一种智能型纱筒套膜打包生产线输送系统的制作方法
1.本实用新型涉及纺织机械技术领域,尤其涉及一种智能型纱筒套膜打包生产线输送系统。
背景技术:
2.纺织行业筒纱纺织完成后必需要用塑料袋包装,由于筒纱的形状导致现在市面上的通用的套袋机不适合筒纱的包装,目前纺织行业的筒纱包装很多厂家基本上为手工套塑料袋,而纺织行业属于劳动密集型企业,人工成本越来越高,且通用套袋机包装是靠输送带的,纱筒之间必需有间隔,所以导致不能整包的完成,套袋机上会留有2~3个纱筒,容易混纱。通用套袋机装膜调试很复杂,对环境要求很高,对工人的素质要求也很高。在实际操作中,工人在完成对纱筒的称重后,需要将纱筒统一摆放成上小下大与上大下小间隔布置的方式后放置在输送带上,工作量大,且容易对纱筒造成损伤。现有技术中采用翻转运动解决纱筒摆放问题,但是对于翻转运动采用了分段结构,即先完成翻转动作,再将纱筒送入推进轨道,随后再次推送进入套膜工序,总过程需要三次改变运动方向,效率不高。且实际生产中机器对纱线假捻等工序中会导致粉尘漂浮在空气中,老式机器的结构中并没有对此作出防尘措施,因此会导致车间中堆积粉尘造成隐患,需要工人定期清理。
3.因此,亟需一种智能型纱筒套膜打包生产线输送系统来解决现有的技术问题。
技术实现要素:
4.本实用新型的目的在于克服上述不足,提供一种智能型纱筒套膜打包生产线输送系统,实现纱筒自动化套膜打包输送工序,提高生产效率。
5.本实用新型的目的是这样实现的:
6.一种智能型纱筒套膜打包生产线输送系统,它包括依次设置的输送系统、大小头检测系统、套膜系统、自动排列系统和打包系统,所述套膜系统包括储膜组件、送膜组件、套袋组件和翻转组件,储膜组件下方设置送膜组件,所述送膜组件的下方一侧设有套袋组件,所述套袋组件与翻转组件对接;所述输送系统包括机架和设置在机架上的输送带,所述输送带包括多个等长的输送小带;所述大小头检测系统包括第一限位开关、第二限位开关、第三限位开关以及控制系统,所述第二限位开关和第三限位开关设置在最靠近套膜系统的一个输送小带的一侧,最靠近套膜系统的一个输送小带设置在送膜组件下方,该输送小带一侧设置翻转组件,另一侧设有推送装置,用于将纱筒推至翻转组件。
7.进一步地,所述储膜组件包括第一过渡辊、第二过渡辊、第三过渡辊、摆动架、夹膜辊和分层辊,所述第一过渡辊、第二过渡辊和第三过渡辊设置在摆动架上方,摆动架下方设有夹膜辊,夹膜辊下方设有分层辊;所述摆动架下方设有抬起双杆气缸,并由其控制摆动,所述摆动架的上方两侧各设有一个限位板,限位板上设有接近开关。
8.进一步地,所述摆动架包括左右两个摆动板,两个摆动板之间设有第一撑管、第二撑管和拉膜辊,第二撑管设置在摆动板的中部之间,第一撑管和拉膜辊分别设置在摆动板
的两端之间。
9.进一步地,所述夹膜辊包括两个紧密贴合的夹棍,其两端分别设有一个夹辊支架,其中一个夹辊支架由盖板和调节板组成,调节板与盖板滑动连接,由此该夹辊支架的高度可调,所述夹膜辊倾斜设置。
10.进一步地,所述送膜组件包括四个送膜辊,两侧分别设有撑挡;所述送膜辊的一端设置挡板,另一端设置挡板,该挡板的外侧通过固定板连接两个档杆,档杆下方设有滑块,所述滑块设置在墙板上,所述送膜辊与减速机连接。
11.进一步地,所述套袋组件包括套袋口结合件、烫刀组件和推料装置,所述套袋口结合件包括套袋口,所述套袋口为中空结构,包括上下平行布置的上板和下板,下板两侧通过折边连接两个侧板;所述烫刀组件包括烫刀,所述烫刀上设有上烫板座,所述上烫板座上方设有上双杆气缸,所述烫刀下方设有下烫板座,下烫板座上设有下烫板垫铁,所述下烫板座下方设有下双杆气缸;所述推料装置包括推料气缸和第一推板,推料气缸下方设有推料气缸座,推料气缸导杆一端连接有第一推板;所述烫刀组件设置在套袋口结合件的一侧,推料装置设置在套袋口结合件的前方后侧,用于将纱筒推至自动排列系统。
12.进一步地,所述第一推板包括推板底板,推板底板的两侧分别设有对称的推板侧板,推板侧板向外倾斜,推板底板的长度与纱筒的宽度匹配,推板侧板的端部还设有向外的倾斜板,使得第一推板呈类w型,利用夹角保证纱筒推进中不产生偏移。
13.进一步地,所述上板呈等腰梯形,侧板呈直角梯形,上板的腰边与侧板的底边通过倾斜板连接;套袋口的正面呈具有一个直角的四边形。
14.所述套袋口的上方设有一根短挡棍,所述短挡棍的一端通过两个撑筋与套袋口连接,另一端通过支撑架与套袋口连接,所述两个撑筋的一端分别与上板的两腰边连接,另一端与短挡棍连接,两个撑筋与上板呈三角形,两个撑筋之间设有连接板连接。
15.进一步地,所述翻转组件包括翻转盒和气缸组件,所述翻转盒为相邻两侧面均为开口的长方体盒子,它包括上盖、底板、翻转侧板和翻转连接板,上盖和底板上下平行布置,两者之间设有翻转侧板和翻转连接板,翻转侧板和翻转连接板为相邻两侧面。
16.进一步地,所述翻转连接板的中心处连接空心导杆,所述翻转连接板的中心处的外圈设有一个回转孔,所述回转孔内插入接轴,接轴的一端连接推板组件,另一端连接前支撑;所述气缸组件包括无杆气缸,所述无杆气缸的前端前支撑,后端连接后支撑,空心导杆的一端固定在后支撑上,另一端穿过前支撑与翻转连接板连接;所述第一推板通过接轴与无杆气缸连接,所述翻转盒与回转气缸连接,所述回转气缸通过定位柱固定在前支撑上,翻转盒可180
°
翻转。
17.与现有技术相比,本实用新型的有益效果是:
18.本实用新型的大小头检测系统是一套以减少工人工作工序为目的检测系统,由于纱筒在包装时需要按照一定顺序进入麻袋以确保达到最大的安装容量,因此在纱筒进入装袋工序前,在输送过程中通过信号的变化来判定纱筒的状态,再以此决定翻转机构是否完成对纱筒的翻转动作,减少人工工序,提高工作效率。
19.本实用新型的套膜系统是一套针对纱筒的送膜、套膜、推纱、切膜的完整工艺流程,流程目的旨在为纱筒按照特定顺序包上薄膜后进入下一道工序,实现纱筒套膜的全自动化,大大提高了生产效率,降低了人工成本;
20.本实用新型的翻转组件利用气缸可以简单实现较长距离往复运动的特性,将其改进成单一直线的运动流程,减少了一次运动方向的改变,从而降低在整体流程中所占用的空间,提高单位时间内纱筒的运转效率。在现有技术中,翻转机构常选用伺服电机,伺服电机能提供高精度的运动控制,但是存在成本高并且存在需要定期维护的缺点,本实用新型采用无杆气缸,利用气缸运动简单以及高效气传动的特性,可以保证其在恶劣环境下依旧有较高稳定性;并且气缸运动速度快,运转效率快,工作效率高,其产品价格也相对于伺服电机更低,性价比更高。
21.本实用新型的储膜组件采用过渡辊和摆动架结合的形式,快速送膜的同时防止薄膜缠绕或破损,摆动架下方设置夹膜辊,夹膜辊下方设置分层辊,经过夹膜后再分层,使得薄膜的平整度更好,不易褶皱。
22.本实用新型的套袋口外形设计为更易套膜的形状,薄膜顺着套膜部件的外轮廓形成包围的形状,不易损坏薄膜,同时可加快套膜的速度,降低故障频率。
23.本实用新型中的推板均采用类w结构,利用夹角保证纱筒推进中不产生偏移,减少输送过程中的错位导致的停机问题,提高了生产效率。
附图说明
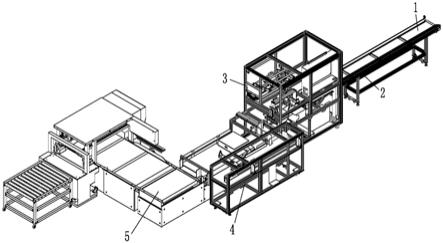
24.图1为本实用新型的结构示意图。
25.图2为本实用新型的主视图。
26.图3为本实用新型的俯视图。
27.图4为本实用新型的大小头检测系统的结构示意图。
28.图5为本实用新型的大小头检测系统的主视图。
29.图6为本实用新型的大小头检测系统的俯视图。
30.图7为本实用新型的纱筒的不翻转的状态示意图。
31.图8为本实用新型的纱筒的翻转后的状态示意图。
32.图9为本实用新型的套膜系统的结构示意图。
33.图10为本实用新型的套膜系统的主视图。
34.图11为本实用新型的套膜系统的俯视图。
35.图12为本实用新型的储膜组件的结构示意图。
36.图13为本实用新型的储膜组件的主视图。
37.图14为本实用新型的储膜组件的侧视图。
38.图15为本实用新型的储膜组件的俯视图。
39.图16为本实用新型的摆动架的俯视图。
40.图17为本实用新型的送膜组件的结构示意图。
41.图18为本实用新型的送膜组件的主视图。
42.图19为本实用新型的送膜组件的侧视图。
43.图20为本实用新型的送膜组件的俯视图。
44.图21为本实用新型的套袋组件的结构示意图。
45.图22为本实用新型的套袋组件的主视图。
46.图23为本实用新型的套袋组件的侧视图。
47.图24为本实用新型的套袋组件的俯视图。
48.图25为本实用新型的套袋口结合件的结构示意图。
49.图26为本实用新型的套袋口结合件的主视图。
50.图27为本实用新型的套袋口结合件的俯视图。
51.图28为本实用新型的翻转组件的结构示意图。
52.图29为本实用新型的翻转组件的主视图。
53.图30为本实用新型的翻转组件的气缸与导杆的展开图。
54.图31为本实用新型的翻转组件的翻转盒的结构示意图。
55.图32为本实用新型的翻转连接板的剖视图。
56.图33为本实用新型的翻转盒的推板组件的结构示意图。
57.图34为本实用新型的翻转盒的推板的结构示意图。
58.图35为本实用新型的自动排列系统的结构示意图。
59.图36为本实用新型的自动排列系统的俯视图。
60.图37为本实用新型的纱筒阵列的最终摆放状态示意图。
61.其中:
62.输送系统1、机架11、输送带12、大小头检测系统2、第一限位开关21、第二限位开关22、第三限位开关23、套膜系统3、自动排列系统4、排列输送带41、送料板42、侧送料组件43、无杆气缸431、滑轨432、滑板433、长推板434、调节板44、推纱装置45、打包系统5、纱筒6、储膜组件7、第一过渡辊711、第二过渡辊712、第三过渡辊713、摆动架72、摆动板721、第一撑管722、第二撑管723、拉膜辊724、限位板725、平衡块726、抬起双杆气缸727、夹膜辊73、夹辊支架731、盖板732、调节板733、分层辊74、送膜组件8、送膜辊81、八边形挡板82、撑挡83、档杆84、滑块85、墙板86、减速机87、套袋组件9、套袋口结合件91、套袋口911、上板9111、下板9112、侧板9113、倾斜板9114、短挡棍912、撑筋913、连接板914、支撑架915、固定脚916、烫刀组件92、烫刀921、上烫板护罩922、传热板923、上烫板座924、上双杆气缸925、下烫板座926、下烫板垫铁927、下双杆气缸928、推料装置93、推料气缸931、推料气缸座932、第一推板933、推板底板9331、推板侧板9332、翻转组件10、翻转盒101、上盖1011、底板1012、翻转侧板1013、翻转连接板1014、回转孔1015、无杆气缸102、前支撑103、后支撑104、接轴105、定位柱106、回转气缸107、空心导杆108、第二推板109。
具体实施方式
63.为更好地理解本实用新型的技术方案,以下将结合相关图示作详细说明。应理解,以下具体实施例并非用以限制本实用新型的技术方案的具体实施态样,其仅为本实用新型技术方案可采用的实施态样。需先说明,本文关于各组件位置关系的表述,如a部件位于b部件上方,其系基于图示中各组件相对位置的表述,并非用以限制各组件的实际位置关系。
64.实施例1:
65.参见图1
‑
图3,图1绘制了一种智能型纱筒套膜打包生产线输送系统的结构示意图。如图所示,本实用新型的一种智能型纱筒套膜打包生产线输送系统,它包括依次设置的输送系统1、大小头检测系统2、套膜系统3、自动排列系统4和打包系统5。
66.参见图9
‑
图11,所述套膜系统3包括储膜组件7、送膜组件8、套袋组件9和翻转组件
10,储膜组件7下方设置送膜组件8,所述送膜组件8的下方一侧设有套袋组件9,所述套袋组件9与翻转组件10对接。
67.参见图12
‑
图16,所述储膜组件7包括第一过渡辊711、第二过渡辊712、第三过渡辊713、摆动架72、夹膜辊73和分层辊74,所述第一过渡辊711、第二过渡辊712和第三过渡辊713设置在摆动架72上方,摆动架72下方设有夹膜辊73、夹膜辊73下方设有分层辊74;所述摆动架72包括左右两个摆动板721,两个摆动板721之间设有第一撑管722、第二撑管723和拉膜辊724,第二撑管723设置在摆动板721的中部之间,第一撑管722和拉膜辊724分别设置在摆动板721的两端之间;其中一个摆动板721的中部连接有平衡块726,所述摆动架72下方设有抬起双杆气缸727,并由其控制摆动,所述摆动架72的上方两侧各设有一个限位板725,限位板725上设有接近开关,用于控制摆动架72左右摆动幅度。
68.所述夹膜辊73包括两个紧密贴合的夹棍,其两端分别设有一个夹辊支架731,其中一个夹辊支架731由盖板732和调节板733组成,调节板733与盖板732滑动连接,由此该夹辊支架731的高度可调,所述夹膜辊73倾斜设置。
69.参见图17
‑
图20,所述送膜组件8包括四个送膜辊81,四个送膜辊81呈弧形分布,两侧分别设有撑挡83;所述送膜辊81的一端设置挡板,另一端设置八边形挡板82,所述八边形挡板82的外侧通过固定板连接两个档杆84,档杆84下方设有滑块85,所述滑块85设置在墙板86上,所述送膜辊81与减速机87连接。
70.参见图21
‑
图24,所述套袋组件9包括套袋口结合件91、烫刀组件92和推料装置93,所述烫刀组件92包括烫刀921,所述烫刀921上设有上烫板护罩922,上烫板护罩922内设有传热板923,所述上烫板护罩922上方设有上烫板座924,并与之固定,所述上烫板座924上方设有上双杆气缸925,上双杆气缸925通过底板固定,所述烫刀921下方设有下烫板座926,下烫板座926上设有下烫板垫铁927,所述下烫板座926下方设有下双杆气缸928,下双杆气缸928通过底板固定。
71.所述推料装置93包括推料气缸931和第一推板933,推料气缸931下方设有推料气缸座932,推料气缸931导杆一端连接有第一推板933,所述第一推板933包括推板底板9331,推板底板9331的两侧分别设有对称的推板侧板9332,推板侧板9332向外倾斜,两个推板侧板9332之间的夹角为90
°
,推板底板9331的长度与纱筒6的宽度匹配,推板侧板9332的端部还设有向外的倾斜板,使得第一推板933呈类w型,利用夹角保证纱筒6推进中不产生偏移。
72.参见图25
‑
图27,所述套袋口结合件91包括套袋口911,所述套袋口911为中空结构,包括上下平行布置的上板9111和下板9112,下板9112两侧通过折边连接两个侧板9113,侧板9113与上板9111、下板9112为垂直关系,所述上板9111呈等腰梯形,侧板9113呈直角梯形,上板9111的腰边与侧板9113的底边通过倾斜板9114连接;套袋口911的正面呈具有一个直角的四边形。
73.所述套袋口911的上方设有一根短挡棍912,所述短挡棍912的一端通过两个撑筋913与套袋口911连接,另一端通过支撑架915与套袋口911连接,所述两个撑筋913的一端分别与上板9111的两腰边连接,另一端与短挡棍912连接,两个撑筋913与上板9111呈三角形,两个撑筋913之间设有连接板914连接,增加其稳固性,所述支撑架915包括相互连接的倾斜段和垂直段,所述倾斜段与上板9111连接。
74.所述套袋口911的侧板9113外侧设有固定脚916,通过固定脚916固定在操作台上。
75.所述烫刀组件92设置在套袋口结合件91的一侧,所述下烫板座926与套袋口911的下板9112齐平,推料装置93设置在套袋口结合件91的前方后侧,用于将纱筒6推至自动排列系统4。
76.参见图28
‑
图34,所述翻转组件10包括翻转盒101和气缸组件,所述翻转盒101为相邻两侧面均为开口的长方体盒子,它包括上盖1011、底板1012、翻转侧板1013和翻转连接板1014,上盖1011和底板1012上下平行布置,两者之间设有翻转侧板1013和翻转连接板1014,翻转侧板1013和翻转连接板1014为相邻两侧面,翻转侧板1013的外侧边设有一个u型凹槽,所述翻转连接板1014的中心处连接空心导杆108,所述翻转连接板1014的中心处的外圈设有一个回转孔1015,回转孔1015为200
°
的圆环孔,所述回转孔1015内插入接轴105,接轴105一端连接推板组件,另一端连接前支撑103,推板组件包括垫板和第二推板109,第二推板109的结构和第一推板933相同。
77.所述气缸组件包括无杆气缸102,所述无杆气缸102的前端前支撑103,后端连接后支撑104,空心导杆108的一端固定在后支撑104上,另一端穿过前支撑103与翻转连接板1014连接;所述第一推板933通过接轴105与无杆气缸102连接,所述翻转盒101与回转气缸107连接,所述回转气缸107通过定位柱106固定在前支撑103上,由此翻转盒101可180
°
翻转。
78.所述翻转盒101设置在套袋口911的一侧,翻转盒101的前端开口与套袋口911的开口对接。
79.参见图4
‑
图6,所述输送系统1包括机架11和设置在机架11上的输送带12,所述输送带12的一侧设有自动称重机构,纱筒6经过自动称重机构检测合格后再推上输送带12;所述输送带12包括多个等长的输送小带,分别由各自的电机驱动,可同步驱动,也可单独定止。
80.参见图4
‑
图6,所述大小头检测系统2包括第一限位开关21、第二限位开关22、第三限位开关23以及控制系统,所述第二限位开关22和第三限位开关23设置在最靠近套膜系统3的一个输送小带的一侧,最靠近套膜系统3的一个输送小带设置在送膜组件8下方,该输送小带一侧设置翻转组件10,另一侧设有推送装置,用于将纱筒6推至翻转盒101内;该输送小带的端部设有挡板,防止纱筒6掉落;
81.所述第一限位开关21设置与第二限位开关22相邻的输送小带的的一侧,第一限位开关21的检测位置为位置一,第二限位开关22的检测位置为位置二,第三限位开关23的检测位置为位置三。
82.第一限位开关21在位置一检测到纱筒6后,停止外面一侧输送小带的输送,等待前方机械完成动作后再次输送纱筒6,输送带传送纱筒6到位置二后再次被第二限位开关22检测到,此时根据指定速度所测得的检测时间判断出纱筒6的摆放方式,是上大下小状态还是上小下大状态,参见图7和图8,控制系统的电箱在收到检测信号得到纱筒6的摆放状态,将信号传输给翻转组件10,根据摆放需求决定翻转组件10是否需要进行翻转运动,输送带传送纱筒6到位置三后再次被第三限位开关23检测到,信号传输给推送装置,推送装置将纱筒6推至翻转盒101内,由此得到最终的三排四列的纱筒阵列,相邻的纱筒6的大小头间隔布置。
83.参见图35
‑
图37,所述自动排列系统4包括排列输送带41、送料板42和侧送料组件
43,所述排列输送带41设置在套袋组件9的一侧,排列输送带41靠近套袋组件9的一端设有送料板42,当排列输送带41上排布有四个纱筒6,所述送料板42在气缸推动下将四个纱筒6推至侧送料位置,侧送料位置上设有侧送料组件43,所述侧送料组件43包括无杆气缸431、滑轨432、滑板433和长推板434,所述无杆气缸431设置在排列输送带41上方,无杆气缸431与滑板433连接,滑板433设置在滑轨432上,滑板433上设有一个长推板434,所述长推板434的长度与四个纱筒6的宽度相匹配,所述长推板434的高度与纱筒6的高度相匹配,无杆气缸431动作时带动滑板433,滑板433带动长推板434推料或回位。
84.所述排列输送带41的一侧设有置物台,置物台上设有推纱装置45,当置物台上排布有三列纱筒6,推纱装置45将其推进包装袋中;所述排列输送带41与置物台之间存在缝隙,因此在排列输送带41与置物台之间设置调节板44,调节板44的一边与排列输送带41下方的机架铰接,调节板44的底部连接伸缩气缸,当需要推料时,调节板44抬起,填平排列输送带41与置物台之间的缝隙,更有利于推料。
85.工作原理:
86.1、纱筒经输送带运送至大小头检测系统,经限位开关根据指定速度所测得的检测时间判断出纱筒的摆放方式,是上大下小状态还是上小下大状态,控制系统的电箱在收到检测信号得到纱筒的摆放状态,将信号传输给翻转组件,根据摆放需求决定翻转组件是否需要进行翻转运动。
87.2、纱筒被推送至翻转部件,翻转部件根据设定好的顺序翻转后推动或是直接推送纱筒进入前方套袋口。本实用新型的翻转组件一套完成翻转运动以确保纱筒能按指定排布顺利进入包装的装置。首先输送带将纱筒输送到指定位置后等待信号进入翻转工序,进入翻转盒后,根据之前检测到的信号决定是否进行翻转工序,若需要翻转则完成翻转工序后由后方的无杆气缸推入套膜组件的套袋口中。
88.3、纱筒送入套袋口时,系统先检测薄膜长度是否足够完成套膜动作;如果长度不足,则启动送膜部件,配合储膜部件拉长用于套膜的薄膜长度(单次送膜的长度可以完成2~3次套膜工序);如果长度足够,则直接开始套膜工序。
89.4、套膜工序开始后,薄膜由储膜组件发出,经过第一过渡辊后进入摆动架,经过撑管和拉膜辊后,进入夹膜辊的两个夹辊之间,之后经分层辊分开,薄膜顺着套膜部件的外轮廓形成包围的形状,随后翻转组件中的推杆将纱筒从中间推过完成套膜。
90.5、套膜完成后会将纱筒推到切膜口,上烫切口与下烫切口合拢烫断薄膜,随后旁侧的推杆将套膜的纱筒推入下一道自动排列工序。
91.6、自动排列,采用侧送料组件将四个纱筒推至打包置物台,当纱筒阵列布满,参见图37,推纱装置将其推进包装袋。
92.7、自动装袋缝纫。
93.以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1