一种连线钢带顶断滚贴外观检测组装设备的制作方法
1.本发明涉及钢片和胶片的贴合组装领域,特别涉及一种连线钢带顶断滚贴外观检测组装设备。
背景技术:
2.在精密电子产品的工业自动化生产中,很多零件为金属钢片表面贴装胶片的组装件,涉及到转贴组装,平面度、外观以及尺寸检测,以及摆盘包装等工序,目前采用人工进行散料治具组装,人工将钢片放置在专用治具上,将胶片进行人工贴合,之后人工用电子放大镜逐个进行检测,人工判断产品是否为不良品,然后人工将不良品剔除,将合格产品放入吸塑盘中。其缺陷在于:人工上料、组装、检测以及摆盘生产,操作费事费力,工作效率低,成本高,且认为判断不良品时间长,误判率高。
技术实现要素:
3.为了解决上述问题的一个或多个,本发明提供了一种连线钢带顶断滚贴外观检测组装设备。
4.根据本发明的一个方面,该一种连线钢带顶断滚贴外观检测组装设备包括固定在工作平板上的胶片输出部、钢片输出部、产品检测部、分拣下料部、第一机械手以及第二机械手;
5.胶片输出部包括剥离机、上对位ccd检测部以及下对位ccd检测部,剥离机纵向摆布在工作平板上左侧前端,剥离机的出料工位上方设有上对位ccd检测部且下方设有下对位ccd检测部;
6.第一机械手位于剥离机后方,第一机械手的输出末端连接滚贴吸动模组;
7.钢片输出部包括顶断定位机、导向支架以及拉料器,顶断定位机纵向摆布且位于剥离机右方,顶断定位机后端设有导向支架且前端设有拉料器,导向支架下方设有钢片ccd检测部;
8.产品检测部包括转盘机、平面度检测治具、上外观ccd检测部、下外观ccd检测部以及横向移动模组,转盘机上设有若干个产品定位治具,平面度检测治具位于转盘机的正左方,上外观ccd检测部位于转盘机的正后方上,下外观ccd检测部位于转盘机的正左方下,横向移动模组位于产品定位治具后方;
9.分拣下料部包括l型自动换盘码垛机以及不良品料盒,摆放良品的l型自动换盘码垛机位于转盘机的正前方,不良品料盒位于平面度检测治具前方;
10.第二机械手位于l型自动换盘码垛机正左方,第二机械手的输出末端安装摆盘吸动模组。
11.该一种连线钢带顶断滚贴外观检测组装设备可实现自动剥料胶带、自动吸取定位胶片、自动拉动定位顶断钢片、自动滚贴、自动移料、进行平面度检测、上下面外观检测、自动下料包装的功能;其有益效果是:自动化生产,改善了工人的工作环境,降低了误判率,解
决了人工上下料操作费事费力,工作效率提高,成本降低,生产效率提高,良品率得到提高。
12.在一些实施方式中,滚贴吸动模组包括t型安装座,t型安装座的上端板通过螺纹件连接第一机械手的输出末端,
13.t型安装座的下垂板两侧表面分别连接一个垂向滑台气缸,两个垂向滑台气缸下表面分别直联一个仿形吸块,两个仿形吸块的相对端分别设有一个滚轮。
14.在一些实施方式中,滚轮为单胶质滚轮,滚轮两端分别转动连接下耳板的轴承内,下耳板螺纹连接仿形吸块上端,
15.仿形吸块下端形成一个圆弧槽,圆弧槽和滚轮同心设置,滚轮的最低点低于仿形吸块的下平面0.5—5mm。
16.在一些实施方式中,钢片输出部还包括切片机,切片机位于拉料器前方,切片机的前出料端设有导向板,导向板下方设有废料收集盒。
17.在一些实施方式中,摆盘吸动模组包括变距气缸,变距气缸的两个移动端板分别连接第一吸动板,第一吸动板下安装若干个吸嘴,变距气缸两端分别安装一个限位板,两个第一吸动板在两个限位板内定距移动。
18.在一些实施方式中,横向移动模组包括横向单轴直线模组,横向单轴直线模组的移动板安装一个垂向气缸,垂向气缸的移动板上固定一个横向梁座,横向梁座的两端分别固定两个纵联板,每个纵联板下固定一个第二吸动板,第二吸动板下安装若干个吸嘴。
19.在一些实施方式中,第一机械手以及第二机械手为六轴机械手;l型自动换盘码垛机的两个直角端分别设有一个料仓,l型自动换盘码垛机的交叉端为摆盘位置,料仓内具有两个料盘自动升降部,每个料仓内连接一个料盘平移组件,料盘平移组件将料盘在料仓和摆盘位置往复移动。
20.在一些实施方式中,上对位ccd检测部的横向门架固定在工作平板的左侧边缘且位于剥离机左方,横向门架的纵横梁上可调连接调整基板;
21.ccd高清相机通过可锁紧燕尾滑轨滑块组件连接调整基板侧表面中间,ccd高清相机下端直联高清镜头,高清镜头位于剥离机的出料工位正上方。
22.在一些实施方式中,上对位ccd检测部的下框板两端中间上通过两个直角转块连接调整基板侧表面两侧,下框板内安装上矩形光源;
23.调整基板上端设有直角轴肩,直角轴肩贴合横向门架的纵横梁上表面。
24.在一些实施方式中,下外观ccd检测部、下对位ccd检测部以及钢片ccd检测部结构相同,三者的垂立架均安装在工作平板的三个工艺孔内,三个工艺孔分别位于剥离机、转盘机后端以及导向支架正下方;
25.垂立架下端通过可锁紧燕尾滑轨滑块组件连接ccd高清相机,ccd高清相机上端直联高清镜头,垂立架上端直联下矩形光源,高清镜头位于下矩形光源正下方,下矩形光源位于检测位置正下方。
附图说明
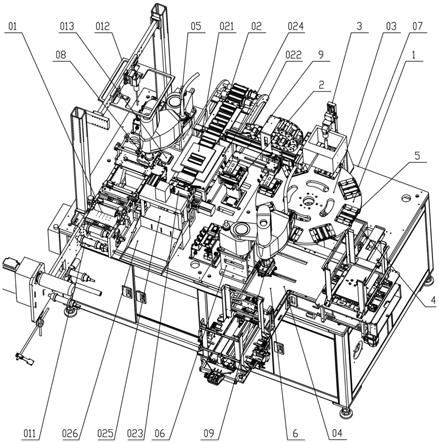
26.图1为本发明一实施方式的一种连线钢带顶断滚贴外观检测组装设备的三维示意图;
27.图2为图1所示工作平板、钢片输出部、下对位ccd检测部、上外观ccd检测部,下外
观ccd检测部、良品料盒以及不良品料盒8的三维示意图;
28.图3为图2所示下对位ccd检测部的三维示意图;
29.图4为图1所示上对位ccd检测部的三维示意图;
30.图5为图1所示横向移动模组的三维示意图;
31.图6为图1所示滚贴吸动模组的三维示意图;
32.图7为图1所示摆盘吸动模组的三维示意图;
33.胶片输出部01,剥离机011,上对位ccd检测部012,横向门架0121,下框板0122,调整基板0123,直角转块0124,上矩形光源0125,直角轴肩0126,下对位ccd检测部013;
34.钢片输出部02,顶断定位机021,导向支架022,拉料器023,钢片ccd检测部024,切片机025,导向板026;
35.产品检测部03,转盘机1,平面度检测治具2,上外观ccd检测部3,下外观ccd检测部4,产品定位治具5;
36.分拣下料部04,l型自动换盘码垛机6,不良品料盒7;
37.第一机械手05;第二机械手06;工作平板07;
38.滚贴吸动模组08,t型安装座080,垂向滑台气缸081,仿形吸块082,滚轮083,下耳板084;
39.摆盘吸动模组09,变距气缸091,第一吸动板092,限位板093;
40.横向移动模组9,横向单轴直线模组91,垂向气缸92,横向梁座93,纵联板94,第二吸动板95;
41.ccd高清相机10,可锁紧燕尾滑轨滑块组件11,下矩形光源12。
具体实施方式
42.下面结合附图对本发明作进一步详细的说明。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
43.图1至图7示意性地显示了根据本发明的一种实施方式的一种连线钢带顶断滚贴外观检测组装设备。如图所示,该装置包括固定在工作平板07上的胶片输出部01、钢片输出部02、产品检测部03、分拣下料部04、第一机械手05以及第二机械手06;
44.胶片输出部01包括剥离机011、上对位ccd检测部012以及下对位ccd检测部013,剥离机011纵向摆布在工作平板07上左侧前端,剥离机011的出料工位上方设有上对位ccd检测部012且下方设有下对位ccd检测部013;
45.第一机械手05位于剥离机011后方,第一机械手05的输出末端连接滚贴吸动模组08;
46.钢片输出部02包括顶断定位机021、导向支架022以及拉料器023,顶断定位机021纵向摆布且位于剥离机011右方,顶断定位机021后端设有导向支架022且前端设有拉料器023,导向支架022下方设有钢片ccd检测部024;
47.产品检测部03包括转盘机1、平面度检测治具2、上外观ccd检测部3、下外观ccd检测部4以及横向移动模组9,转盘机1上设有若干个产品定位治具5,平面度检测治具2位于转盘机1的正左方,上外观ccd检测部3位于转盘机1的正后方上,下外观ccd检测部4位于转盘
机1的正左方下,横向移动模组9位于产品定位治具5后方;
48.分拣下料部04包括l型自动换盘码垛机6以及不良品料盒7,摆放合格良品的l型自动换盘码垛机6位于转盘机1的正前方,若干个不良品料盒7并列设置且位于平面度检测治具2前方;
49.第二机械手06位于l型自动换盘码垛机6正左方,第二机械手06的输出末端安装摆盘吸动模组09。
50.该装置的工作流程为:
51.第一,首先将胶带产品穿绕在剥离机011上,将连线钢带穿过顶断定位机021和拉料器023,并保证钢带能顺利拉动;
52.第二,启动机台,剥离机011自动送料,将胶带产品送至端部剥离刀处,上对位ccd检测部012拍照,引导第一机械手05带动滚贴吸动模组08精准吸取和剥离胶带产品;同时,拉料器023拉动连线钢带移动定位,顶断定位机021顶升切断对应的钢带产品并将钢片产品突出高于顶断定位治具上平面;
53.第三,下对位ccd检测部013对剥离后吸附在滚贴吸动模组08上的胶带产品进行拍照,引导第一机械手05带动剥料胶带移往顶断定位机021上方;
54.第四,滚贴吸动模组08吸取胶带产品下压在高出顶断定位机021上方的钢带产品,并横移进行滚动贴装;之后第一机械手05带动滚贴吸动模组08重新返回吸取胶带产品;
55.第五,横向移动模组9吸取滚动贴装后的产品至平面度检测治具2和转盘机1的产品定位治具5中,平面度检测治具2对产品进行平面度检测,上外观ccd检测部3和下外观ccd检测部3分别对组装后的产品进行上下两面外观检测。第二机械手06吸取合格产品放入l型自动换盘码垛机6中的吸塑盘总,同时将不合格产品放入不良品料盒8中;
56.第六,复步骤2到步骤5的动作。
57.该一种连线钢带顶断滚贴外观检测组装设备可实现自动剥料胶带、自动吸取定位胶片、自动拉动定位顶断钢片、自动滚贴、自动移料、进行平面度检测、上下面外观检测、自动下料包装的功能;其有益效果是:自动化生产,改善了工人的工作环境,降低了误判率,解决了人工上下料操作费事费力,工作效率提高,成本降低,生产效率提高,良品率得到提高。
58.优选的,滚贴吸动模组08包括t型安装座080,t型安装座080的上端板通过螺纹件连接第一机械手05的输出末端,
59.t型安装座080的下垂板两侧表面分别连接一个垂向滑台气缸081,两个垂向滑台气缸081下表面分别直联一个仿形吸块082,两个仿形吸块082的相对端分别设有一个滚轮083。其有益效果是:该滚贴吸动模组08能够一次吸放、滚贴两个产品,生产速度快,吸放滚贴效果好。
60.优选的,滚轮083为单胶质滚轮,滚轮083两端分别转动连接下耳板084的轴承内,下耳板084螺纹连接仿形吸块082上端,
61.仿形吸块082下端形成一个圆弧槽,圆弧槽和滚轮083同心设置,滚轮083的最低点低于仿形吸块082的下平面0.5—5mm。其有益效果是:该设置进一步提高了滚贴质量。
62.优选的,钢片输出部02还包括切片机025,切片机025位于拉料器023前方,切片机023的前出料端设有导向板026,导向板026下方设有废料收集盒。其有益效果是:该设置保证了钢片废料有效收集,合理利用材料。
63.优选的,摆盘吸动模组09包括变距气缸091,变距气缸091的两个移动端板分别连接第一吸动板092,第一吸动板092下安装若干个吸嘴,变距气缸091两端分别安装一个限位板093,两个第一吸动板092在两个限位板093内定距移动。其有益效果是:该设置的摆盘吸动模组09能够有效吸放产品,同时适用于不同间隔的料位设置。
64.优选的,横向移动模组9包括横向单轴直线模组91,横向单轴直线模组91的移动板安装一个垂向气缸92,垂向气缸92的移动板上固定一个横向梁座93,横向梁座93的两端分别固定两个纵联板94,每个纵联板94下固定一个第二吸动板95,第二吸动板95下安装若干个吸嘴。其有益效果是:横向移动模组9能够快速高效在三个工位之间同时移动两个物料。
65.优选的,第一机械手05以及第二机械手06为六轴机械手;l型自动换盘码垛机6的两个直角端分别设有一个料仓,l型自动换盘码垛机6的交叉端为摆盘位置,料仓内具有两个料盘自动升降部,每个料仓内连接一个料盘平移组件,料盘平移组件将料盘在料仓和摆盘位置往复移动。其有益效果是:该设置能够快速无间断摆放物料。
66.优选的,上对位ccd检测部012的横向门架0121固定在工作平板07的左侧边缘且位于剥离机011左方,横向门架012的纵横梁上可调连接调整基板0123;
67.ccd高清相机10通过可锁紧燕尾滑轨滑块组件11连接调整基板0123侧表面中间,ccd高清相机10下端直联高清镜头,高清镜头位于剥离机011的出料工位正上方。其有益效果是:该设置具有良好的料片检测信息。
68.优选的,上对位ccd检测部012的下框板0122两端中间上通过两个直角转块0124连接调整基板0123侧表面两侧,下框板0122内安装上矩形光源0125;
69.调整基板0123上端还设有直角轴肩0126,直角轴肩贴合横向门架012的纵横梁上表面。其有益效果是:该设置能够保证安装精度,防止左右晃动现象,安装强度高。
70.优选的,下外观ccd检测部4、下对位ccd检测部013以及钢片ccd检测部024结构相同,三者的垂立架均安装在工作平板07的三个工艺孔内,三个工艺孔分别位于剥离机011、转盘机1后端以及导向支架022正下方;
71.垂立架下端通过可锁紧燕尾滑轨滑块组件11连接ccd高清相机10,ccd高清相机10上端直联高清镜头,垂立架上端直联下矩形光源12,高清镜头位于下矩形光源12正下方,下矩形光源12位于检测位置正下方。其有益效果是:该设置方便各个设备摆放,降低设备总体高度。
72.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1