一种三维膜包装机的制作方法
1.本发明涉及包装机技术领域,具体涉及一种三维膜包装机。
背景技术:
2.三维膜包装机是一种产品包装领域比较通用的辅助包装装置,其使用日益广泛,而随着技术的发展,三维膜包装机的结构和工作性能都在不断的改进和提高,功能也在不断地完善,然而在实际使用过程中,三维膜包装机要想节省成本、提高效率和包装质量,还需等待进一步改进和完善,如三维膜包装机在送膜、送料及包装的过程中,如何更快更稳定更方便地传送物料等。
技术实现要素:
3.本发明的目的是改善传统三维膜包装机的传送及包装方式,提高生产效率,节省成本。
4.根据本发明的一个方面,提供了一种三维膜包装机,包括送料机构、送膜机构、包装成型机构,所述送料机构将待包装物品送入所述包装成型机构;所述送膜机构将三维膜送入所述包装成型机构;所述包装成型机构将三维膜包于成组物品外部,并进行热封出货。
5.所述送料机构包括转向翻身装置和分级补料装置,所述转向翻身装置先后从水平方向和竖直方向旋转待包装物品,所述分级补料装置用于成组连续进料;所述分级补料装置设置于所述转向翻身装置出料处。所述送料机构将待包装物品转向翻身后,传送至所述分级补料装置,此过程无需人工,节省了人力成本;所述分级补料装置实现成组连续进料,提高送料效率。
6.所述送膜机构包括依次设置的检测部件、拉膜部件、切膜部件和送膜部件;所述检测部件检测三维膜标记,所述拉膜部件为三维膜提供张力同时将三维膜送到所述切膜部件,所述切膜部件切分三维膜,所述送膜部件传送所切断的三维膜;所述送膜部件设置于所述送料机构出料处。所述送膜机构各部件拥有独立的动力源,通过伺服机构的指令互相配合运转,省去润滑操作,使更换三维膜规格更加方便。
7.所述包装成型机构包括辅助包装装置、上热封装置和侧热封装置,所述上热封装置设置于所述辅助包装装置上方,所述辅助包装装置将经过上热封装置加热的半包装物品输送至所述侧热封装置。所述包装成型机构将传统的热封装置分成两个步骤,先后通过所述上热封装置和所述侧热封装置,使包装更贴合。
8.本发明所提供的一种三维膜包装机,不同于传统的送料、送膜、包装机构,结构简单,降低企业生产成本,大幅提高生产效率,可按实际需求包装。
9.在一些实施方式中,所述转向翻身装置包括转向区、翻转区和衔接传送区,所述衔接传送区连接所述转向区和所述翻转区;
10.所述转向区水平并列设置第一传送皮带与第二传送皮带,所述第一传送皮带与所述第二传送皮带之间设置转速差;
11.所述翻转区设置缓存带和翻转盘,所述翻转盘竖直平行设置于所述缓存带出口处,所述翻转盘边缘设置翻转仓,所述翻转仓边缘设置防护滚轮;
12.所述衔接传送区两端设置多排滚珠,所述滚珠之间设置传送皮带,作为所述转向区与所述翻转区的过渡传送。
13.所述转向区通过两个不同的传送速度实现物品的自动转向,所述翻转区通过所述翻转仓的旋转实现物品的自动翻转,所述防护滚轮也降低了待包装物品受到的磨损。由此,极大地改善了需要通过人力调整物品朝向的传统技术。
14.进一步的,所述分级补料装置包括补料区和分级区,所述补料区设置于所述转向翻身装置出口处,所述分级区位于所述转向翻身装置出口处左侧,所述分级区末端具有分级挡板;所述补料区位于所述转向翻身装置出口处左侧,所述补料区与所述分级区并列紧靠设置。
15.在所述转向翻身装置出口处右侧设置分级推板,所述分级推板与所述补料区和所述分级区并列;所述补料区包括补料推板、接力推板、分组推板和入料推板;所述补料推板和所述接力推板设置于补料区上方,所述分组推板和所述入料推板设置于所述补料区末端;
16.所述分级区的待包装物品先被所述分级推板推动至所述补料区,接着被所述补料推板向所述接力推板推动,再由所述接力推板继续向所述分组推板推动,然后所述分组推板按需推动成组物料,最后由所述入料推板将成组物品与所述送膜部件传送的三维膜一起推进所述辅助包装装置
17.由此,所述分级补料装置实现多块包装,成组连续进料,提高传送效率。
18.在一些实施方式中,所述拉膜部件包括主动轮、从动轮、偏心轮;常规状态下,所述主动轮与所述从动轮贴紧,所述偏心轮具有手动杆,用于控制所述从动轮与所述主动轮间的距离,由此可以保证送膜张力,同时可根据实际运用情况及时调整。
19.在一些实施方式中,所述切膜部件包括转轮与固定切刀,所述转轮与固定切刀设置于所述拉膜部件出料处两侧;所述转轮具有转轮切刀。当所述转轮切刀随所述转轮旋转至与所述固定切刀相碰时,切割三维膜。
20.在一些实施方式中,所述送膜部件具有两跟平行设置的真空吸附传送带,所述真空吸附传送带中间设置空隙,所述空隙大小允许待包装物品穿过;所述真空吸附传送带在空间上垂直于所述送料机构出口方向。不仅提高传送速度,还使前后的切膜以及包装更加易操作。
21.在一些实施方式中,所述辅助包装装置包括辅助转盘与出料推板,所述辅助转盘与机台可拆卸联接,所述出料推板设置于机台上,运动方向与所述辅助转盘直径方向一致;所述出料推板将物品从所述辅助转盘推出至所述侧热封装置。所述辅助转盘可根据实际使用需求,拆卸调整。
22.所述辅助转盘设置八个入料仓;所述入料仓外部设置防飞滚轮,所述防飞滚轮根部具有扭簧结构;所述入料仓侧壁具有开槽,所述防飞滚轮压向所述开槽;所述入料仓底部具有开口,所述出料推板通过所述开口推动所述入料仓内半包装物品。所述辅助转盘增加工位,由此易于设置所述上热封装置,使热封操作更方便,包装更贴合;同时所述防飞滚轮压住半包装物品,防止其被所述辅助转盘的离心力甩出。
23.在一些实施方式中,所述上热封装置包括左压板、上加热装置和右压板;所述左压板设置于所述入料仓旋转靠近的一侧,所处右压板设置于所述入料仓旋转远离的一侧,所述上加热装置设置于所述入料仓旋转至最高点时的上方位置。由此先热封待包装物品的一侧。
24.在一些实施方式中,所述侧热封装置包括出料区和侧加热装置,所述出料区设置于所述辅助转盘出料处,所述侧加热装置设置于所述出料区末端;所述出料区两侧设置塑型板,所述塑型板设有槽道。由此热封待包装物品两侧。
附图说明
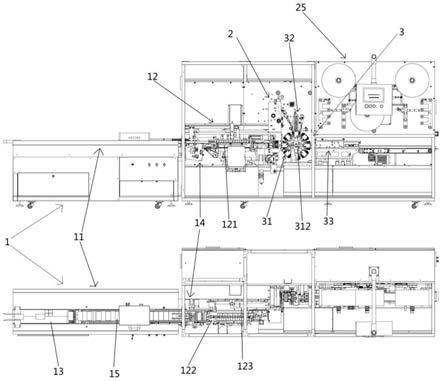
25.图1是本发明的一种实施方式的一种三维膜包装机的结构示意图。
26.图2是本发明的一种实施方式的一种三维膜包装机的转向翻身装置的结构示意图。
27.图3是本发明的一种实施方式的一种三维膜包装机的转向翻身装置的翻转区的局部结构示意图。
28.图4是本发明的一种实施方式的一种三维膜包装机的分级补料装置的结构示意图。
29.图5是本发明的一种实施方式的一种三维膜包装机的送膜机构及包装成型机构的主视图。
30.图6是本发明的一种实施方式的一种三维膜包装机的送膜机构的结构示意图。
31.图7是本发明的一种实施方式的一种三维膜包装机的送膜机构的局部结构示意图。
32.图8是本发明的一种实施方式的一种三维膜包装机的辅助转盘的结构示意图
33.图9是本发明的一种实施方式的一种三维膜包装机的侧热封装置的结构示意图。
具体实施方式
34.下面结合附图说明,对本发明作进一步详细说明。
35.如图1所示的一种三维膜包装机包括送料机构1、送膜机构2和包装成型机构3:送料机构1将待包装物品送入包装成型机构3,送膜机构2将三维膜送入包装成型机构3,包装成型机构3将三维膜包于成组物品外部,并进行热封出货。
36.送料机构1包括转向翻身装置11和分级补料装置12,分级补料装置12设置于转向翻身装置11出料处。
37.如图2所示的转向翻身装置11先后从水平方向和竖直方向旋转待包装物品。转向翻身装置11包括转向区13、翻转区14和衔接传送区15,衔接传送区15连接转向区13和翻转区14:
38.转向区13水平并列设置第一传送皮带131与第二传送皮带132,第一传送皮带131与第二传送皮带132之间存在转速差。当待包装物品进入该区域时,待包装物品两端由于不同的传送速度差形成水平方向上的自转,旋转90
°
后进入衔接传送区15,此区域两端设置多排滚珠151,滚珠151之间设置传送皮带,缓解与转向区13和翻转区14的不同转速差异,同时传送物品。
39.翻转区14设置缓存带141和翻转盘142,缓存带141没有间隙地存放从衔接传送区15传送过来的物品,使单个物品能够作为一个整体完整地进入翻转盘142。如图3所示的翻转区14局部结构示意图,翻转盘142竖直平行设置于缓存带141出口处,翻转盘142边缘设置凹槽143,两个翻转盘142上的凹槽143对应设置,形成翻转仓145。待包装物品从缓存带141进入翻转仓145,通过翻转盘142的旋转,实现自身在竖直方向的转动,旋转至90
°
后正好落在分级补料装置12入口处。凹槽143边角设置防护滚轮144,减少待包装物品旋转时的磨损,同时起到让物品从翻转仓145落在分级补料装置12上的过渡作用。
40.如图4所示的分级补料装置12用于成组连续进料,包括分级区122和补料区123:分级区122设置于转向翻身装置11出口处,分级区122末端具有分级挡板128,挡住分级区122传送带传送过来的物品;补料区123位于转向翻身装置11出口处左侧,补料区123与分级区122并列紧靠设置。
41.在转向翻身装置11出口处右侧设置分级推板121(图1中有图示),分级推板121与补料区123和分级区122并列,分级推板121可将分级区122上物品推送至补料区123。
42.补料区123包括补料推板124、接力推板125、分组推板126和入料推板127。
43.补料推板124和接力推板125设置于补料区123上方,共用同一动力装置。动力装置16设置于分级补料区123机架中部,机架平行于分级区122与补料区123设置,机架两端设置第一齿轮17和第二齿轮18,设置第一传送链171与第一齿轮17啮合,并连接动力装置16;设置第二传送链181与第二齿轮18啮合,并连接动力装置16。第一传送链171上设置第一补料连接杆172,垂直于第一补料连接杆172设置第二补料连接杆173,垂直于第二补料连接杆173设置第三补料连接杆174,第三补料连接杆174与第一补料连接杆172在空间上处于垂直关系,第三补料连接杆174末端设置补料推板124。第二传送链181上设置第一接力连接杆182,垂直于第一接力连接杆182设置第二接力连接杆183,垂直于第二接力连接杆183设置第三接力连接杆184,第三接力连接杆184与第一接力连接杆183在空间上处于垂直关系,第三接力连接杆184末端设置接力推板125。
44.分组推板126和入料推板127设置于补料区123末端,分组推板126运动方向垂直于接力推板125运动方向,入料推板127运动方向与接力推板125运动方向一致。
45.待包装物品经过转向翻身后,先进入分级区122的传送带,当传送至被分级挡板128挡住后,由分级推板121推动当前分级区122物品进入补料区123,接着物品被补料推板124推向接力推板125,再由接力推板125继续向分级区122出料处推动物品,然后分组推板126按需推动物品,自动将待包装物品分组,最后由入料推板127将该分组物品与送膜部件24传送的三维膜一起推进辅助包装装置31。
46.如图6所示的送膜机构2包括依次设置的检测部件21、拉膜部件22、切膜部件23和送膜部件24,送膜部件24设置于送料机构1出料处。还包括膜卷装置25(图1中有图示),膜卷装置25为送膜机构2提供三维膜。
47.检测部件21使用色标传感器检测三维膜上标记,检测完毕后,三维膜通过过渡转轮231211向下送膜。
48.拉膜部件22为三维膜提供张力,同时将三维膜拉到切膜部件23。如图7所示的送膜机构2局部结构示意图,拉膜部件22包括主动轮221、从动轮222、偏心轮223和从动板225;从动板225连接偏心轮223与从动轮222,常规状态下,从动轮222贴紧主动轮221,偏心轮223较
短半径贴紧从动板225,主动轮221和从动轮222的旋转带动二者之间的三维膜向切膜部件23传送。
49.偏心轮223上设置手动杆224,控制从动轮222与主动轮221之间的距离。当偏心轮223随着手动杆224转动时,半径逐渐增大,将从动板225逐渐推远,从动轮222由此跟着从动板225一起远离主动轮221,夹在主动轮221与从动轮222之间的三维膜就此松弛,不再向切膜部件23拉膜。
50.切膜部件23包括转轮231与固定切刀233,转轮231与固定切刀233设置于拉膜部件22出料处两侧;转轮231具有转轮切刀232,转轮切刀232随转轮231旋转至与固定切刀233相碰时,切割三维膜。
51.送膜部件24具有两根平行设置的真空吸附传送带242,两根真空吸附传送带242之间设置空隙241,空隙241大小允许待包装物品穿过;真空吸附传送带242在空间上垂直于送料机构1出口方向。被切断的三维膜通过真空吸附传送带242传送至送料机构1出料处,由送料机构1中的入料推板127将待包装物品推入此三维膜,三维膜就此半包住物品一起被推入辅助包装装置31。
52.如图5所示的包装成型机构3包括辅助包装装置31、上热封装置32和侧热封装置33,辅助包装装置31接收送膜机构2和送料机构1送来的物料,上热封装置32设置于辅助包装装置31上方,辅助包装装置31将经过上热封装置32加热的半包装物品输送至侧热封装置33
53.辅助包装装置31包括辅助转盘311与出料推板312,辅助转盘311与机台可拆卸联接,出料推板312(图1中有图示)设置于机台上,运动方向与辅助转盘311直径方向一致。如图8所示的辅助转盘311具有八个入料仓313,每个入料仓313内部为长方体空间,包括两个平行的第一侧壁317和两个平行的第二侧壁318,第一侧壁317与辅助转盘311在空间上属于平行关系,第一侧壁317与第二侧壁318互相垂直。第二侧壁318设置防飞滚轮314,防飞滚轮314根部具有扭簧结构,第二侧壁318具有开槽315,扭簧结构使得防飞滚轮314可以压向开槽315,从而压住入料仓313内物料,防止物料因为辅助转盘311的旋转离心力被迫出仓。入料仓313底部具有开口316,当入料仓313运动至出料推板312运动轨迹上时,出料推板312可以穿过开口316,推动入料仓313内物料进入侧热封装置33。
54.上热封装置32(图5中有图示)包括左压板321、上加热装置322和右压板323;左压板321设置于入料仓313旋转靠近的一侧,所处右压板323设置于入料仓313旋转远离的一侧,上加热装置322设置于入料仓313旋转至最高点时的上方位置。当某入料仓313装着物料旋转至最高点时,辅助转盘311进入短暂停留,此时右压板323向入料仓313口压住一侧三维膜,左压板321向入料仓313口压住对面一侧三维膜,由上加热装置322对当前封口处加热,上热封操作结束后,辅助转盘311继续旋转。
55.如图9所示的侧热封装置33包括出料区331和侧加热装置333,出料区331设置于辅助转盘311出料处,接收刚进行过上热封操作的半包装物品。出料区331两侧设置塑型板332,塑型板332设有槽道334。半包装物品进入出料区331,随着传送带向侧加热装置333运动,在这过程中,未贴合的侧边三维膜根据槽道334走向自动向物品贴合。侧加热装置333设置于出料区331末端,对经过槽道334包装完毕的物品进行最后的侧热封操作。
56.综上,本发明在现有技术的基础上,调整传送结构,引进真空吸附机制,增加包装
工位,改善热封操作,大大节省了人力成本,增强了机器的稳定性,提高了生产效率。
57.以上所述仅是本发明的一种实施方式,应当指出,对于本领域普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干相似的变形和改进,这些也应视为本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1