一种引导锁销分类存储、上下料取放的控制系统及方法与流程
1.本发明属于集装箱锁销拆装领域,涉及一种引导锁销分类存储、上下料取放的控制系统及方法。
背景技术:
2.目前集装箱装卸的锁销拆装一直依靠传统的人工拆装模式,此种模式需要消耗大量人力成本和时间成本,且劳动强度大,严重阻碍自动化技术的发展;另外对拆卸下来的各类锁销进行收集分类,以及在安装环节对系统进行正确自动的补充锁销,是提高集装箱锁销拆装平台自动化效率的关键技术之一。除此之外控制系统还需随时与码头tos系统进行信息交互,同时对预拆和预装的集装箱数量和种类的变化进行计算预判,提高装锁环节自动化率,准确控制平台作业结束时码垛存储单元内的锁头清空状态,避免出现船等锁的情况。
3.然而现有技术中一般的控制方式,很难及时处理锁头的去向和减少人工上料的参与率;在集装箱锁销拆装平台开始作业时,如果作业模式为拆卸和安装模式经常切换时,那么拆下的锁是直接去上下料扔掉,还是先存起来用于后面装锁,又或者通过上下料补充多少相应类型数量的锁头才适宜,则需要对作业流程中的锁销有很好的引导策略,才能提高平台自动化率。
4.鉴于上述情况,亟需研发一种集引导锁销分类存储、上下料取放为一体的系统和方法,能够实时调整拆卸锁头去向和安装锁头来源,实现快速响应及精确控制,从而提高集装箱锁销拆装平台的自动化率。
技术实现要素:
5.针对现有技术中存在的上述缺陷,本发明的目的是提供一种引导锁销分类存储、上下料取放的控制系统及方法,通过对锁销类型和数量双重确认,实时调整卸下锁销的去向和安装锁销的来源,实现快速响应及精确控制,从而提高集装箱锁销拆装平台的自动化率。
6.为实现上述目的,本发明采用如下技术方案:
7.本发明的第一方面提供了一种引导锁销分类存储、上下料取放的控制系统,包括:
8.码头管理系统、引导系统、机器人系统、上下料装置、运输单元、码垛存储单元;
9.所述码头管理系统实时获取码头作业信息,并将需要卸下和装载的集装箱信息以及对应的锁销信息传递给所述引导系统;
10.所述引导系统根据所述码头管理系统传递的信息对锁销来源与去向做出引导处理,控制所述机器人系统、上下料装置、运输单元、码垛存储单元对锁销进行拆装、分类存储、上下料取放作业。
11.优选地,所述引导系统包括pc端主机和plc控制器;所述pc端主机用于接收所述码头管理系统传递的信息,并对需要卸下和装载的锁销进行分类计算,然后对装载锁销的来
源和卸下锁销的去向做出引导判断,并将引导判断结果传递给所述plc控制器;所述plc控制器根据pc端主机传递的信息控制所述机器人系统对锁销进行拆装,利用运输单元将卸下的锁销送入码垛存储单元进行分类存储,或控制所述上下料装置对锁销进行上下料取放作业。
12.优选地,所述运输单元包括运输装置和伺服行车;所述运输装置用于将机器人系统卸下的锁销运输至所述码垛存储单元的交换区;所述伺服行车将交换的锁销进行分类存储或通过所述上下料装置进行上下料取放作业。
13.优选地,所述引导锁销分类存储、上下料取放的控制系统还包括视觉识别装置和hmi触控屏;所述视觉识别装置安装在所述机器人系统的末端轴上,用于对锁销进行拍照识别;所述hmi触控屏用于人工手动操作,当所述视觉识别装置识别出的锁销信息与所述码头管理系统给出的锁销信息不一致时,人工通过所述hmi触控屏确认锁销类型,所述hmi触控屏将结果反馈给所述码头管理系统和所述引导系统。
14.优选地,所述视觉识别装置为双目视觉相机。
15.本发明的第二方面提供了一种引导锁销分类存储、上下料取放的控制方法,采用如本发明第一方面所述的控制系统,该方法包括以下步骤:
16.锁销拆装平台启动后,码头管理系统与引导系统建立通讯,所述码头管理系统将本次作业需要卸下和装载的集装箱信息以及对应的锁销信息传递给所述引导系统;
17.所述引导系统对锁销进行分类计算,判断每一类锁销的来源和去向并做出引导处理,该引导系统控制机器人系统、上下料装置、运输单元、码垛存储单元对锁销进行拆装、分类存储、上下料取放作业。
18.优选地,所述引导系统对锁销进行分类计算工序如下:pc端主机根据所述码头管理系统传递的信息对锁销进行分类,并统计每一类需要卸下和装载的锁销数量,然后将每一类需要卸下和装载的锁销数量与码垛存储单元内存储的该类锁销的动态数量进行比较计算,最后对每一类与装载锁销的来源和卸下锁销的去向做出引导判断,并将引导判断结果传递给plc控制器。
19.优选地,所述引导处理工序如下:
20.锁销拆装作业,所述plc控制器控制机器人系统对需要卸下和装载的锁销进行拆装,并将卸下的锁销转移至运输装置上;
21.锁销分类存储,所述plc控制器利用所述运输装置将卸下的锁销转运至码垛存储单元的交换区,并控制伺服行车将交换区内的锁销进行分类存储;
22.上下料取放作业,所述plc控制器引导伺服行车将卸下的锁销或交换区的锁销转移至上下料装置中进行上下料取放作业。
23.优选地,所述引导处理还包括锁销类型识别;
24.所锁销类型识别工序如下:在锁销拆装作业过程中,所述plc控制器控制所述机器人系统上的视觉识别装置对锁销进行拍照识别,当所述视觉识别装置识别的锁销类型与所述码头管理系统传递的锁销信息一致时,则继续进行锁销拆装作业;反之,则报告错误,人工通过hmi触控屏确认锁销类型,并将确认的锁销类型反馈至所述码头管理系统和引导系统进行信息更新,随后继续进行锁销拆装作业。
25.优选地,所述引导处理过程中:
26.在对某一类锁销进行引导处理过程中,当该类锁销需要卸下和装载的数量发生变化时,所述引导系统会根据所述码头管理系统传递的信息进行更新,重新对该类锁销数量与所述码垛存储单元内的当前该类锁销数量进行比较计算,并更新该类锁销的来源与去向,然后继续进行引导处理;和/或
27.当码头出现转运或临时存放的集装箱时,在某一类锁销引导处理结束后,所述码垛存储单元还存储有该类锁销,则需要将所述码垛存储单元内的该类锁销清空,恢复至初始化状态。
28.本发明所提供的引导锁销分类存储、上下料取放的控制系统及方法的有益效果:
29.1、本发明所提供的引导锁销分类存储、上下料取放的控制系统及方法,通过对锁销类型和数量双重确认,实时调整卸下锁销的去向和安装锁销的来源,实现快速响应及精确控制,从而提高集装箱锁销拆装平台的自动化率;
30.2、本发明所提供的引导锁销分类存储、上下料取放的控制系统及方法,在机器人系统末端轴上配置视觉识别装置进行拍照识别,并配置pc端主机与码头管理系统进行信息交互,配置hmi触控屏用于本地控制和反馈锁销实时存储情况,配置伺服行车对锁销进行分类存储或与控制上下料装置进行交互作业以及plc控制器相结合对预拆装锁销的数量和种类进行计算和判断,对码垛存储单元内的锁销种类和数量进行记录和分配存储位置,整体可靠性高,优化引导策略,极大提升锁销拆装平台的自动化率。
附图说明
31.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
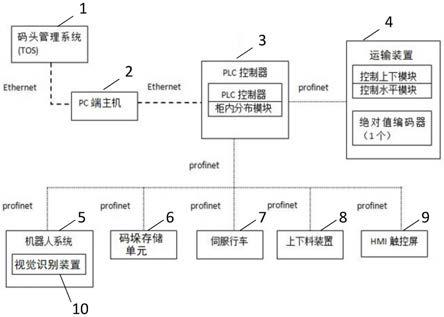
32.图1为本发明的引导锁销分类存储、上下料取放的控制系统的控制原理图;
33.图2为本发明的引导锁销分类存储、上下料取放的控制系统的机械布置图;其中(a)为主视图,(b)为左视图,(c)为俯视图;
34.其中,1、码头管理系统,2、pc端主机,3、plc控制器,4、运输装置,5、机器人系统,6、码垛存储单元,7、伺服行车,8、上下料装置,9、hmi触控屏,10、视觉识别装置,11、集装箱,12电控柜。
具体实施方式
35.为了能更好地理解本发明的上述技术方案,下面结合实施例进一步说明本发明的技术方案。
36.在码头运输过程中,为保证运输安全,集装箱11在装船时需要装配锁销,卸船时需要将锁销从集装箱11上卸下;而在锁销拆装平台作业过程中,需要锁销拆卸和安装模式经常切换,比如将拆卸下的锁销直接通过上下料装置8扔掉,或存储起来用于后续锁销装载,又或者通过上下料装置8补充相应类型的锁销,上述过程中均需要对作业过程中的锁销进行有效引导,才能提高锁销拆装平台自动化率。
37.结合图1、图2中(a)、(b)、(c)所示,本发明所提供的引导锁销分类存储、上下料取放的控制系统,包括:码头管理系统1(tos)、引导系统、机器人系统5、上下料装置8、运输单元、码垛存储单元6;其中码头管理系统1实时获取码头作业信息,并将需要卸下和装载的集
装箱11信息(比如集装箱11类型和数量)以及对应的锁销信息(锁销类型和数量)传递给引导系统;引导系统根据码头管理系统1传递的信息对锁销来源与去向做出引导处理,该引导系统控制机器人系统5、上下料装置8、运输单元、码垛存储单元6对锁销进行拆装、分类存储、上下料取放作业。通过上述各部分配合,本发明的引导锁销分类存储、上下料取放的控制系统能实时调整拆卸锁销的去向以及预装载锁销的来源,实现快速响应和精确控制,提高锁销拆装平台的自动化率。
38.结合图1所示,引导系统包括pc端主机2和plc控制器3;pc端主机2用于接收码头管理系统1传递的信息,并对需要卸下和装载的锁销进行分类计算,然后对装载锁销的来源和卸下锁销的去向做出引导判断,并将引导判断结果传递给plc控制器3;plc控制器3根据pc端主机2传递的信息控制机器人系统5对锁销进行拆装,利用运输单元将卸下的锁销送入码垛存储单元6进行分类存储,或控制上下料装置8对锁销进行上下料取放作业。
39.结合图1、图2中(a)、(b)、(c)所示,运输单元包括运输装置4和伺服行车7;运输装置4用于将机器人系统5卸下的锁销运输至码垛存储单元6的交换区,其中plc控制器3依靠运输装置4内置的绝对值编码器计算运输装置4的位置,并通过控制上下模块和控制水平模块对运输装置4的移动进行控制;伺服行车7将交换区的锁销进行分类存储或通过上下料装置8进行上下料取放作业。
40.结合图1、图2中(a)、(b)、(c)所示,在一个具体的实施例中,引导锁销分类存储、上下料取放的控制系统还包括视觉识别装置10和hmi触控屏9;视觉识别装置10安装在机器人系统5的末端轴上,用于对锁销进行拍照识别,其中在进一步优选方案中,视觉识别装置10采用双目视觉相机;hmi触控屏9用于人工手动操作,当视觉识别装置10识别出的锁销信息与码头管理系统1给出的锁销信息不一致时,人工通过hmi触控屏9确认锁销类型,hmi触控屏9将结果反馈给码头管理系统1和引导系统;通过上述对锁销类型和数量的双重确认,可靠性更高,进一步优化引导策略,极大的提升锁销拆装平台自动化率。
41.结合图2中(a)、(b)、(c)所示,码垛存储单元6可通过plc控制器3划分为多个垛区,用于将同类型的锁销存放在同一垛区,便于pc端主机2统计同一类锁销的数量、存储位置,更好的引导锁销进行分类存储、上下料取放作业。
42.结合图1所示,上述的引导锁销分类存储、上下料取放的控制系统中,码头管理系统1、引导系统、机器人系统5、上下料装置8、运输单元、码垛存储单元6之间的通讯采用总线形式连接,比如ethernet和profinet;结合图2中(a)、(b)、(c)所示,引导锁销分类存储、上下料取放的控制系统的开关、保护电器和辅助设备等设置在电控柜12中。
43.结合图1、图2中(a)、(b)、(c)所示,本发明还提供一种引导锁销分类存储、上下料取放的控制方法,采用上述的引导锁销分类存储、上下料取放的控制系统,包括以下步骤:锁销拆装平台启动后,码头管理系统1与引导系统建立通讯,码头管理系统1将本次作业需要卸下和装载的集装箱11信息以及对应的锁销信息传递给引导系统;然后引导系统对锁销进行分类计算,判断每一类锁销的来源和去向并做出引导处理,该引导系统控制机器人系统5、上下料装置8、运输单元、码垛存储单元6对锁销进行拆装、分类存储、上下料取放作业。
44.本发明的引导锁销分类存储、上下料取放的控制方法具体过程如下:
45.(1)锁销拆装平台启动后,引导锁销分类存储、上下料取放的控制系统进入初始化状态,此时锁销拆装平台首次为拆锁模式,各个工位上放置锁销的托盘均没有锁销,码垛存
储单元6的托盘内也没有锁销(每次作业结束后,若码垛存储单元6还有未使用上的锁销,引导锁销分类存储、上下料取放的控制系统也会通过设备清空模式将码垛存储单元6清空),码头管理系统1与引导系统(pc端主机2)建立通讯后,引导锁销分类存储、上下料取放的控制系统处于待机准备状态。然后当码头管理系统1将船上本次作业需要卸下和装载的集装箱11的尺寸、数量等信息以及对应的锁销类型发送给引导系统(pc端主机2)。
46.(2)引导系统对锁销进行分类计算工序:pc端主机2根据码头管理系统1传递的信息对锁销进行分类(比如将能通用的锁销列为一类,将不能通用的锁销分为三大类),并统计每一类需要卸下和装载的锁销数量(将每一类需要装卸的集装箱11以及对应的锁销数量进行统计,并按类型进行分类计算),根据锁销拆卸平台作业结束时码垛存储单元6内的锁销尽量保证清空状态,避免出现船等锁的情况的原则,将每一类需要卸下和装载的锁销数量与码垛存储单元6内存储的该类锁销的动态数量进行比较计算,最后对每一类与装载锁销的来源和卸下锁销的去向做出引导判断(知道每一类锁销引导处理过程中,有多少锁销需要存储、有多少锁销需要移到上下料装置8进行处理,通常情况下,在卸锁和装锁一个流程结束后,码垛存储区该类锁销的数量为零),然后将引导判断结果传递给plc控制器3;
47.(3)引导处理工序
48.3.1锁销拆装作业,plc控制器3根据引导判断结果控制机器人系统5对需要卸下和装载的锁销进行拆装,并将卸下的锁销转移至运输装置4上;
49.3.2锁销分类存储,plc控制器3利用运输装置4将卸下的锁销转运至码垛存储单元6的交换区,并根据引导判断结果控制伺服行车7将交换区内的锁销进行分类存储;在存储过程中,plc控制器3可根据码垛存储单元6的情况进行规划,将同一类型的锁销存放在某个垛区,并进行累加或累减计数,结合码垛存储单元6区层限位,记录下码垛存储单元6内部存储状态(锁销类型、锁销数量和所在位置),供引导系统计算使用。
50.3.3上下料取放作业,plc控制器3根据引导判断结果引导伺服行车7将卸下的锁销或交换区内的锁销转移至上下料装置8中进行上下料取放作业。
51.3.4锁销类型识别,在码头实际作业中,码头管理系统1给出的锁销信息可能会有偏差,因此采用在锁销拆装作业过程中采用视觉识别装置10进行锁销类型识别,plc控制器3控制机器人系统5上的视觉识别装置10对锁销进行拍照识别,当视觉识别装置10识别的锁销类型与码头管理系统1传递的锁销信息一致时,则继续进行锁销拆装作业;反之,则报告错误,人工通过hmi触控屏9确认锁销类型,并将确认的锁销类型反馈至码头管理系统1和引导系统进行信息更新,随后继续进行锁销拆装作业。
52.3.5在上述引导处理过程中:在对某一类锁销进行引导处理过程中,当该类锁销需要卸下和装载的数量发生变化时,引导系统(pc端主机2)会根据码头管理系统1传递的信息进行更新,重新对该类锁销数量与码垛存储单元6内的当前该类锁销数量进行比较计算,并更新该类锁销的来源与去向,然后继续进行引导处理;当码头出现转运或临时存放的集装箱11时,在某一类锁销引导处理结束后,码垛存储单元6还存储有该类锁销,则需要将码垛存储单元6内的该类锁销清空,恢复至初始化状态。
53.通过上述过程,伺服行车7在plc控制器3的引导下重复进行锁销的分类存储、上下料取放作业。
54.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,
而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1