运行轨迹的重新规划,进而实现对包装袋的精准中转。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
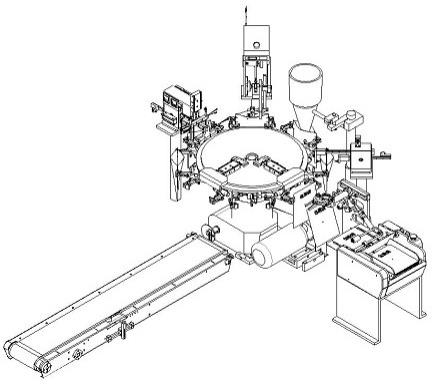
17.图1是本发明中包装袋中转供给装置与包装袋输送机以及包装袋封装设备相配套应用时的状态示意图。
18.图2是本发明中包装袋中转供给装置的立体示意图。
19.图3是图2的正视图。
20.图4是图3的a-a剖视图。
21.图5是图3的b-b剖视图。
22.图6是图2的i局部放大图。
23.图7是图2的ii局部放大图。
24.图8是图3的iii局部放大图。
25.图9是本发明包装袋中转供给装置中第一偏摆臂组件的立体示意图。
26.图10是本发明包装袋中转供给装置中偏摆导向组件的立体示意图。
27.图11是本发明包装袋中转供给装置中第二偏摆板的立体示意图。
28.图12是本发明中包装袋中转供给装置的动作过程示意图。
29.1-支撑架;2-第一偏摆臂组件;21-第一偏摆板;22-第一旋转轴;23-第一轴承座;24-第一轴承组件;241-第一轴承;3-偏摆导向组件;31-导轨;311-滑槽;32-随动器;33-摆杆组件;331-传力件;332-摆杆;4-第二偏摆臂组件;41-第二偏摆板;411-容置孔;412-l形割裂缝;413-安装通孔;42-锁紧螺钉;5-夹持单元;51-第一夹持臂;52-第二夹持臂;53-铰轴;54-第二气缸;55-第三轴承;6-第一气缸;7-辅助加强组件;71-第二轴承座;8-安全限位单元;81-第一安全限位子单元;811-第一安装座;812-第一位置传感器;82-第二安全限位子单元;821-第二安装座;822-第二位置传感器。
具体实施方式
30.在本发明的描述中,需要理解的是,术语“前”、“后”、“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.包装袋中转供给装置可被应用于糖果包装领域,如图1中所示,其布置于包装袋输送机和包装袋封装设备之间,以将待封装包装袋由包装袋输送机中转至包装袋封装设备,随后,包装袋封装设备发生动作以将糖果分装于各待封装包装袋内,随后,对待封装包装袋执行封口密封操作。
32.下面结合具体实施例,对本发明所公开的包装袋中转供给装置的结构作进一步详细说明,如图2中所示,其主要由支撑架1、第一偏摆臂组件2、偏摆导向组件3、第二偏摆臂组件4、夹持单元5以及第一气缸6等几部分构成。其中,支撑架1整体呈竖置状,且借由地脚螺栓可拆卸地固定于车间地面上。第一偏摆臂组件2布置于支撑架1的正前方,且与支撑架1相铰接。第一气缸6由支撑架1所负担,以用来驱动第一偏摆臂组件2执行周向偏摆运动。如图6、10中所示,偏摆导向组件3可拆卸地固定于支撑架1的前侧壁上,其主要包括有导轨31、随
动器32以及摆杆组件33。导轨31借由螺钉固定于支撑架1的前侧壁上,且其上开设有与随动器32相适配的滑槽311。摆杆组件33与随动器32固定为一体。当第一偏摆臂组件2执行周向偏摆运动时,跟随随动器32始终沿着滑槽311执行滑移运动,与此同时摆杆组件33亦同步地发生自适应性偏摆运动。第二偏摆臂组件4用来带动夹持单元5执行偏摆运动,其由摆杆组件33直接驱动。夹持单元5用来实现或解除对包装袋的夹持,以用来适配的包装袋输送机以及包装袋封装设备的工作节拍。
33.图12示出了本发明中包装袋中转供给装置的动作过程示意图,在实际运行中,包装袋中转供给装置借助于第一偏摆臂组件2、偏摆导向组件3以及第二偏摆臂组件4的相互协调动作以实现对夹持单元5运行轨迹的规划,进而实现了将包装袋由由包装袋输送机中转至包装袋封装设备的操作。通过采用上述技术方案进行设置,在确保对包装袋精准、快速中转的前提下,包装袋中转供给装置自身具有较为简洁的设计结构,利于进行制造成型,制造成本相对较低,且后期维护困难度以及维护成本相对较低。
34.在此还需要说明的是,可以根据实际应用场景的不同方便、快捷地对包装袋中转供给装置进行功能性拓展,具体表现在:当包装袋输送机或包装袋封装设备的型号规格或相对摆放位置发生改变时,仅需对第一偏摆臂组件2、偏摆导向组件3或/和第二偏摆臂组件4结构以及运动轨迹微调即可实现对夹持单元5运行轨迹的重新规划,进而实现对包装袋的精准中转,整个操作过程方便、快捷,且实施困难度不高。
35.作为上述包装袋中转供给装置结构的进一步细化,如图8、9中所示,第一偏摆臂组件2主要由第一偏摆板21、第一旋转轴22、第一轴承座23以及第一轴承组件24等几部分构成。第一轴承座23嵌设于支撑架1上,相对应地,在支撑架1上开设有与第一轴承座23外径相适配的安装孔。第一旋转轴22穿越第一轴承座23,且其插配、且固定于第一偏摆板21上。第一轴承组件24由至少两个组装于第一轴承座23内的、且均与第一旋转轴22相套设的第一轴承241构成(如图3、4中所示)。第一偏摆板21由第一气缸6所直接驱动,随后,附带地驱动随动器32始终沿着滑槽311执行滑移运动,以实现对第二偏摆臂组件4姿态的控制。因第一轴承座23和第一轴承组件24的配套,有效地确保了第一偏摆板21在执行周向偏摆运动进程中具有极高的动作灵敏度以及轨迹精准度,且还在一定程度上降低了第一气缸6的功率输出。
36.如图3、5中所示,摆杆组件33由传力件331和摆杆332构成。其中,传力件331位于第一偏摆板21的正后方,且套设固定于摆杆332上。传力件331整体上呈“z”形,其一端用来装配随动器32,而其另一端用来供摆杆332所插配、且固定。摆杆332横穿过第一偏摆板21,以直接对第二偏摆臂组件4进行驱动。如图8中所示,第二偏摆臂组件4包括有第二偏摆板41。第二偏摆板41直接摆杆332相插配、且固定。当第一气缸6启动后,摆杆332跟随第一偏摆板21绕着第一旋转轴22执行公转运动,且在随动器32沿着滑槽311执行定向滑移运动的进程中,传力件331的倾斜角度发生自适应性改变,最终使得摆杆332绕其自身中心轴线执行自转运动,进而实现了对第二偏摆板41运行姿态的精准控制。
37.如图7、8中所示,夹持单元5主要由第一夹持臂51、第二夹持臂52、铰轴53、第二气缸54以及第三轴承55等几部分构成。其中,第一夹持臂51可拆卸地固定于第二偏摆板41上。而第二夹持臂52借由铰轴53可铰接于第二偏摆板41上。第二气缸54用来直接驱动第二夹持臂52,且其由第二偏摆板41所负担。第三轴承55嵌设于第二偏摆板41内,且与铰轴53相套设。当第二气缸54启动后,以驱动第二夹持臂52相向第一夹持臂51执行周向旋转运动,以实
现对包装袋的夹持,抑或,当包装袋相对于包装袋封装设备被供应到位后,第二气缸54用来驱动第二夹持臂52相背于第一夹持臂51执行周向旋转运动,以解除对包装袋的夹持。
38.在此需要说明的是,出于提高包装袋的夹持稳定性以及避免在夹持中包装袋因受到不均衡夹持力作用而受损现象的发生方面考虑,作为夹持单元5结构的进一步优化,还可在第一夹持臂51以及第二夹持臂52的相对工作面上均增设有橡胶衬垫。
39.已知,在执行对包装袋中转供给装置的结构设计时,摆杆332结构强度(主要表现在抗挠性能方面)为关重指标。假如摆杆332的抗挠性能不能满足设计标准,则实际运行中导致其自身“抖动”幅度偏大,势必会影响到第二偏摆臂组件4的运行姿态精准度,严重时还会导致包装袋的持取以及供给进程的中断。鉴于此,作为上述包装袋中转供给装置结构的进一步优化,如图中所示,其还增设有辅助加强组件7。辅助加强组件7包括有第二轴承座71以及第二轴承组件。第二轴承座71可拆卸地固定于第一偏摆板21的前侧壁上。第二轴承组件由两个组装于第二轴承座71内的、且与摆杆332相套设的第二轴承构成(图中未示出)。如此一来,在确保摆杆332偏摆灵活性的前提下,辅助加强组件7可以有效地提升摆杆332的抗挠强度,进而尽可能地降低其在实际运行中的“抖动”幅度。
40.已知,摆杆332可以采取多种设计结构以实现与第二偏摆板41的固定。不过在此推荐一种设计结构简单,易于制造实施,且后期便于执行改型设计的实施方案,具体如下:如图11中所示,在第二偏摆板41上同时开设有容置孔411以及与l形割裂缝412。容置孔411由第二偏摆板41的前侧壁向内延伸而成,且沿着前后方向完全贯通,以用来插入摆杆332。l形割裂缝412亦由第二偏摆板412的侧壁向内延伸而成,亦沿着前后方向完全贯通,且与容置孔411相贯通。由第二偏摆板412的顶壁向下延伸出有与l形割裂缝412相贯通的、且与锁紧螺钉42相适配的安装通孔413。正对位于安装通孔413,在l形割裂缝412的底壁上开设有用来供锁紧螺钉42旋入的螺纹孔(图中未示出)。在实际实际组装操作时,首先将摆杆332相对于容置孔411插配到位,而后将锁紧螺钉42穿入至安装通孔413中,且旋入至对应螺纹孔中,随着锁紧螺钉42旋合进程的推进,l形割裂缝412的间隙值逐步地减小,在此进程中逐步实现了对摆杆332周侧壁的可靠、稳定夹持。
41.另外,在此还需要说明一点,当需要对第二偏摆板41执行换新操作时,通过对锁紧螺钉42进行旋动即可方便、快捷地将第二偏摆板41由摆杆332上拆除。
42.由图2、3中所示还可知,包装袋中转供给装置还增设有安全限位单元8。安全限位单元8由第一安全限位子单元81和第二安全限位子单元82构成。其中,第一安全限位子单元81用来限定第一偏摆臂组件2最小偏摆角度,以使得夹持单元5与包装袋输送机保持正对位,利于实现对包装袋的精准持取;而第二安全限位子单元82用来限定第一偏摆臂组件2最大偏摆角度,以使得夹持单元5与包装袋封装设备保持正对位,利于实现对包装袋的精准释放(如图12中所示)。
43.作为上述安全限位单元8结构的进一步细化,如图3、8中所示,第一安全限位子单元81包括有第一安装座811和第一位置传感器812。而第二安全限位子单元82包括有第二安装座821和第二位置传感器822。第一安装座811、第二安装座821均可拆卸地固定于支撑架1的前侧壁上,以分别一一对应地用于安装、固定第一位置传感器812、第二位置传感器822。在第一偏摆板21执行周向偏摆运动的进程中,第一位置传感器812、第二位置传感器822实际对第一偏摆板21的相对位置参数进行测定,且并转换成可用信号发生至第一气缸6,进而
实现了对第一气缸6的活塞杆运动幅度的控制。
44.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1