高精度测试打标编带一体机的制作方法
1.本实用新型属于压电晶体自动化设备技术领域,涉及晶体谐振器、振荡器的生产装备制造设备领域,尤其涉及高精度测试打标编带一体机。
背景技术:
2.现在数码电子产品的迅猛发展,直接带动了电子器件制造的快速发展,同时也对电子器件制造提出了越来越高的要求,一体机是电子器件制造厂应用较多的核心设备之一,其性能直接影响到电子器件的品质。
3.传统的一体机生产效率低,精度差,生产小尺寸产品时性能不稳定,为了改变上述情况,迫切需要研发一款高精度、成本低、品质高、性能稳定的自动化设备,即高精度测试打标编带一体机。
技术实现要素:
4.为解决上述背景技术中提出的问题。本实用新型提供了高精度测试打标编带一体机,具有生产效率高、结构紧凑,自动供料、快速移载、高精度测试、视觉稳定、打标完成后可自动编带的特点。
5.为实现上述目的,本实用新型提供如下技术方案:高精度测试打标编带一体机,包括机架机构,所述机架机构的顶部设有水平设置且分度旋转的圆盘机构,所述圆盘机构的外圈依次设置多个工位,工位依次包括入料移载机构、入料下方ccd机构、引脚判定机构、测试机构、翻转机构、打标机构、测频机构、收纳单元、不良品盒机构、编带机构和余料检测机构,所述入料下方ccd机构的上方设有上方ccd机构,所述上方ccd机构与所述入料下方 ccd机构之间设有进料平台机构。
6.优选的,所述进料平台机构包括料斗支撑单元、料斗供料单元和进料槽单元,所述料斗支撑单元固定安装在所述机架机构的顶部,所述料斗供料单元固定安装在所述料斗支撑单元的顶部,所述进料槽单元位于所述料斗供料单元的输出端。
7.优选的,所述上方ccd机构包括上方视觉支撑单元、上方视觉调整单元、上方视觉采集单元和上方视觉光源单元,所述上方视觉支撑单元固定于所述机架机构的顶部,所述上方视觉调整单元活动安装在所述上方视觉支撑单元的顶部,所述上方视觉采集单元固定安装在所述上方视觉调整单元上,所述上方视觉光源单元固定于所述上方视觉采集单元的正下方,所述入料下方ccd 机构包括下方视觉支撑单元、下方视觉调整单元、下方视觉采集单元和下方视觉光源单元,所述下方视觉支撑单元固定安装在所述机架机构的底部,所述下方视觉调整单元活动安装在所述下方视觉支撑单元的底部,所述下方视觉采集单元固定安装在所述下方视觉调整单元上,所述下方视觉光源单元固定于所述下方视觉采集单元的正上方。
8.优选的,所述入料移载机构包括移载上料支撑单元、移载上料动力单元和移载上料拾取单元,所述移载上料支撑单元固定在所述机架机构的顶部,所述移载上料动力单元
和移载上料拾取单元均活动安装在所述移载上料支撑单元上。
9.优选的,所述圆盘机构包括旋转支撑单元、旋转动力单元、旋转执行单元、余料残留检测单元和下吸附单元,所述旋转支撑单元固定安装在所述机架机构的顶部,所述旋转动力单元固定于所述旋转支撑单元的顶部,所述旋转执行单元固定于所述旋转动力单元的输出端,所述下吸附单元呈中心对称安装在所述旋转执行单元的顶部,所述余料残留检测单元固定在所述旋转执行单元的顶部中间位置处。
10.优选的,所述测试机构包括中心测试支撑单元、中心测试动力单元和中心测试执行单元,所述中心测试支撑单元固定安装在所述机架机构的顶部,所述中心测试动力单元固定安装在所述中心测试支撑单元的顶部,所述中心测试执行单元活动安装在所述中心测试动力单元的输出端。
11.优选的,所述翻转机构包括表里翻转xy调整单元、表里翻转支撑单元、表里翻转上下动力单元、表里翻转旋转动力单元和表里翻转拾取单元,所述表里翻转xy调整单元固定安装在所述机架机构的顶部,所述表里翻转支撑单元设置于所述表里翻转xy调整单元的顶部,所述表里翻转旋转动力单元和表里翻转拾取单元设置于所述表里翻转支撑单元的侧部,所述表里翻转上下动力单元位于所述表里翻转支撑单元的输入端。
12.优选的,所述打标机构包括打标支撑单元、打标调整单元和打标单元,所述打标支撑单元固定在所述机架机构的顶部,所述打标调整单元和打标单元均固定安装在所述打标支撑单元的顶部,所述测频机构包括相互固定的测频支撑单元和打标执行单元,所述收纳单元包括移载下料支撑单元、移载下料动力单元和移载下料拾取单元,所述移载下料支撑单元固定在所述机架机构的顶部,所述移载下料动力单元和移载下料拾取单元均活动安装在所述移载下料支撑单元的顶部。
13.优选的,所述不良品盒机构包括不良品收纳支撑单元、不良品收纳动力单元、不良品收纳下支撑单元和不良品盒,所述不良品收纳支撑单元固定安装在所述机架机构的顶部,所述不良品收纳动力单元固定于所述不良品收纳支撑单元顶部,所述不良品收纳下支撑单元和不良品盒固定在所述不良品收纳动力单元的输出端,所述编带机构包括编带支撑单元、编带供给单元、编带前后限位单元、编带前上方视觉单元、编带封刀单元、编带薄膜供给单元、编带后上方视觉单元、编带驱动针轮单元和编带收纳单元,所述编带支撑单元固定安装在所述机架机构的顶部,所述编带供给单元固定在所述编带支撑单元的顶部,所述编带前后限位单元、编带前上方视觉单元、编带封刀单元、编带薄膜供给单元、编带后上方视觉单元、编带驱动针轮单元和编带收纳单元均安装在所述编带供给单元的顶部。
14.优选的,所述余料检测机构包括余料视觉支撑单元、余料视觉调整单元、余料视觉采集单元和余料视觉光源单元,所述余料视觉支撑单元固定安装在所述机架机构的顶部,所述余料视觉调整单元固定安装在所述余料视觉支撑单元的顶部,所述余料视觉采集单元固定安装在所述余料视觉调整单元的底部,所述余料视觉光源单元位于所述余料视觉采集单元的正下方,所述引脚判定机构包括引脚判定支撑单元、引脚判定动力单元、引脚判定调整单元和引脚判定采集单元,所述引脚判定支撑单元固定安装在所述机架机构的顶部,所述引脚判定动力单元固定安装在所述引脚判定支撑单元的顶部,所述引脚判定调整单元和引脚判定采集单元均安装在所述引脚判定动力单元的输出端。
15.与现有技术相比,本实用新型的有益效果是:
16.1、本实用新型在保证精密配合的条件下,专门针对小尺寸晶振开发的设备(最小产品型号为1008),而且采用高精度视觉系统以及高精度的机构,实现精度要求,可顺利实现料斗供料、视觉定位、移载上料、高速测试、高速归正、精确打标、移载下料、精确编带等功能,上述工艺的全部要求可以稳定地实现;本结构测试打标精度高,有部分原因是相机采用远心镜头,相机像素高而且入料采用下方ccd拍照的方式,下方ccd对入料位置进行纠正,而且圆盘下方有ccd,可以用来校准探针位置,并对其进行量化,可以节省测试工人的测试时间并提高了测试效率;
17.2、由于该产品实现将测试、打标、编带放在一台机器上,可以大大节省空间,而且也节省了人力成本,减少工人在各个机器之间的搬运工作,而且还节约了电力能源,从而可以降低成本。
18.3、收料吸嘴可对产品进行角度和位置补偿,成功地降低了收料过程中 1008产品由于太小放不进去的可能;而且测试平台采用真空吸,可以保证测试过程中产品的稳定性,以免对测试结果造成影响,从而影响效率。
附图说明
19.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
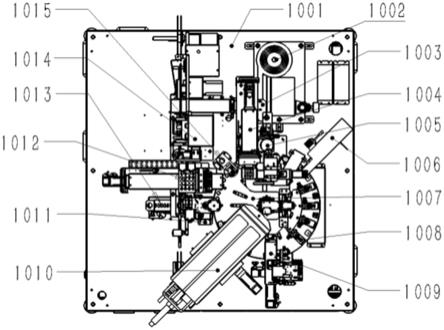
20.图1是本实用新型高精度测试打标编带一体机正视的结构示意图;
21.图2是本实用新型实施例1进料平台机构的结构示意图;
22.图3是本实用新型实施例1上方ccd机构的结构示意图;
23.图4是本实用新型实施例1入料移载机构的结构示意图;
24.图5是本实用新型实施例1入料下方ccd机构的结构示意图;
25.图6是本实用新型实施例1圆盘机构的结构示意图;
26.图7是本实用新型实施例1测试机构的结构示意图;
27.图8是本实用新型实施例1翻转机构的结构示意图;
28.图9是本实用新型实施例1打标机构的结构示意图;
29.图10是本实用新型实施例1测频机构的结构示意图;
30.图11是本实用新型实施例1收纳单元的结构示意图;
31.图12是本实用新型实施例1不良品盒机构的结构示意图;
32.图13是本实用新型实施例1编带机构的结构示意图;
33.图14是本实用新型实施例1余料检测机构的结构示意图;
34.图15是本实用新型实施例1引脚判定机构的结构示意图;
35.附图标记:
36.1001、机架机构;1002、进料平台机构;1003、上方ccd机构;1004、入料移载机构;1005、入料下方ccd机构;1006、引脚判定机构;1007、圆盘机构;1008、测试机构;1009、翻转机构;1010、打标机构;1011、测频机构;1012、收纳单元;1013、不良品盒机构;1014、编带机构;1015、余料检测机构;
37.2001、料斗支撑单元;2002、料斗供料单元;2003、进料槽单元;
38.3001、上方视觉支撑单元;3002、上方视觉调整单元;3003、上方视觉采集单元;
3004、上方视觉光源单元;
39.4001、移载上料支撑单元;4002、移载上料动力单元;4003、移载上料拾取单元;
40.5001、下方视觉支撑单元;5002、下方视觉调整单元;5003、下方视觉采集单元;5004、下方视觉光源单元;
41.6001、旋转支撑单元;6002、旋转动力单元;6003、旋转执行单元;6004、余料残留检测单元;6005、下吸附单元;
42.7001、中心测试支撑单元;7002、中心测试动力单元;7003、中心测试执行单元;
43.8001、表里翻转xy调整单元;8002、表里翻转支撑单元;8003、表里翻转上下动力单元;8004、表里翻转旋转动力单元;8005、表里翻转拾取单元;
44.9001、打标支撑单元;9002、打标调整单元;9003、打标单元;
45.10001、测频支撑单元;10002、打标执行单元;
46.11001、移载下料支撑单元;11002、移载下料动力单元;11003、移载下料拾取单元;
47.12001、不良品收纳支撑单元;12002、不良品收纳动力单元;12003、不良品收纳下支撑单元;12004、不良品盒;
48.13001、编带支撑单元;13002、编带供给单元;13003、编带前后限位单元;13004、编带前上方视觉单元;13005、编带封刀单元;13006、编带薄膜供给单元;13007、编带后上方视觉单元;13008、编带驱动针轮单元;13009、编带收纳单元;
49.14001、余料视觉支撑单元;14002、余料视觉调整单元;14003、余料视觉采集单元;14004、余料视觉光源单元;
50.15001、引脚判定支撑单元;15002、引脚判定动力单元;15003、引脚判定调整单元;15004、引脚判定采集单元。
具体实施方式
51.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
52.实施例1
53.请参阅图1
‑
15,本实用新型提供以下技术方案:高精度测试打标编带一体机,包括机架机构1001,机架机构1001的顶部设有水平设置且分度旋转的圆盘机构1007,圆盘机构1007的外圈依次设置多个工位,工位依次包括入料移载机构1004、入料下方ccd机构1005、引脚判定机构1006、测试机构1008、翻转机构1009、打标机构1010、测频机构1011、收纳单元1012、不良品盒机构1013、编带机构1014和余料检测机构1015,入料下方ccd机构1005的上方设有上方ccd机构1003,上方ccd机构1003与入料下方ccd机构1005 之间设有进料平台机构1002。
54.具体的,进料平台机构1002包括料斗支撑单元2001、料斗供料单元2002 和进料槽单元2003,料斗支撑单元2001固定安装在机架机构1001的顶部,料斗供料单元2002固定安装在料斗支撑单元2001的顶部,进料槽单元2003 位于料斗供料单元2002的输出端,进料平台机构1002设置有料斗支撑单元 2001,料斗供料单元2002;进料槽单元2003可随着进料平
台机构1002进行整体移动,进料平台机构1002包括料斗支撑单元2001、料斗供料单元2002 和进料槽单元2003,料斗供料单元2002安装在料斗支撑单元2001上,进料槽单元2003与料斗供料单元2002配合安装。
55.具体的,上方ccd机构1003包括上方视觉支撑单元3001、上方视觉调整单元3002、上方视觉采集单元3003和上方视觉光源单元3004,上方视觉支撑单元3001固定于机架机构1001的顶部,上方视觉调整单元3002活动安装在上方视觉支撑单元3001的顶部,上方视觉采集单元3003固定安装在上方视觉调整单元3002上,上方视觉光源单元3004固定于上方视觉采集单元3003 的正下方,入料下方ccd机构1005包括下方视觉支撑单元5001、下方视觉调整单元5002、下方视觉采集单元5003和下方视觉光源单元5004,下方视觉支撑单元5001固定安装在机架机构1001的底部,下方视觉调整单元5002活动安装在下方视觉支撑单元5001的底部,下方视觉采集单元5003固定安装在下方视觉调整单元5002上,下方视觉光源单元5004固定于下方视觉采集单元5003的正上方,上方视觉采集单元3003采用ccd视觉检测装置,下方视觉采集单元5003采用ccd视觉检测装置。
56.具体的,入料移载机构1004包括移载上料支撑单元4001、移载上料动力单元4002和移载上料拾取单元4003,移载上料支撑单元4001固定在机架机构1001的顶部,移载上料动力单元4002和移载上料拾取单元4003均活动安装在移载上料支撑单元4001上,移载上料动力单元4002安装在移载上料支撑单元4001上,移载上料拾取单元4003安装在移载上料支撑单元4001上,移载上料动力单元4002作为移载上料拾取单元4003的动力源,为上料拾取动作的执行做好了准备。
57.具体的,圆盘机构1007包括旋转支撑单元6001、旋转动力单元6002、旋转执行单元6003、余料残留检测单元6004和下吸附单元6005,旋转支撑单元6001固定安装在机架机构1001的顶部,旋转动力单元6002固定于旋转支撑单元6001的顶部,旋转执行单元6003固定于旋转动力单元6002的输出端,下吸附单元6005呈中心对称安装在旋转执行单元6003的顶部,余料残留检测单元6004固定在旋转执行单元6003的顶部中间位置处。
58.具体的,测试机构1008包括中心测试支撑单元7001、中心测试动力单元7002和中心测试执行单元7003,中心测试支撑单元7001固定安装在机架机构1001的顶部,中心测试动力单元7002固定安装在中心测试支撑单元7001 的顶部,中心测试执行单元7003活动安装在中心测试动力单元7002的输出端。
59.具体的,翻转机构1009包括表里翻转xy调整单元8001、表里翻转支撑单元8002、表里翻转上下动力单元8003、表里翻转旋转动力单元8004和表里翻转拾取单元8005,表里翻转xy调整单元8001固定安装在机架机构1001 的顶部,表里翻转支撑单元8002设置于表里翻转xy调整单元8001的顶部,表里翻转旋转动力单元8004和表里翻转拾取单元8005设置于表里翻转支撑单元8002的侧部,表里翻转上下动力单元8003位于表里翻转支撑单元8002 的输入端。
60.具体的,打标机构1010包括打标支撑单元9001、打标调整单元9002和打标单元9003,打标支撑单元9001固定在机架机构1001的顶部,打标调整单元9002和打标单元9003均固定安装在打标支撑单元9001的顶部,测频机构1011包括相互固定的测频支撑单元10001和打标执行单元10002,收纳单元1012包括移载下料支撑单元11001、移载下料动力单元11002和移载下料拾取单元11003,移载下料支撑单元11001固定在机架机构1001的顶部,
移载下料动力单元11002和移载下料拾取单元11003均活动安装在移载下料支撑单元11001的顶部。
61.具体的,不良品盒机构1013包括不良品收纳支撑单元12001、不良品收纳动力单元12002、不良品收纳下支撑单元12003和不良品盒12004,不良品收纳支撑单元12001固定安装在机架机构1001的顶部,不良品收纳动力单元 12002固定于不良品收纳支撑单元12001顶部,不良品收纳下支撑单元12003 和不良品盒12004固定在不良品收纳动力单元12002的输出端,编带机构1014 包括编带支撑单元13001、编带供给单元13002、编带前后限位单元13003、编带前上方视觉单元13004、编带封刀单元13005、编带薄膜供给单元13006、编带后上方视觉单元13007、编带驱动针轮单元13008和编带收纳单元13009,编带支撑单元13001固定安装在机架机构1001的顶部,编带供给单元13002 固定在编带支撑单元13001的顶部,编带前后限位单元13003、编带前上方视觉单元13004、编带封刀单元13005、编带薄膜供给单元13006、编带后上方视觉单元13007、编带驱动针轮单元13008和编带收纳单元13009均安装在编带供给单元13002的顶部。
62.具体的,余料检测机构1015包括余料视觉支撑单元14001、余料视觉调整单元14002、余料视觉采集单元14003和余料视觉光源单元14004,余料视觉支撑单元14001固定安装在机架机构1001的顶部,余料视觉调整单元14002 固定安装在余料视觉支撑单元14001的顶部,余料视觉采集单元14003固定安装在余料视觉调整单元14002的底部,余料视觉光源单元14004位于余料视觉采集单元14003的正下方,引脚判定机构1006包括引脚判定支撑单元 15001、引脚判定动力单元15002、引脚判定调整单元15003和引脚判定采集单元15004,引脚判定支撑单元15001固定安装在机架机构1001的顶部,引脚判定动力单元15002固定安装在引脚判定支撑单元15001的顶部,引脚判定调整单元15003和引脚判定采集单元15004均安装在引脚判定动力单元 15002的输出端。
63.本实用新型的工作原理及使用流程:进料平台机构1002将产品经过料斗出料轨道震动到进料槽对应的位置上,上方ccd机构1003对产品脚位点方向进行检测与判断,收料吸嘴可对产品进行角度和位置补偿,而且引脚判定机构1006可对其产品脚位点进行二次校正,入料移载机构1004将产品从进料槽中搬运到圆盘机构1007上,圆盘机构1007将产品旋转至与测试机构1008 对应的测试工位,测试机构1008向下运动对产品进行测试,测试平台采用真空吸,执行效率更快,测试完成后测试机构1008向上运动到初始位置,圆盘机构1007将产品旋转至与翻转机构1009对应的工位,翻转机构1009向下运动吸取产品,并经过180
°
翻转将产品翻转到一定位置,收纳单元1012将翻转后的产品搬运到测频机构1011上,测频机构1011对产品进行测试频率,测频完成后,打标机构1010对测频机构1011上的产品进行打标印字,打标完成后,收纳单元1012根据测试结果将测频机构1011上的产品进行良品与不良品的分类,将不良品搬运到不良品收纳机构上,不同类型的不良品分别搬运到不同的不良品盒12004中,收纳单元1012将良品搬运到编带机构1014 的载带上,经过编带前上方视觉对产品打标印字进行检测,检测完成后,编带封刀单元13005对编带进行热封处理,处理完成后,编带后上方视觉单元 13007对其进行检测,最后编带收纳单元13009对编带进行收纳,最终,还应利用余料检测机构1015对圆盘上的产品进行再度检查,以防遗漏,高效地完成我们高精度测试打标编带的目标,并达到了相应的效果。
64.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本
实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1