型材锯切用上料装置的制作方法
:
1.本实用新型涉及型材锯切技术领域,具体涉及型材锯切用上料装置。
背景技术:
2.锯切是门窗生产中必不可少的工序,主要用于型材的45
°
斜切和/或90
°
垂直切。现有型材锯切设备有小型切割机和大型锯切加工中心两种,小型切割机主要适用于现场施工或少量的生产,而大型锯切加工中心适用于批量生产。锯切加工中心主要包括上料机构、锯切机构和卸料机构,整个生产以机械化为主,显著提高型材锯切加工效率。现有锯切加工中心的上料机构虽然能够实现对型材的自动上料,但实际使用中存在一些不足,一是型材上料速度有待进一步提高,主要原因在于对型材夹紧定位设计不合理;二是机械手夹持动作不可调,而型材的设计是多种多样的,有时候需要夹持不同的端面,但由于现有机械手夹持动作不可调,因此只能逐一调整型材的上料方式,这样就增加了上料的工作量,降低了上料速度。
3.需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现要素:
4.本实用新型的目的在于解决现有技术所存在的问题,提供了型材锯切用上料装置,具有结构设计合理、上料速度快、能够适用于多种型材上料等优点。
5.本实用新型通过采取以下技术方案实现上述目的:
6.型材锯切用上料装置,包括机架,所述机架上设有相互配合工作的纵向输送机构、定位夹紧机构和夹持进给机构,所述定位夹紧机构包括设置在机架上的底座,所述底座上设有竖向滑块,所述竖向滑块上设有竖向滑轨,所述竖向滑轨上设有升降横梁,所述底座与所述升降横梁之间竖向设有驱动气缸,所述升降横梁上间隔设有多个定位夹紧单元,所述定位夹紧单元包括固定板,所述固定板上纵向设有托料辊,所述固定板上纵向设有纵向滑块,所述纵向滑块上设有纵向滑轨,所述纵向滑轨上设有移动板,所述固定板与所述移动板之间设有纵向夹紧气缸,所述固定板上竖向设有定位辊,所述移动板上竖向设有与所述定位辊配合的夹紧辊,所述夹紧辊高度大于所述托料辊高度,所述夹紧辊高度小于所述定位辊高度。
7.所述升降横梁上间隔设有多个竖向夹紧单元,所述竖向夹紧单元包括安装座,所述安装座上竖向设有竖向夹紧气缸,所述竖向夹紧气缸上设有定板,所述定板上铰接有压板,所述定板上铰接有夹紧调节气缸,所述夹紧调节气缸与所述压板铰接连接。
8.所述纵向输送机构包括沿机架长度方向间隔设置的多个输送单元,多个输送单元通过传动轴和/或联轴器连接,所述传动轴连接有输送电机,所述输送单元包括间隔设置的两带轮,两所述带轮之间设有输送带,所述输送带上均匀间隔设有多个限位凸起,所述传动轴与所述带轮连接。
9.所述夹持进给机构包括三平动一转动单元,所述三平动一转动单元末端设有夹持
单元。
10.所述三平动一转动单元包括x向进给导轨,所述x向进给导轨上设有x向移动座,所述x向移动座上设有x向进给电机,所述x向进给电机上设有x向进给齿轮,所述x向进给齿轮与设置在机架上的x向进给齿条啮合,所述x向移动座上设有y向滑块,所述y向滑块上设有y向导轨,所述y向导轨上设有y向移动座,所述x向移动座上设有y向电机,所述y向电机通过y向丝杠与y向移动座连接,所述y向移动座上竖向设有z向导轨,所述z向导轨上设有z向移动座,所述y向移动座上设有z向电机,所述z向电机通过z向丝杠与z向移动座连接,所述z向移动座上设有伺服电机,所述伺服电机连接主动同步带轮,所述主动同步带轮通过同步带与设置在夹持单元上的从动同步带轮连接。
11.所述夹持单元包括外管,所述外管通过轴承安装在所述z向移动座上,所述外管上设有所述从动同步带轮,所述外管前端设有机械手安装座,所述机械手安装座上设有定爪和动爪,所述动爪转动设置在所述机械手安装座上,所述外管内设有驱动杆,所述驱动杆一端与夹持驱动气缸转动连接,另一端铰接有连杆,所述连杆与所述动爪转动连接,所述夹持驱动气缸设置在z向移动座。
12.本实用新型采用上述结构,能够带来如下有益效果:
13.(1)通过设计定位夹紧机构可以实现对型材的快速精确定位,有利于机械手准确快速夹持;(2)通过设计三平动一转动机构能够实现进给的同时还能够调整机械手的夹持姿势,可以实现对型材不同端面的夹持。
附图说明:
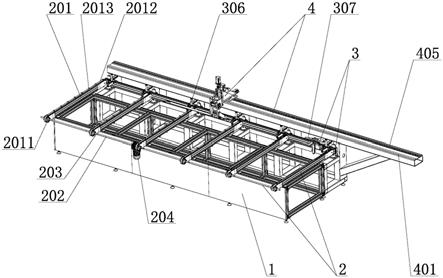
14.图1为本实用新型上料装置的结构示意图;
15.图2为本实用新型定位夹紧机构的主视图;
16.图3为本实用新型定位夹紧机构的俯视图;
17.图4为本实用新型夹持进给机构的结构示意图;
18.图5为本实用新型夹持进给机构另一视角的结构示意图;
19.图中,1、机架,2、纵向输送机构,201、输送单元,2011、带轮,2012、输送带,2013、限位凸起,202、传动轴,203、联轴器,204、输送电机,3、定位夹紧机构,301、底座,302、竖向滑块,303、竖向滑轨,304、升降横梁,305、驱动气缸,306、定位夹紧单元,3061、固定板,3062、托料辊,3063、纵向滑块,3064、纵向滑轨,3065、移动板,3066、纵向夹紧气缸,3067、定位辊,3068、夹紧辊,307、竖向夹紧单元,3071、安装座,3072、竖向夹紧气缸,3073、顶板,3074、压板,3075、夹紧调节气缸,4、夹持进给机构,401、x向进给导轨,402、x向移动座,403、x向进给电机,404、x向进给齿轮,405、x向进给齿条,406、y向滑块,407、y向导轨,408、y向移动座,409、y向电机,410、y向丝杠,411、z向导轨,412、z向移动座,413、z向电机,414、z向丝杠,415、伺服电机,416、主动同步带轮,417、同步带,418、从动同步带轮,419、外管,420、轴承,421、机械手安装座,422、定爪,423、动爪,424、驱动杆,425、夹持驱动气缸,426、连杆。
具体实施方式:
20.为了更清楚的阐释本实用新型的整体构思,下面结合说明书附图以示例的方式进行详细说明。
21.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
22.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
23.此外,术语“x向”、“y向”、“z向”、“横向”、“纵向”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的位置。
24.在本实用新型中,除非另有明确的规定和限定,术语“设有”、“设置”、“连接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
25.如图1
‑
5所示,型材锯切用上料装置,包括机架1,所述机架1上设有相互配合工作的纵向输送机构2、定位夹紧机构3和夹持进给机构4,所述定位夹紧机构3包括设置在机架1上的底座301,所述底座301上设有竖向滑块302,所述竖向滑块302上设有竖向滑轨303,所述竖向滑轨303上设有升降横梁304,所述底座301与所述升降横梁304之间竖向设有驱动气缸305,所述升降横梁304上间隔设有多个定位夹紧单元306,所述定位夹紧单元306包括固定板3061,所述固定板3061上纵向设有托料辊3062,所述固定板3061上纵向设有纵向滑块3063,所述纵向滑块3063上设有纵向滑轨3064,所述纵向滑轨3064上设有移动板3065,所述固定板3061与所述移动板3065之间设有纵向夹紧气缸3066,所述固定板3061上竖向设有定位辊3067,所述移动板3065上竖向设有与所述定位辊3067配合的夹紧辊3068,所述夹紧辊3068高度大于所述托料辊3062高度,所述夹紧辊3068高度小于所述定位辊3067高度。通过设计纵向输送机构2、定位夹紧机构3和夹持进给机构4,实现型材的机械化上料,上料速度、效率高,通过设计定位夹紧机构3可以实现对型材的快速精确定位,有利于机械手准确、快速夹持型材。
26.所述升降横梁304上间隔设有多个竖向夹紧单元307,所述竖向夹紧单元307包括安装座3071,所述安装座3071上竖向设有竖向夹紧气缸3072,所述竖向夹紧气缸3072上设有定板3073,所述定板3073上铰接有压板3074,所述定板3073上铰接有夹紧调节气缸3075,所述夹紧调节气缸3075与所述压板3074铰接连接。通过竖向夹紧单元307进一步确保对型材定位的可靠。
27.所述纵向输送机构2包括沿机架1长度方向间隔设置的多个输送单元201,多个输送单元201通过传动轴202和/或联轴器203连接,所述传动轴202连接有输送电机204,所述输送单元201包括间隔设置的两带轮2011,两所述带轮2011之间设有输送带2012,所述输送带2012上均匀间隔设有多个限位凸起2013,所述传动轴202与所述带轮2011连接。通过设计纵向输送机构2可以快速高效的将型材逐一进行上料。
28.所述夹持进给机构4包括三平动一转动单元,所述三平动一转动单元末端设有夹持单元。
29.所述三平动一转动单元包括x向进给导轨401,所述x向进给导轨401上设有x向移动座402,所述x向移动座402上设有x向进给电机403,所述x向进给电机403上设有x向进给齿轮404,所述x向进给齿轮404与设置在机架1上的x向进给齿条405啮合,所述x向移动座
402上设有y向滑块406,所述y向滑块406上设有y向导轨407,所述y向导轨407上设有y向移动座408,所述x向移动座402上设有y向电机409,所述y向电机409通过y向丝杠410与y向移动座408连接,所述y向移动座408上竖向设有z向导轨411,所述z向导轨411上设有z向移动座412,所述y向移动座408上设有z向电机413,所述z向电机413通过z向丝杠414与z向移动座412连接,所述z向移动座412上设有伺服电机415,所述伺服电机415连接主动同步带轮416,所述主动同步带轮416通过同步带417与设置在夹持单元上的从动同步带轮418连接。通过设计三平动一转动机构能够实现进给的同时还能够调整机械手的夹持姿势,可以实现对型材不同端面的夹持。
30.所述夹持单元包括外管419,所述外管419通过轴承420安装在所述z向移动座412上,所述外管419上设有所述从动同步带轮418,所述外管419前端设有机械手安装座421,所述机械手安装座421上设有定爪422和动爪423,所述动爪423转动设置在所述机械手安装座421上,所述外管419内设有驱动杆424,所述驱动杆424一端与夹持驱动气缸425转动连接,另一端铰接有连杆426,所述连杆426与所述动爪423转动连接,所述夹持驱动气缸425设置在z向移动座412。通过夹持驱动气缸4025、驱动杆4024和连杆426实现驱动动爪423与定爪422闭合或张开,进而实现夹持型材和松开型材。
31.本实用新型上料装置的工作过程:
32.首先将型材逐一放置在输送带2012上,输送电机204通过传动轴202、带轮2011带动输送带2012旋转,进而将型材输送至定位夹紧机构3处,型材未到达定位夹紧机构3之前驱动气缸305将升降横梁304下降(此时托料辊3062低于输送带2012,定位辊3067高于输送带2012,纵向驱动气缸305驱动夹紧辊3068远离定位辊3067),当型材输送至定位辊3067处时,驱动气缸305将升降横梁304升起,托料辊3062将型材托起,然后纵向夹紧气缸3066动作夹紧辊3068与定位辊3067配合将型材限位,然后夹紧调节气缸3075动作驱动压板3074旋转,然后竖向夹紧气缸3072动作带动压板3074将型材压紧,然后三平动一转单元调整动爪423和定爪422的位置,调整好位置后,夹持驱动气缸425动作驱动动爪423旋转将型材夹紧(压板3074复位),然后x向进给电机403通过x向进给齿轮404和x向进给齿条405驱动型材进给上料。
33.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
34.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1