一种多生产线自动送料装置的制作方法
1.本实用新型涉及自动送料技术领域,特别涉及一种多生产线自动送料装置。
背景技术:
2.目前,如包装、食品加工等大部分加工厂为了提高生产效率会在同一车间内会布置多条生产线。随着生产的自动化程度地不断提高,现有的大部分生产线均搭配设置有自动送料装置。因此,为了满足多条生产线的生产,工厂需要为每一条生产线单独设置一个自动送料装置。这不但会提高工厂的生产成本,而且还会带来过多占用厂房空间等一系列问题。
技术实现要素:
3.本实用新型所要解决的技术问题在于提供一种多生产线自动送料装置,其能够实现为多条生产线自动送料,以降低工厂生产成本和减少设备占地面积。
4.为了达到上述目的,本实用新型公开了一种多生产线自动送料装置,包括:机架、移动送料斗和提升供料机构,所述移动送料斗滑动设置于所述机架上,所述移动送料斗由驱动机构驱动在所述机架上移动,所述移动送料斗的顶部和底部分别具有进料口和出料口,所述出料口设置有用于控制所述出料口启闭的控制组件,所述提升供料机构设置于所述机架一侧,所述提升供料机构用于将物料提升送至所述移动送料斗内。
5.优选的,所述移动送料斗底部两侧分别转动设置有若干滚轮,所述机架两侧分别设置有与所述滚轮配合的轨道。
6.优选的,所述驱动机构包括驱动齿轮、固定齿条和齿轮驱动设备,所述驱动齿轮通过轴承座和转轴转动设置于所述移动送料斗上并由所述齿轮驱动设备驱动,所述固定齿条固定安装在所述机架上并与所述驱动齿轮啮合。
7.优选的,所述齿轮驱动设备包括电机、主动带轮、从动带轮和同步带,所述主动带轮固定安装在所述电机转轴上,所述从动带轮安装在所述转轴上,所述同步带啮合安装在所述主动带轮和所述从动带轮上。
8.优选的,所述控制组件包括阀板和阀板驱动装置,所述阀板滑动设置于所述出料口上,所述阀板驱动装置用于驱动所述阀板滑动。
9.优选的,所述阀板驱动装置为气缸,所述阀板与所述气缸的活塞杆固定连接。
10.优选的,所述移动送料斗内还转动设置有搅拌器,所述搅拌器包括搅拌轴和固定设置于所述搅拌轴上的若干搅拌爪。
11.优选的,所述机架上还间隔设置有若干储料箱,所述储料箱位于所述移动送料斗移动路线的正下方。
12.优选的,所述提升供料机构包括支架和提升斗,所述支架两侧分别设置有由电机驱动的驱动链条,所述提升斗两侧分别与所述支架两侧的所述驱动链条固定连接,所述支架两侧还分别设置有l形轨道,所述l形轨道的转角处为圆弧过渡,所述提升斗两侧分别转
动设置有与所述l形轨道配合的导轮。
13.相比于现有技术,本实用新型的有益效果在于:
14.本实用新型的提升供料机构将物料提升送至移动送料斗后,移动送料斗能够将物料移动送至不同的生产线,从而实现为多条不同的生产线进行供料。因此,本实用新型能够满足多条生产线的供料需求,工厂无需为每条生产线搭配专用的送料装置,这不但能够降低企业的生产成本,还能够解决因搭配过多专用送料装置而带来的占用厂房空间等一系列问题。
附图说明
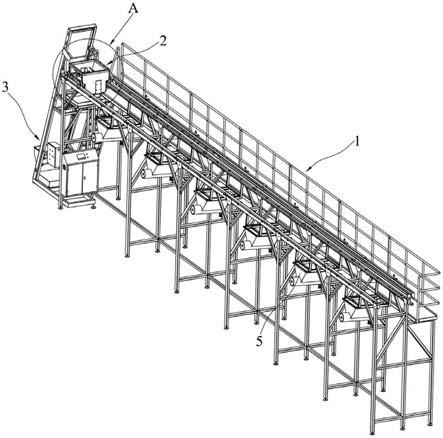
15.图1为本实用新型实施例整体结构示意图;
16.图2为图1中a处局部放大图;
17.图3为本实用新型实施例移动送料斗整体结构示意图;
18.图4为本实用新型实施例移动送料斗又一整体结构示意图;
19.图5为本实用新型实施例提升供料机构整体机构示意图。
具体实施方式
20.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
21.如图1
‑
图5所示,一种多生产线自动送料装置,包括机架1、移动送料斗2 和提升供料机构3。
22.移动送料斗2滑动设置于机架1上。移动送料斗2底部两侧分别转动设置有若干滚轮21,机架1上两侧分别设置有与滚轮21配合的轨道11,移动送料斗2通过滚轮21与轨道11配合滑动设置于机架1上。
23.移动送料斗2由移动驱动机构驱动在机架1上沿轨道11移动。移动驱动机构4包括驱动齿轮41、固定齿条42和齿轮驱动设备。驱动齿轮41通过轴承座 44和转轴45转动设置于移动送料斗2上并由齿轮驱动设备驱动,固定齿条42 固定安装在机架1上并与驱动齿轮41啮合。
24.齿轮驱动设备包括电机431、主动带轮432、从动带轮433和同步带(图中未示出)。主动带轮432固定安装在电机431转轴上并由电机431驱动转动,从动带轮安装在转轴45上,同步带啮合安装在主动、从动带轮432、433上。
25.移动驱动机构工作时,电机431驱动主动带轮432转动,主动带轮432通过同步带带动从动带轮433转动,从动带轮通过转轴45带动驱动齿轮41转动,驱动齿轮41在固定齿条42的作用下驱动移动送料斗2在机架1上移动。
26.移动送料斗2的顶部和底部分别具有进料口和出料口,出料口设置有用于控制出料口启闭的控制组件。控制组件包括滑动设置于出料口上的阀板221和驱动阀板221滑动的阀板驱动装置222。本实用新型实施例的阀板驱动装置222 优选地选用气缸,阀板221与气缸的活塞杆固定连接。
27.提升供料机构3设置于机架1一侧,提升供料机构3用于将物料提升送至移动送料斗2内。
28.提升供料机构3包括支架31和提升斗32。支架31倾斜向上设置,支架31 两侧分别设置有电机驱动的驱动链条(图中未示出),提升斗32两侧分别与支架31两侧的驱动链条固定连接。支架31两侧还分别设置有l形轨道311,l形轨道的转角处为圆弧过渡,提升斗32两侧分别设置有与l形轨道311配合的导轮(图中未示出)。
29.提升供料机构3工作时,首先使移动送料斗2移动至提升供料机构3顶端附近;然后将物料置于提升斗32内,支架31两侧的驱动链条由电机驱动转动,提升斗32在链条的带动下和l形轨道311的导向下向上提升,当提升斗32提升到提升供料机构3顶端时,提升斗32在l形轨道311的导向下向移动送料斗 2方向翻转使物料由移动送料斗2的进料口落入移动送料斗2内。
30.当移动送料斗2所送物料为混合物料时,为了使物料混合更充分,本实用新型实施例优选地在移动送料斗2内转动设置搅拌器,搅拌器包括搅拌轴231 和固定设置于搅拌轴231上的若干搅拌爪232,搅拌轴231由电机等通用设备驱动转动。
31.为了减少生产线生产时补充物料的等待时间,本实施例优选地在机架1上间隔设置若干储料箱5,储料箱5位于移动送料斗2移动路线的正下方。每一储料箱5对应一条生产线。当移动送料斗2为生产线完成第一次送料后,移动送料斗2可以将为生产线下一次供料的物料送至生产线对应的储料箱5内。当生产线需要进行供料时,储料箱5先将其内的物料及时供给生产线,使得生产线能够连续进行生产,无需中断生产等待移动送料斗2为其送料。储料箱5完成供料给生产线后,移动送料斗2可以再继续补充物料给储料箱5,以为生产线下一次供料做准备。
32.本实用新型实施例使用时,首先将多条生产线布置在沿移动送料斗2移动方向上并将生产线的进料工位设置于移动送料斗2移动路线的正下方;然后将物料置于提升供料机构3的提升斗32内并使移动送料斗2移动至提升供料机构 3的顶端附近,提升供料机构3工作使提升斗32上升并在提升供料机构3的顶端翻转将物料由移动送料斗2的进料口落入移动送料斗2内;移动送料斗2接收物料后由移动驱动装置驱动移动至需要供料的生产线的进料工位正上方;移动送料斗2移动到位后,控制组件工作使物料由移动送料斗2的出料斗落入生产线的进料工位上,完成对生产线的送料。
33.需要理解的是,在本实用新型的描述中出现的“前”、“后”、“上”、“下”、“左”、“右”“顶”、“底”“内”、“外”等指示方位或位置关系的描述为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位或以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
34.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1