电容铝壳输送机构的制作方法
1.本实用新型属于电容加工设备技术领域,尤其涉及一种电容铝壳输送机构。
背景技术:
2.电容,电容量的简称,是电子设备中大量使用的电子元件之一,广泛应用于隔直、耦合、旁路、滤波、调谐回路、能量转换、控制电路等方面。
3.电容的主要结构包括铝外壳、素子和胶塞,素子设置有铝外壳的内部,胶塞固定于铝外壳内并位于素子的一侧,素子上固定有两根引脚,两根引脚穿过胶塞并延伸至铝外壳的内部。通常情况下,铝外壳、素子和胶塞生产出来后需要经过电容铝壳输送机构进行组装。
4.现有的电容铝壳输送机构主要包括胶塞振动上料机构、素子振动上料机构、铝壳振动上料机构和输送盘,胶塞振动上料机构、素子振动上料机构和铝壳振动上料机构均设置有振动盘。组装时,胶塞振动上料机构对胶塞进行振动上料,并对胶塞的角度进行调节后输送至输送盘上,输送盘将胶塞输送至素子振动上料机构的下方,素子振动上料机构对素子进行振动上料后将素子和胶塞进行组装,并由输送盘输送至铝壳振动上料机构,铝壳振动上料机构对铝壳进行振动上料,并将组装后的素子和胶塞安装于铝壳的内部。
5.由于铝壳振动上料机构在对铝壳与胶塞和素子进行组装时,由于铝壳与素子和胶塞之间存在位置偏差,常常使得胶塞和素子不能对准铝壳进行安装,容易导致胶塞和素子的结构遭到破坏,导致电容的成品率降低。
技术实现要素:
6.本实用新型的目的在于提供一种电容电容铝壳输送机构,旨在解决现有技术中的电容铝壳输送机构在组装铝壳的过程中,容易破坏素子和胶塞的结构,导致电容的成型率降低的技术问题。
7.为实现上述目的,本实用新型实施例提供的一种电容铝壳输送机构,包括垫纸输送架、铝壳输送道和垫纸裁切组件,所述垫纸输送架上固定有垫纸输送道,所述垫纸裁切组件包括支架板和裁切刀,所述支架板滑动连接于所述垫纸输送架的表面,所述裁切刀固定于所述支架板上并位于所述垫纸输送道的输出端的一侧,所述铝壳输送道位于所述裁切刀的下方。
8.可选地,所述电容铝壳输送机构还包括铝壳检测组件,所述铝壳检测组件包括壳体探测棒、接近开关和铝壳检测固定架,所述铝壳检测固定架固定于所述垫纸输送架上,所述接近开关和所述壳体探测棒均固定于所述铝壳检测固定架上并位于所述铝壳输送道的上方,所述壳体探测棒用于对壳体的朝向进行检测。
9.可选地,所述检测组件还包括升降轴,所述垫纸输送架上设置有升降座,所述升降轴滑动连接于所述升降座的内部,所述铝壳检测固定架固定于所述升降轴上。
10.可选地,所述裁切组件还包括切刀压头、压头连接臂和按压板,所述按压板固定于
所述支架板的顶部并位于所述垫纸输送架的上方,所述压头连接臂固定于所述升降轴上,所述切刀压头固定于所述压头连接臂上并位于所述按压板的上方。
11.可选地,所述裁切组件还包括切刀复位弹簧,所述切刀复位弹簧安装于所述按压板和所述垫纸输送架的顶面之间。
12.可选地,所述电容铝壳输送机构还包括垫纸按压组件,所述垫纸按压组件包括按压气缸和吸嘴压杆,所述按压气缸固定于所述垫纸输送架上,所述吸嘴压杆固定于所述按压气缸的驱动端上并位于所述裁切刀的一侧,所述吸嘴压杆的内部设置有吸气孔。
13.可选地,所述垫纸按压组件还包括滑轨、滑块和连接杆,所述滑轨竖直固定于所述垫纸输送道上,所述滑块滑动连接于所述滑轨的表面,所述连接杆的两端分别固定于所述滑块和所述按压气缸的驱动端上,调节板固定于所述滑块上,所述吸嘴压杆固定于所述滑块上。
14.可选地,所述电容铝壳输送机构还包括垫纸检测组件,所述垫纸检测组件包括限位板和垫纸检测杆,所述限位板固定于所述垫纸输送架上,所述垫纸检测杆固定于所述限位板上并位于所述铝壳输送道的上方。
15.可选地,所述电容铝壳输送机构还包括垫纸输送组件,所述垫纸输送组件包括纸盘和若干导纸轮,所述纸盘位于所述垫纸输送架的下方,各所述导纸轮均固定于所述垫纸输送架上。
16.可选地,所述垫纸输送组件还包括压纸杆和压纸轮,所述压纸杆转动连接于所述垫纸输送架上并位于所述垫纸输送道的上方,所述压纸轮转动连接于所述压纸杆的端部并与所述压纸杆转动连接。
17.本实用新型实施例提供的电容铝壳输送机构中的上述一个或多个技术方案至少具有如下技术效果之一:该电容铝壳输送机构包括垫纸输送架、铝壳输送道和垫纸裁切组件,垫纸裁切组件包括支架板和裁切刀,支架板滑动连接于垫纸输送架的表面,可实现纸板架的升降,裁切刀固定于支架板上,垫纸输送架上固定有垫纸输送道,垫纸输送道可用于输送条形垫纸,安装时,垫纸输送架和铝壳输送道均固定于电容组立机的机架上,铝壳位于垫纸输送架上进行输送,垫纸位于垫纸输送道内朝裁切刀的方向进行输送,当铝壳输送至裁切刀的下方时,支架板向下滑动带动裁切刀运动对垫纸进行裁切,以使铝壳内部垫上垫纸,当通过该垫有垫纸的铝壳与素子和胶塞进行组装时,可有效对素子和胶塞的结构进行保护,使得电容组装的成品率显著提升。
附图说明
18.图1为本实用新型实施例提供的电容组立机的结构示意图。
19.图2为本实用新型实施例提供的电容组立机的转动盘和拨料剔除机构的结构示意图。
20.图3为本实用新型实施例提供的电容组立机的素子组装装置的结构示意图。
21.图4为本实用新型实施例提供的电容组立机的素子夹持组件的结构示意图。
22.图5为本实用新型实施例提供的电容组立机的拉脚压合机构的结构示意图。
23.图6为本实用新型实施例提供的电容组立机的拉脚压合机构的另一结构示意图。
24.图7为本实用新型实施例提供的电容组立机的铝壳组装机构的结构示意图。
25.图8为本实用新型实施例提供的电容组立机的第一翻转夹的结构示意图。
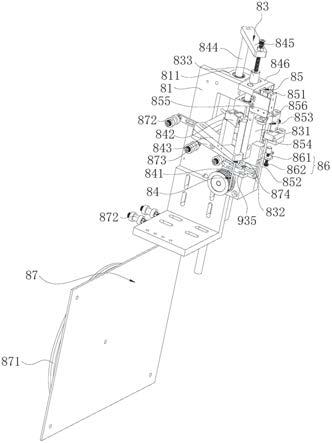
26.图9为本实用新型实施例提供的电容组立机的铝壳输送机构的结构示意图。
具体实施方式
27.在本实用新型的一个实施例中,提供一种电容组立机,包括机架10、以及固定于所述机架10上的转动盘20、素子组装装置70和铝壳组装机构40,所述素子组装装置70包括素子组装机构50和胶塞检测组件30,所述转动盘20转动连接于所述机架10的表面,所述转盘的圆周方向依序设置有胶塞检测位21、素子组装位22和出料位23;所述素子组装机构50位于所述素子组装位22的一侧并用于将素子的引脚插入胶塞内部;所述铝壳组装机构40位于所述出料位23 的一侧并用于将铝壳套于素子和胶塞的表面;所述胶塞检测组件30位于所述胶塞检测位21的一侧并用于对胶塞的正反两面进行检测,且所述胶塞检测机构检测到胶塞的凸台时,所述素子组装机构50将不对该胶塞与素子进行组装。
28.具体的,该电容组立机包括机架10、转动盘20、素子组装机构50和铝壳组装机构40,转动盘20转动连接于所述机架10的表面,所述转盘的圆周方向设置有素子组装位22和出料位23,工作时,胶塞安装于转动盘20的周侧,当转盘转动带动胶塞运动素子组装位22时,素子组装机构50启动带动素子运动,并将素子的两根引脚插入胶塞的孔内,实现素子和胶塞的组装,组装后的素子和胶塞经过转动盘20进一步运输至出料位23上,铝壳组装机构40可将出料位 23上的素子和胶塞安装于铝壳内,通过以上过程可实现电容的组装,由于该点容组立机还包括胶塞检测组件30,转动盘20的周侧设置有胶塞检测位21,组装胶塞和素子前,胶塞需经过胶塞检测组件30对胶塞朝上的一面是否设置凸台,若检测到胶塞朝上的一面具有凸台,则该胶塞输送至素子组装位22时,素子组装机构50不对胶塞和素子进行组装,通过以上结构,可使得电容组立机组装带凸台胶塞的电容的成品率显著提升。
29.在本实用新型的另一个实施例中,所述电容组立机还包括拨料剔除机构60,所述拨料剔除机构60包括轨道座61、检测架62和拨杆63,所述转盘的圆周方向还设置有引脚检测位24和剔除位25,所述引脚检测位24和所述剔除位25位于所述素子组装位22和所述出料位23之间,所述轨道座61固定于所述机架10 的表面,所述拨杆63转动连接于所述轨道座61上并朝所述剔除位25的方向延伸,所述检测架62固定于所述轨道座61上并位于所述引脚检测位24的上方。
30.具体地,胶塞和素子经过素子组装机构50组装后又转盘运输至运检测位中,检测架62将对运输过来的物料是否具有引脚进行检测,若检测到物料不具备引脚,则说明胶塞在经过素子组装位22时,素子组装机构50并未对胶塞和素子进行组装,则当物料进一步运输至剔除位25时,拨杆63转动,将位于剔除位 25的物料进行剔除。
31.本实施例中,进一步地,所述转动盘20的圆周方向上还设置有预压位26 和压合位27,所述预压位26和所述压合位27分别位于所述剔除位25和所述出料位23之间。具体地,组装后的素子和胶塞可通过预压位26先进行预压,再经过压合位27时进行压紧。
32.在本实用新型的另一个实施例中,所述拨料剔除机构60还包括磁铁固定板 64、电磁铁、剔除拉杆65和剔除转轴66,所述轨道座61的顶部上固定有转轴固定座611,所述转轴转动连接于所述转轴固定座611内,所述拨杆63固定于所述转轴上,所述电磁铁固定于所述轨道座61的一侧,所述剔除拉杆65的一端位于所述电磁铁的上方,所述剔除拉杆65的另一
端与所述转轴固定连接。具体地,当检测架62检测到物料不合格时,电磁铁通电,对剔除拉杆65吸引并带动剔除拉杆65和剔除转轴66转动,最终带动拨杆63转动,将不合格的物料剔除。
33.在本实用新型的另一个实施例中,所述检测架62包括连接架621和引脚检测件622,所述连接架621固定于所述轨道座61上并朝所述引脚检测位24的方向延伸,所述引脚检测件622固定于所述连接架621上。具体地,引脚检测件 622用于对物料的引脚进行检测,引脚检测件622通过连接架621实现与轨道座 61的固定。
34.在本实用新型的另一个实施例中,所述拨料剔除机构60还包括出料道67,所述出料道67包括出料板671、顶板672和相对设置的两块侧挡板673,所述出料板671倾斜固定于所述机架10上并位于所述剔除位25的下方,两块所述侧挡板673分别固定于所述出料板671的两侧,所述位于两块所述侧挡板673 之间,所述出料板671靠近所述剔除位25的一端设置有挡料板674。具体地,通过出料道67的设置可方便对不合格的物料进行收集,避免造成资源浪费。
35.在本实用新型的另一个实施例中,所述铝壳组装机构40包括翻转座41、第一翻转夹42和第二翻转夹43,所述翻转座41固定于所述机架10的表面,所述第一翻转夹42转动连接于所述翻转座41上并位于所述出料位23的一侧,所述第二翻转夹43转动连接于所述翻转座41上并位于所述第一翻转夹42的下方。
36.具体地,铝壳由电容组立机输送至第二翻转夹43的一侧;当组装后的素子和胶塞运输至出料位23的一侧时,第一翻转夹42转动并对位于出料位23上的物料进行夹取,第一翻转夹42夹取物料后朝第二翻转夹43的方向转动,与此同时,第二翻转夹43转动对第一翻转夹42上的物料进行夹取,第二翻转夹43 夹取素子和胶塞后,将带动素子和胶塞转动并安装于铝壳的内部,最终实现电容的组装。
37.在本实用新型的另一个实施例中,所述铝壳组装机构40还包括传动组件44,所述传动组件44包括齿条441、双齿轮442和半齿轮,所述双齿轮442和所述半齿轮传动连接并均转动连接于所述翻转座41上,所述第一翻转夹42固定于所述半齿轮上,所述第二翻转夹43固定于所述双齿轮442上,所述半齿轮位于所述双齿轮442的一侧并与所述双齿轮442传动连接。
38.具体地,铝壳组装机构40工作时,点容组立机的驱动源驱动齿747齿条441 升降,齿条441升降时带动双齿轮442转动,双齿轮442转动时可带动第二翻转夹43翻转,并带动半齿轮转动,半齿轮转动带动第一翻转夹42翻转,最终实现第一翻转夹42和第二翻转夹43的同步运动,实现素子和胶塞与铝壳之间的安装。
39.在本实用新型的另一个实施例中,所述铝壳组装机构40还包括结构相同的两组推杆组件45,两组所述推杆组件45均包括摇杆451、推杆452和夹座453,所述夹座453固定于所述翻转座41上,所述第一翻转夹42和所述第二翻转夹 43均包括相对设置的两个旋转夹421,两个所述旋转夹421的相对面均设置有传动齿422,所述第一翻转夹42和所述第二翻转夹43的所述旋转夹421均固定于所述夹座453上并通过所述传动齿422传动连接,所述顶杆34滑动连接于所述翻转座41的内部并位于所述旋转夹421的一侧,所述压杆位于所述推杆452 的一侧。
40.具体地,铝壳组装机构40工作时,电容组立机的驱动源带动摇杆451摆动,并带动
推杆452与第一翻转夹42或第二翻转夹43的其中一个旋转夹421相抵,由于第一翻转夹42和第二翻转夹43的两个旋转夹421通过传动齿422传动连接,其中一个旋转夹421转动时将带动另外一个旋转夹421同时转动,最终实现第一翻转夹42和第二翻转夹43的开合,为电容的组装提供方便。
41.在本实用新型的另一个实施例中,所述第一翻转夹42还包括拨爪423,所述拨爪423固定于其中一个所述旋转夹421上并位于所述第一翻转夹42的上方。具体地,第一翻转夹42夹取物料并向下转动时,拨爪423将对出料位23上的物料进行拨取,为第一翻转夹42夹取胶塞和素子提供方便。
42.在本实用新型的另一个实施例中,所述第一翻转夹42还包括分脚板424,所述分脚板424固定于另一所述旋转夹421的顶部,所述分脚板424位于两个所述旋转夹421之间的一端设置有分脚齿425。具体地,分脚齿425可为分开素子上的两根引脚提供方便。
43.在本实用新型的另一个实施例中,所述胶塞检测组件30包括支承座711、升降杆712、压板713、探杆714、探头715和感应器716,所述升降杆712的一端滑动连接于所述支撑座的内部,所述升降杆712的另一端固定于所述压板 713上,所述探杆714滑动连接于所述压板713上,所述探头715固定于所述探杆714的下端,所述感应器716固定于所述探杆714的上端,所述素子组装机构50固定于所述支承座711上并用于将素子与电容设置凸台的一面朝下的胶塞进行组装。
44.具体地,该电容素子组装装置70包括胶塞检测组件30和素子组装机构50,胶塞检测组件30包括支承座711、升降杆712、压板713、探杆714、探头715 和感应器716,升降杆712滑动连接于支撑座的内部,压板713固定于导轨上,探杆714滑动连接于压板713上,探头715固定于探杆714的下端,感应器716 固定于探杆714的上端,安装时,支承座711固定于电容组立机的机架10的顶面上,并使探杆714和探头715位于电容组立机的转动盘20的胶塞检测位21 的上方,当胶塞被转动盘20输送至胶塞检测位21上时,升降杆712下降并带动压板713、探头715和感应器716下降一定距离,由于胶塞位于转动盘20上时,设置凸台的一面朝上的高度将略高于设置凸台的一面朝下的高度,因此,若探杆714向以移动一定距离并触碰到胶塞的凸台被感应器716感应时,则可判定胶塞设置凸台的一面朝上,则素子组装机构50不对该胶塞与素子进行组装,感应器716未检测到凸台时,素子组装机构50则对该胶塞与素子进行组装,通过以上设置可有效提升电容组装的成品率。
45.在本实用新型的另一个实施例中,所述素子组装机构50包括滑动杆73和素子夹持组件74,所述支承座711的一侧固定有滑动座717,所述滑动杆73滑动连接于所述滑动座717的内部,所述素子夹持组件74包括第一素子夹741,所述第一素子夹741固定于所述滑动杆73的端部并用于对素子进行夹持。具体地,支承座711固定于电容组立机的机架10上时,第一素子夹741位于电容组立机的转动盘20的素子组装位22的上方,素子组装机构50组装素子和胶塞时,第一素子夹741对素子进行夹持,推动滑动杆73即可将第一素子夹741推送至素子组装位22的上方即可通过第一素子夹741实现对素子和胶塞的组装。
46.在本实用新型的另一个实施例中,所述素子夹组件还包括驱动杆742,所述升降杆712滑动连接于所述支承座711的内部,所述驱动杆742的一端与所述第一素子夹741固定连接,所述驱动杆742的另一端位于所述压板713的下方,所述压板713下压所述驱动杆742时,所述第一素子夹741张开。具体地,当素子的引脚插入胶塞时,升降杆712下降时带动压板
713下降,压板713下降时将对驱动杆742位于压板713下方的一端进行压持,同时第一素子夹741张开,以使素子松弛,即可实现素子与胶塞之间的组装。
47.在本实用新型的另一个实施例中,所述驱动杆742靠近所述压板713的一端设置有胶轮743,所述胶轮743与所述驱动杆742转动连接。具体地,胶轮 743一方面可便于压板713对驱动板的按压,另一方面可为驱动杆742沿压板 713的表面滑动提供方便。
48.在本实用新型的另一个实施例中,所述素子夹持组件74还包括夹钳固定板 744,所述第一素子夹741包括主动夹745和与所述主动夹745相对设置的从动夹746,所述夹钳固定板744固定于所述滑动杆73的端部,所述从动夹746和所述主动夹745均转动连接于所述夹钳固定板744的一侧,所述从动夹746和所述主动夹745的内侧面均设置有驱动齿747,所述从动夹746和所述主动夹 745上的驱动齿747啮合,所述驱动杆742固定于所述主动夹745的端部。具体地,通过以上结构,按压驱动杆742时,主动夹745将在驱动杆742的受力下发生转动,从动夹746在驱动齿747的传动下与主动夹745反向转动,最终实现从动夹746和主动夹745的张开,为素子和胶塞的组装提供方便,当主动夹745不受力时,主动夹745和从动夹746在自然状态下相互夹持,在该夹持力度下不会对素子造成损坏。
49.在本实用新型的另一个实施例中,所述从动夹746和所述主动夹745用于夹持素子的一端均设置有夹槽748。具体地,夹槽748的设置可为第一素子夹 741夹持素子提供方便。
50.在本实用新型的另一个实施例中,所述素子夹持组件74还包括与所述第一素子夹741结构相同的第二素子夹749,所述第二素子夹749的所述从动夹746 和所述主动夹745均转动连接于所述夹钳固定板744的另一侧,所述第二素子夹749的所述主动夹745与所述驱动杆742固定连接。具体地,第二素子夹749 可将预组装的素子在电容组装机的机架10上进行预放,第一素子夹741回退时可对该素子进行夹取,通过第二素子夹749的设置可显著提升素子和胶塞的组装效率。
51.在本实用新型的另一个实施例中,所述素子组装机构50还包括轴心套75、拨针76和推架77,所述推架77的一端固定于所述夹钳固定板744上,所述推架77的另一端固定于所述滑动轴的端部,所述推架77的表面设置有助推轴承 771,所述助推板772位于所述驱动杆742的一侧,所述轴心套75转动连接于所述升降杆712的表面并设置于所述支承座711的内部,所述拨针76的一端固定于所述轴心套75上,所述拨针76的另一端位于所述助推轴承771的一侧。具体地,轴心套75在电容组立机的驱动源的驱动下转动,轴心套75转动时带动拨针76转动,拨针76转动时带动助推轴承771和推架77移动,最终实现滑动轴和素子的水平移动。
52.在本实用新型的另一个实施例中,所述滑动杆73的端部固定有后支板731,所述推架77固定于所述后支板731上,所述滑动杆73的表面套设有推板弹簧,所述推板弹簧位于所述后支板731和所述滑动座717之间。具体地,素子和胶塞完成组装时,后支板731将在推板弹簧的弹力作用下复位。
53.在本实用新型的另一个实施例中,所述支承座711的两侧设置有支撑脚934。具体地,支撑脚934可便于支承座711的稳固。
54.在本实用新型的另一个实施例中,所述电容组立机还包括拉脚压合机构90,所述拉脚压合机构90包括拉脚组件91和上压组件92,所述上压组件92包括轨道座61、滑板921、压芯上板922和上压头923,所述滑板921滑动连接于所述轨道座61的表面,所述压芯上板
922固定于所述滑板921上,所述上压头923 固定于所述压芯上板922上,所述拉脚组件91位于所述上压头923的下方并与所述上压头923相对设置,所述上压头923向下运动时,所述拉脚组件91将素子的引脚夹紧,并带动素子向下运动。
55.具体地,该电容拉脚压合机构90包括拉脚组件91,上压组件92包括轨道座61、滑板921、压芯上板922和上压头923,滑板921滑动连接于轨道座61 的表面,压芯上板922固定于所述滑板921上,上压头923固定于所述压芯上板922上,安装时,轨道座61固定于电容组立机的机架10上,上压头923位于转动盘20的压合位27的正上方,拉脚组件91位于上压头923的下方并与上压头923相对设置,已组装的素子经转动盘20运输至压合位27处时,电容组立机的驱动源带动滑板921向下运动,滑板921带动上压头923向下移动,对素子和胶塞进行压合,由于电容拉脚压合机构90还包括上压组件92,上压头 923压合素子时,上压组件92将素子的引脚夹紧,并带动素子向下运动,使得压合素子和引脚时,引脚可以随着素子进行同向运动,可有效对素子的引脚的结构进行保护,提升电容的成品率。
56.在本实用新型的另一个实施例中,所述拉脚组件91包括安装板911、气缸固定架912、拉脚气缸913和引脚夹914,所述安装板911上固定有竖直设置的固定轴31,所述气缸固定架912套于所述固定轴31的表面并与所述固定轴31 滑动连接,所述拉脚气缸913固定所述气缸固定架912上,所述拉脚气缸913 用于驱动所述引脚夹914夹紧素子上的引脚。具体地,安装时,固定板固定于机架10的顶面上,上压头923压合素子上,拉脚气缸913驱动引脚夹914夹紧引脚,与此同时,气缸固定架912沿固定轴31向下运动,带动引脚向下运动,实现压合时引脚与素子的同步运动。
57.在本实用新型的另一个实施例中,所述引脚夹914包括第一脚夹32和与所述第一脚夹32相对设置的第二脚夹33,所述第一脚夹32和所述第二脚夹33均转动连接于所述气缸固定板的一侧并位于所述夹紧气缸的上方,所述第一脚夹 32和所述第二脚夹33的底部的相对面均上设置有两个夹紧斜面321,所述气缸的驱动端固定有顶杆34,所述顶杆34位于两个所述夹紧斜面321之间。具体地,夹紧气缸驱动顶板672向上运动,顶杆34雨夹紧斜面321相抵,最终带动第一脚夹32和第二脚夹33转动,实现对引脚的夹紧。
58.在本实用新型的另一个实施例中,所述顶杆34的顶部设置有夹紧轴承341,所述夹紧轴承341与所述顶杆34转动连接。具体地,夹紧轴承341可顶板672 驱动第一脚夹32和第二脚夹33提供方便。
59.在本实用新型的另一个实施例中,所述引脚夹914还包括分线块35,所述分线块35固定于所述气缸固定板上并位于所述第一脚夹32和所述第二脚夹33 之间,所述分线块35靠近第一脚夹32和第二脚夹33的两侧设置有分线斜面。具体地,夹紧时,素子的两根引脚分别位于分线块35的两侧,分线块35的设置可为引脚的夹紧工作提供方便。
60.在本实用新型的另一个实施例中,所述第一脚夹32和所述第二脚夹33的顶部还设置有活动块36,所述活动块36与所述第一引脚和所述第二引脚转动连接,所述引脚夹914夹紧素子上的引脚时,所述活动块36的侧面与所述分线斜面贴合。具体地,引脚夹914通过两个活动块36对引脚进行夹紧,活动块36 可对引脚的结构进行保护,为引脚夹914的夹持工作提供方便。
61.在本实用新型的另一个实施例中,所述拉脚组件91还包括连接轴915,所述固定轴31的表面还套设有与所述固定轴31滑动连接的拉脚滑座311,所述气缸固定架912与所述拉
脚滑座311固定连接,所述连接轴915的一端与所述压芯上板922固定连接,所述连接轴915的另一端与所述拉脚滑座311固定连接。具体地,压芯上板922向下运动时将带动连接轴915、拉脚滑座311、气缸固定架912和引脚夹914向下运动,实现对引脚的下拉。
62.在本实用新型的另一个实施例中,所述拉脚组件91还包括横向固定板916、承接轴917和承接滑块918,所述横向固定板916固定于所述安装板911上,所述承接滑块918滑动连接于所述横向固定板916的表面,所述承接滑块918和所述横向固定板916的端部之间设置有承接弹簧,所述承接轴917固定于所述承接滑块918上并位于所述上压头923和所述引脚夹914之间。具体地,压合时,承接弹簧驱动承接滑块918移动,承接滑块918带动承接轴917朝上压头 923的方向移动,对胶塞进行支撑,为素子和胶塞的压合工作提供方便。
63.在本实用新型的另一个实施例中,所述承接滑块918的表面还固定有驱动臂37,所述驱动臂37的端部还设置有驱动轴承371,所述驱动轴承371位于所述连接架621的一侧,所述连接架621靠近所述驱动臂37的一面设置有驱动斜面38。具体地,连接架621向上运动时,驱动臂37在驱动斜面38的带动下沿横向固定板916的表面滑动,以使承接滑块918复位。
64.在本实用新型的另一个实施例中,所述电容拉脚压合机构90还包括预压组件93,所述预压组件93包括引线劈刀931和预压杆932,所述轨道座61上固定有劈刀座933,所述引线劈刀931固定于所述劈刀座933上,所述预压杆932 固定于所述压芯上板922上并与所述引线劈刀931相对设置。具体地,安装时,预压杆932位于转动盘20的预压位26的上方,素子的胶塞运输至预压位26时,素子的两根引脚分别位于引线劈刀931的两侧,同时,压芯上板922向下运动,并带动预压杆932对素子和胶塞进行预压。
65.在本实用新型的另一个实施例中,所述电容组立机还包括铝壳输送机构80,包括垫纸输送架81、铝壳输送道82和垫纸裁切组件83,所述垫纸输送架81上固定有垫纸输送道935,所述垫纸裁切组件83包括支架板831和裁切刀832,所述支架板831滑动连接于所述垫纸输送架81的表面,所述裁切刀832固定于所述支架板831上并位于所述垫纸输送道935的输出端的一侧,所述铝壳输送道82位于所述裁切刀832的下方。
66.具体地,该电容铝壳输送机构80包括垫纸输送架81、铝壳输送道82和垫纸裁切组件83,垫纸裁切组件83包括支架板831和裁切刀832,支架板831滑动连接于垫纸输送架81的表面,可实现纸板架的升降,裁切刀832固定于支架板831上,垫纸输送架81上固定有垫纸输送道935,垫纸输送道935可用于输送条形垫纸,安装时,垫纸输送架81和铝壳输送道82均固定于电容组立机的机架10上,铝壳位于垫纸输送架81上进行输送,垫纸位于垫纸输送道935内朝裁切刀832的方向进行输送,当铝壳输送至裁切刀832的下方时,支架板831 向下滑动带动裁切刀832运动对垫纸进行裁切,以使铝壳内部垫上垫纸,当通过该垫有垫纸的铝壳与素子和胶塞进行组装时,可有效对素子和胶塞的结构进行保护,使得电容组装的成品率显著提升。
67.在本实用新型的另一个实施例中,所述电容铝壳输送机构80还包括铝壳检测组件84,所述铝壳检测组件84包括壳体探测棒841、接近开关842和铝壳检测固定架843,所述铝壳检测固定架843固定于所述垫纸输送架81上,所述接近开关842和所述壳体探测棒841均固定于所述铝壳检测固定架843上并位于所述铝壳输送道82的上方,所述壳体探测棒841用于对壳体的朝向进行检测。具体地,当铝壳经铝壳输送道82输送至铝壳探测棒下方时,接近开关842对铝壳进行感应,壳体探测棒841对铝壳的朝向进行检测,要使铝壳带凹槽的一面
朝上,为铝壳的垫纸工作以及为素子和胶塞的安装工作提供方便。
68.在本实用新型的另一个实施例中,所述检测组件还包括升降轴844,所述垫纸输送架81上设置有升降座811,所述升降轴844滑动连接于所述升降座811 的内部,所述铝壳检测固定架843固定于所述升降轴844上。具体地,当接近开关842感应到铝壳接近时,电容组立机的驱动源驱动升降轴844进行升降,并带动铝壳检测固定架843和铝壳探测棒升降,为铝壳检测棒的检测工作提供方便。
69.在本实用新型的另一个实施例中,所述裁切组件还包括切刀压头833、压头连接臂845和按压板846,所述按压板846固定于所述支架板831的顶部并位于所述垫纸输送架81的上方,所述压头连接臂845固定于所述升降轴844上,所述切刀压头833固定于所述压头连接臂845上并位于所述按压板846的上方。具体地,电容组立机的驱动源带动升降轴844升降时将进一步带动连接臂和切刀压头833进行升降,切刀压头833下降时将对按压板846进行按压,并带动支架板831和裁切刀832向下运动实现对垫纸的裁切。
70.在本实用新型的另一个实施例中,所述裁切组件还包括切刀复位弹簧,所述切刀复位弹簧安装于所述按压板846和所述垫纸输送架81的顶面之间。具体地,支架板831和裁切刀832可通过切刀复位弹簧的弹力作用下上升,以便于裁切刀832的复位。
71.在本实用新型的另一个实施例中,所述电容铝壳输送机构80还包括垫纸按压组件85,所述垫纸按压组件85包括按压气缸851和吸嘴压杆852,所述按压气缸851固定于所述垫纸输送架81上,所述吸嘴压杆852固定于所述按压气缸 851的驱动端上并位于所述裁切刀832的一侧,所述吸嘴压杆852的内部设置有吸气孔853。具体地,由于吸嘴压杆852的内部设置有吸气孔853,裁切时,吸嘴压杆852可通过吸气孔853进行抽气,以对垫纸进行吸附,方便裁切刀832 的裁切,裁切后,按压气缸851启动并带动吸嘴压杆852向下运动对垫纸进行按压,实现垫纸与铝壳间的紧固,通过垫纸按压组件85的设置可为垫纸的裁切和垫纸与铝壳之间的紧固提供方便。
72.在本实用新型的另一个实施例中,所述垫纸按压组件85还包括滑轨854、滑块855和连接杆856,所述滑轨854竖直固定于所述垫纸输送道935上,所述滑块855滑动连接于所述滑轨854的表面,所述连接杆856的两端分别固定于所述滑块855和所述按压气缸851的驱动端上,调节板固定于所述滑块855上,所述吸嘴压杆852固定于所述滑块855上。具体地,滑轨854、滑块855和连接杆856的设置可为按压气缸851的驱动吸嘴压杆852提供方便。
73.在本实用新型的另一个实施例中,所述电容铝壳输送机构80还包括垫纸检测组件86,所述垫纸检测组件86包括限位板861和垫纸检测杆862,所述限位板861固定于所述垫纸输送架81上,所述垫纸检测杆862固定于所述限位板861 上并位于所述铝壳输送道82的上方。具体地,铝壳垫上垫纸后将进一步输送至垫纸检测杆862的下方,垫纸检测杆862将对铝壳内是否设置有垫纸进行检测,以为后续铝壳与素子和胶塞的安装提供方便。
74.在本实用新型的另一个实施例中,所述电容铝壳输送机构80还包括垫纸输送组件87,所述垫纸输送组件87包括纸盘871和若干导纸轮872,所述纸盘871 位于所述垫纸输送架81的下方,各所述导纸轮872均固定于所述垫纸输送架81 上。具体地,纸盘871固定于机架10的侧面上可便于垫纸的放置,导纸轮872 可为垫纸的输送提供方便。
75.在本实用新型的另一个实施例中,所述垫纸输送组件87还包括压纸杆873 和压纸轮874,所述压纸杆873转动连接于所述垫纸输送架81上并位于所述垫纸输送道935的上方,
所述压纸轮874转动连接于所述压纸杆873的端部并与所述压纸杆873转动连接。具体地,垫纸输送至垫纸输送道935时,压纸轮874 将对垫纸进行按压,为垫纸的输送以及垫纸穿过裁切刀832提供方便。
76.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1