依托潜伏式AGV的卷烟生产物流系统的制作方法
依托潜伏式agv的卷烟生产物流系统
技术领域
1.本技术涉及物流领域,尤其涉及一种依托潜伏式agv的卷烟生产物流系统。
背景技术:
2.随着物流技术的进步,工业用潜伏式自动导引运输车(automated guidedvehicle,agv)技术日趋成熟,较常规激光agv,潜伏式agv具有投资小,维护保养便捷,柔性程度更高的优势,部分卷烟生产企业已陆续根据实际需要,开始探索将潜伏式agv系统引入卷烟依托潜伏式agv的卷烟生产物流系统之中。
3.但是,就目前已有的技术而言,由于物流接驳的需要,以及潜伏式agv 的固有特性,潜伏式agv必须配合移动货架方可执行物流转运作业。实际运行过程中,装载有货物的移动货架被放置于仓储区域,潜伏式agv行至仓储区域接驳装有货物的移动货架,然后根据移动货架内装载的货物将其送至所需位置,在移动货架内装载的货物被使用完成后,再将移动货架送回仓储系统。
4.那么如果有十个位置需要使用十种不同的货物,则分别需要十个agv 将装有对应货物的十个移动货架转移至对应的十个位置,因此,在运送货物至所需位置时,agv所需移动路程非常繁琐和冗长,也间接导致所需要的agv数量极其庞大,agv利用效率较低,导致成本较高。
技术实现要素:
5.本技术的目的在于提供一种依托潜伏式agv的卷烟生产物流系统,以解决上述问题,通过设置传输机,以简化agv运载货物时的路径,减少所需agv的数量,提升agv的使用效率,节约成本。
6.本技术提供了一种依托潜伏式agv的卷烟生产物流系统,包括仓储系统、托盘、分流系统、第一agv;仓储系统包括多组平行设置的货架;分流系统包括入料传输机、第一直行穿梭机和分流传输机;入料传输机和分流传输机分别设置于第一直行穿梭机的两侧,入料传输机和分流传输机分别沿第一方向运行,第一直行穿梭机沿第二方向运行,第一方向和第二方向垂直;第一agv用于将装有货物的托盘从货架上运输至入料传输机;入料传输机用于将装有货物的托盘经第一直行穿梭机运输至分流传输机;分流传输机用于将托盘内的货物运输至所需位置。
7.该实施方式提供的依托潜伏式agv的卷烟生产物流系统,第一agv 将货架上的货物经托盘运输至分流系统后,货物首先到达分流系统的入料传输机,因第一直行穿梭机运行方向垂直于分流传输机运行方向,因此入料传输机可以经第一直行穿梭机将货物运输至各个分流传输机,各个分流传输机可以货物运输至各个需要的位置。由此,第一agv无需将货物分别送至各个需要的位置,仅需要将装有货物的托盘运输至分流系统位置处即可,缩短了第一agv的移动路程。因第一agv运行路程缩短,因此相同时间内,第一agv可转运货物的数量增加,因此整个依托潜伏式agv的卷烟生产物流系统所需要的第一agv数量减少。提
升了第一agv的利用率,节约了成本。
8.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,依托潜伏式agv的卷烟生产物流系统还包括第二 agv、第三agv和接收系统,接收系统包括接收链条传输机、电子标签机(radio frequency identification,rfid)和第一拆盘机;第一拆盘机和rfid 分别设置于接收链条传输机上;第二agv用于将多个层叠的托盘运输至接收链条传输机上;第一拆盘机用于从多个层叠的托盘中拆分出一个托盘;接收链条传输机用于传输拆分出的托盘,且在接收链条传输机传输托盘的过程中,托盘上被装载货物,然后rfid将身份标志信息(identity document,id)写入托盘的底部;第三agv用于将装有货物的托盘从接收链条传输机运输至货架;货架、入料传输机和分流传输机分别设有用于校验id的校验设备。
9.该实施方式中的第二agv、第三agv和接收系统用于在加工烟品过程中,向仓储系统中存储单品规卷烟辅料,以供后续加工使用。该结构中,因托盘可以堆叠,因此存放空置托盘所需空间减小,可以节省大量的空间。
10.在另一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输卷烟成品件烟时,依托潜伏式agv的卷烟生产物流系统还包括第二 agv、第三agv和接收系统,接收系统包括接收直行穿梭机、托盘传输机、成品传输机、装载传输机、rfid和第一拆盘机;装载传输机位于接收直行穿梭机的一侧,托盘传输机和成品传输机位于接收直行穿梭机的另一侧;rfid设置于成品传输机上,第一拆盘机设置于托盘传输机上;接收直行穿梭机沿第二方向运行,托盘传输机、成品传输机和装载传输机沿第一方向运行;第二agv用于将多个层叠的托盘运输至托盘传输机上,第一拆盘机用于从多个层叠的托盘中拆分出一个托盘;托盘传输机用于将拆分出的托盘经接收直行穿梭机运输至装载传输机上;托盘在装载传输机上被放置货物;然后装载传输机将装有货物的托盘经接收直行穿梭机运输至成品传输机上;在成品传输机传输装有货物的托盘的过程中,rfid将id写入托盘的底部;第三agv用于将装有货物的托盘运输至货架;货架、入料传输机和分流传输机分别设有用于校验id的校验设备。该实施方式中的第二 agv、第三agv和接收系统用于在卷烟加工完成后,将卷烟成品件存储在仓储系统中,以供后续分流系统将卷烟成品件运输至各个需要的位置。
11.在一种可选实施方式中,无论用于运输单品规卷烟辅料还是运输卷烟成品件烟。接收系统还包括放料机器人,放料机器人用于向托盘上装载货物。具体的,当运输单品规卷烟辅料时,放料机器人将单品规卷烟辅料装载在拆分出的托盘上;当运输卷烟成品件时,放料机器人将卷烟成品件装载在拆分出的托盘上。由此,可以降低作业人员劳动强度,提高自动化程度,增加运输效率。
12.在一种可选实施方式中,无论用于运输单品规卷烟辅料还是运输卷烟成品件烟。分流系统还包括配盘机器人;配盘机器人紧邻分流传输机设置;配盘机器人用于对分流传输机上装有货物的托盘内的货物进行分拣。具体的,当运输单品规卷烟辅料时,配盘机器人将分拣托盘内的单品规卷烟辅料;当运输卷烟成品件时,配盘机器人将分拣托盘内的卷烟成品件。由此,增加自动化程度,提高运输效率。
13.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输卷烟成品件烟时,分流系统还包括成品传输带,成品传输带的入口端靠近配盘机器人;配盘机器人用于将装有货物的托盘内的货物分拣至成品传输带上,成品传输带用于将货物传输至所需
位置。该实施方式中,配盘机器人直接将托盘内的卷烟成品件分拣至成品运输带上,然后由成品运输带进行传输,由此可以快速将卷烟成品件传输至需要的位置,加快了传输效率。
14.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,分流系统还包括杂物箱、杂物传输机、盘和对接传输机;杂物传输机紧邻配盘机器人设置;杂物箱设置在杂物传输机上;杂物箱用于容纳配盘机器人从装有货物的托盘内分拣出的杂物;对接传输机紧邻配盘机器人设置;盘位于对接传输机上,盘用于容纳配盘机器人从装有货物的托盘内分拣出的货物;对接传输机用于将装有货物的盘运输至所需位置。
15.该实施方式中,因运输单品规卷烟辅料时,捆绑辅料的材料属于不可用物品,需要从辅料中分拣出来,因此,设置杂物箱和杂物传输机,将配盘机器人分拣出的杂物放置在杂物箱内,且经由杂物传输机传输至其他位置。而其中的加工所需要的货物,也即单品规卷烟辅料,可以被分拣至盘内,从而传输至所需要的工位,由此可以增加加工效率。
16.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,分流系统还包括第二直行穿梭机、第二拆盘机和传输机;第二直行穿梭机和第一直行穿梭机平行设置,且沿第二方向运行;传输机沿第一方向运行;传输机设置于第二直行穿梭机远离第一直行穿梭机的一侧;第二拆盘机设置于传输机上,用于从多个堆叠的盘中拆分出一个盘,传输机用于将拆分出的盘经第二直行穿梭机运输至对接传输机上。
17.该实施方式中,主要提供用于装载被分拣出的单品规卷烟辅料,上述结构可以快速提供盘,由此可以加快传输效率,从而增加生产节拍,提高生产效率。
18.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,还包括配送系统,配送系统包括配送传输机和打码机,配送传输机设置于第二直行穿梭机远离第一直行穿梭机一侧,且沿第一方向运行;打码机设置于配送传输机上;对接传输机用于将装有货物的盘经第二直行穿梭机运输至配送传输机上;配送传输机用于将装有货物的盘运输至所需位置;在配送传输机运输装有货物的盘的情况下,打码机向装有货物的盘的底部写入id。
19.盘被装载货物后,经过打码机写入id,便于后续识别盘内的货物。配送传输机则将装载有单品规卷烟辅料的盘快速运输至所需工位,以加快生产节拍。
20.在一种可选实施方式中,依托潜伏式agv的卷烟生产物流系统还包括回收系统。当依托潜伏式agv的卷烟生产物流系统用于运输卷烟成品件烟时,回收系统包括回收传输机和码盘机;码盘机设置于回收传输机上,回收传输机位于第一直行穿梭机远离分流传输机的一侧,回收传输机沿第一方向运行;分流传输机用于将被分拣完货物的托盘经第一直行穿梭机运输至回收传输机上;码盘机用于将被分拣完货物的托盘堆叠;第一agv用于将堆叠的托盘从回收传输机运输至货架上。该回收系统可以快速通过第一 agv将空置且堆叠的托盘放回仓储系统,因第一agv一次性可以运输大量堆叠的空置托盘至仓储系统,因此第一agv的空置行程缩短,第一agv 的利用率得以提高。
21.当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,回收系统包括回收传输机和码盘机;码盘机设置于回收传输机上,回收传输机位于第一直行穿梭机远离分流传输机的一侧,回收传输机沿第一方向运行;分流传输机用于将被分拣完货物的托盘经第一直行穿梭机运输至回收传输机上;码盘机用于将被分拣完货物的托盘堆叠;第一
agv用于将堆叠的托盘从回收传输机运输至货架上;和,回收系统包括余料回收传输机,分流传输机用于将未分拣完货物的托盘经第一直行穿梭机运输至余料回收传输机上,第一agv用于将未分拣完货物的托盘从余料回收传输机运输至货架上。该回收系统可以快速通过第一agv将空置且堆叠的托盘放回仓储系统,因第一agv一次性可以运输大量堆叠的空置托盘至仓储系统,因此第一agv的空置行程缩短,第一agv的利用率得以提高。另外,该回收系统还可以将未用完的单品规卷烟辅料运输至仓储系统,以备下次使用,从而可以节省资源,减少浪费。
附图说明
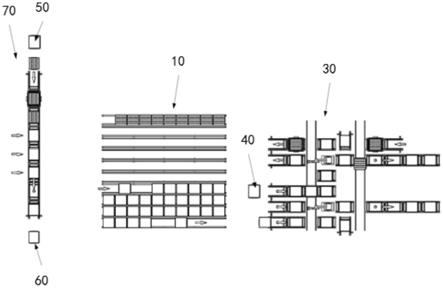
22.图1为本技术一种实施方式提供的依托潜伏式agv的卷烟生产物流系统的结构示意图;
23.图2为本技术一种实施方式提供的依托潜伏式agv的卷烟生产物流系统的接收系统的结构示意图;
24.图3为本技术一种实施方式提供的依托潜伏式agv的卷烟生产物流系统的仓储系统的结构示意图;
25.图4为本技术一种实施方式提供的依托潜伏式agv的卷烟生产物流系统的分流系统的结构示意图;
26.图5为本技术另一种实施方式提供的依托潜伏式agv的卷烟生产物流系统的结构示意图;
27.图6为本技术另一种实施方式提供的依托潜伏式agv的卷烟生产物流系统的接收系统的结构示意图;
28.图7为本技术另一种实施方式提供的依托潜伏式agv的卷烟生产物流系统的仓储系统的结构示意图;
29.图8为本技术另一种实施方式提供的依托潜伏式agv的卷烟生产物流系统的分流系统的结构示意图。
30.附图标记说明
31.仓储系统10,货架11,托盘20,分流系统30,入料传输机31,第一直行穿梭机32,分流传输机33,配盘机器人34,成品传输带35,杂物箱 36,杂物传输机37,盘38,对接传输机39,第二直行穿梭机310,第二拆盘机311,传输机312,第一agv40,第二agv50,第三agv60,接收系统70,接收链条传输机71,rfid711,第一拆盘机72,接收直行穿梭机 73,托盘传输机74,成品传输机75,装载传输机76,放料机器人77,配送传输机80,打码机81,回收传输机90,码盘机91,货物100,校验设备110。
具体实施方式
32.下面详细描述本技术的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能解释为对本技术的限制。
33.请参考图1至图8,本技术提供了一种依托潜伏式agv的卷烟生产物流系统,包括仓储系统10、托盘20、分流系统30、第一agv;仓储系统 10包括多组平行设置的货架11;分流系
统30包括入料传输机31、第一直行穿梭机32和分流传输机33;入料传输机31和分流传输机33分别设置于第一直行穿梭机32的两侧,入料传输机31和分流传输机33分别沿第一方向运行,第一直行穿梭机32沿第二方向运行,第一方向和第二方向垂直;第一agv40用于将装有货物100的托盘20从货架11上运输至入料传输机 31;入料传输机31用于将装有货物100的托盘20经第一直行穿梭机32运输至分流传输机33;分流传输机33用于将托盘20内的货物100运输至所需位置。
34.该实施方式提供的依托潜伏式agv的卷烟生产物流系统,第一agv40 将货架11上的货物100经托盘20运输至分流系统30后,货物100首先到达分流系统30的入料传输机31,因第一直行穿梭机32运行方向垂直于分流传输机33运行方向,因此入料传输机31可以经第一直行穿梭机32将货物100运输至各个分流传输机33,各个分流传输机33可以将货物100运输至各个需要的位置。
35.由此,第一agv40无需将货物100分别送至各个需要的位置,仅需要将装有货物100的托盘20运输至分流系统30位置处即可,缩短了第一 agv40的移动路程。因第一agv40运行路程缩短,因此相同时间内,第一agv40可转运货物100的数量增加,因此整个依托潜伏式agv的卷烟生产物流系统所需要的第一agv40数量减少。提升了第一agv40的利用率,节约了成本。第一agv40小车数量减少,还降低了多个第一agv40 小车运行过程中发生碰撞的风险,增加了安全系数。
36.另外,入料传输机31、第一直行穿梭机32和分流传输机33均具有固定轨道,因此控制程序较为简单,由此简化了控制难度。
37.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,依托潜伏式agv的卷烟生产物流系统还包括第二 agv50、第三agv60和接收系统70,接收系统70包括接收链条传输机 71、电子标签机(radio frequency identification,rfid)711和第一拆盘机 72;第一拆盘机72和rfid711分别设置于接收链条传输机71上。
38.第二agv50用于将多个层叠的托盘20运输至接收链条传输机71上;第一拆盘机72用于从多个层叠的托盘20中拆分出一个托盘20;接收链条传输机71用于传输拆分出的托盘20,且在接收链条传输机71传输托盘20 的过程中,托盘20上被装载货物100,然后rfid711将身份标志信息 (identity document,id)写入托盘20的底部。
39.第三agv60用于将装有货物100的托盘20从接收链条传输机71运输至货架11;货架11、入料传输机31和分流传输机33分别设有用于校验id 的校验设备110。
40.该实施方式中的第二agv50、第三agv60和接收系统70用于在加工烟品过程中,向仓储系统10中存储单品规卷烟辅料,以供后续加工使用。该结构中,因托盘20可以堆叠,因此存放空置托盘20所需空间减小,可以节省大量的空间。
41.在另一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输卷烟成品件烟时,依托潜伏式agv的卷烟生产物流系统还包括第二 agv50、第三agv60和接收系统70,接收系统70包括接收直行穿梭机 73、托盘传输机74、成品传输机75、装载传输机76、rfid711和第一拆盘机72;装载传输机76位于接收直行穿梭机73的一侧,托盘传输机74 和成品传输机75位于接收直行穿梭机73的另一侧;rfid711设置于成品传输机75上,第一拆盘机72设置于托盘传输机74上;接收直行穿梭机 73沿第二方向运行,托盘传输机74、成品传
输机75和装载传输机76沿第一方向运行。
42.第二agv50用于将多个层叠的托盘20运输至托盘传输机74上,第一拆盘机72用于从多个层叠的托盘20中拆分出一个托盘20;托盘传输机74 用于将拆分出的托盘20经接收直行穿梭机73运输至装载传输机76上;托盘20在装载传输机76上被放置货物100;然后装载传输机76将装有货物 100的托盘20经接收直行穿梭机73运输至成品传输机75上。在成品传输机75传输装有货物100的托盘20的过程中,rfid711将id写入托盘20 的底部。
43.第三agv60用于将装有货物100的托盘20运输至货架11;货架11、入料传输机31和分流传输机33分别设有用于校验id的校验设备110。该实施方式中的第二agv50、第三agv60和接收系统70用于在卷烟加工完成后,将卷烟成品件存储在仓储系统10中,以供后续分流系统30将卷烟成品件运输至各个需要的位置。
44.在一种可选实施方式中,无论用于运输单品规卷烟辅料还是运输卷烟成品件烟。接收系统70还包括放料机器人77,放料机器人77用于向托盘 20上装载货物100。具体的,当运输单品规卷烟辅料时,放料机器人77将单品规卷烟辅料装载在拆分出的托盘20上;当运输卷烟成品件时,放料机器人77将卷烟成品件装载在拆分出的托盘20上。由此,可以降低作业人员劳动强度,提高自动化程度,增加运输效率。
45.在一种可选实施方式中,无论用于运输单品规卷烟辅料还是运输卷烟成品件烟。分流系统30还包括配盘机器人34;配盘机器人34紧邻分流传输机33设置;配盘机器人34用于对分流传输机33上装有货物100的托盘 20内的货物100进行分拣。具体的,当运输单品规卷烟辅料时,配盘机器人34将分拣托盘20内的单品规卷烟辅料;当运输卷烟成品件时,配盘机器人34将分拣托盘20内的卷烟成品件。由此,增加自动化程度,提高运输效率。
46.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输卷烟成品件烟时,分流系统30还包括成品传输带35,成品传输带35 的入口端靠近配盘机器人34;配盘机器人34用于将装有货物100的托盘 20内的货物100分拣至成品传输带35上,成品传输带35用于将货物100 传输至所需位置。该实施方式中,配盘机器人34直接将托盘20内的卷烟成品件分拣至成品运输带上,然后由成品运输带进行传输,由此可以快速将卷烟成品件传输至需要的位置,加快了传输效率。
47.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,分流系统30还包括杂物箱36、杂物传输机37、盘38和对接传输机39;杂物传输机37紧邻配盘机器人34设置;杂物箱 36设置在杂物传输机37上;杂物箱36用于容纳配盘机器人34从装有货物100的托盘20内分拣出的杂物;对接传输机39紧邻配盘机器人34设置;盘38位于对接传输机39上,盘38用于容纳配盘机器人34从装有货物100 的托盘20内分拣出的货物100;对接传输机39用于将装有货物100的盘 38运输至所需位置。
48.该实施方式中,因运输单品规卷烟辅料时,捆绑辅料的材料属于不可用物品,需要从辅料中分拣出来,因此,设置杂物箱36和杂物传输机37,将配盘机器人34分拣出的杂物放置在杂物箱36内,且经由杂物传输机37 传输至其他位置。而其中的加工所需要的货物100,也即单品规卷烟辅料,可以被分拣至盘38内,从而传输至所需要的工位,由此可以增加加工效率。
49.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,分流系统30还包括第二直行穿梭机310、第二拆盘机311和传输机312;第二直
行穿梭机310和第一直行穿梭机32平行设置,且沿第二方向运行;传输机312沿第一方向运行;传输机312设置于第二直行穿梭机310远离第一直行穿梭机32的一侧;第二拆盘机311设置于传输机312上,用于从多个堆叠的盘38中拆分出一个盘38,传输机312 用于将拆分出的盘38经第二直行穿梭机310运输至对接传输机39上。
50.该实施方式中,主要提供用于装载被分拣出的单品规卷烟辅料,上述结构可以快速提供盘38,由此可以加快传输效率,从而增加生产节拍,提高生产效率。
51.在一种可选实施方式中,当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,还包括配送系统,配送系统包括配送传输机80和打码机81,配送传输机80设置于第二直行穿梭机310远离第一直行穿梭机32一侧,且沿第一方向运行;打码机81设置于配送传输机80上;对接传输机39用于将装有货物100的盘38经第二直行穿梭机310运输至配送传输机80上;配送传输机80用于将装有货物100的盘38运输至所需位置;在配送传输机80运输装有货物100的盘38的情况下,打码机81向装有货物100的盘38的底部写入id。
52.盘38被装载货物100后,经过打码机81写入id,便于后续识别盘38 内的货物100。配送传输机80则将装载有单品规卷烟辅料的盘38快速运输至所需工位,以加快生产节拍。
53.在一种可选实施方式中,依托潜伏式agv的卷烟生产物流系统还包括回收系统。
54.当依托潜伏式agv的卷烟生产物流系统用于运输卷烟成品件烟时,回收系统包括回收传输机90和码盘机91;码盘机91设置于回收传输机90 上,回收传输机90位于第一直行穿梭机32远离分流传输机33的一侧,回收传输机90沿第一方向运行;分流传输机33用于将被分拣完货物100的托盘20经第一直行穿梭机32运输至回收传输机90上;码盘机91用于将被分拣完货物100的托盘20堆叠;第一agv40用于将堆叠的托盘20从回收传输机90运输至货架11上。该回收系统可以快速通过第一agv40将空置且堆叠的托盘20放回仓储系统10,因第一agv40一次性可以运输大量堆叠的空置托盘20至仓储系统10,因此第一agv40的空置行程缩短,第一agv40的利用率得以提高。
55.当依托潜伏式agv的卷烟生产物流系统用于运输单品规卷烟辅料时,回收系统包括回收传输机90和码盘机91;码盘机91设置于回收传输机90 上,回收传输机90位于第一直行穿梭机32远离分流传输机33的一侧,回收传输机90沿第一方向运行;分流传输机33用于将被分拣完货物100的托盘20经第一直行穿梭机32运输至回收传输机90上;码盘机91用于将被分拣完货物100的托盘20堆叠;第一agv40用于将堆叠的托盘20从回收传输机90运输至货架11上。
56.回收系统还包括余料回收传输机90,分流传输机33用于将未分拣完货物100的托盘20经第一直行穿梭机32运输至余料回收传输机90上,第一agv40用于将未分拣完货物100的托盘20从余料回收传输机90运输至货架11上。该回收系统可以快速通过第一agv40将空置且堆叠的托盘20 放回仓储系统10,因第一agv40一次性可以运输大量堆叠的空置托盘20 至仓储系统10,因此第一agv40的空置行程缩短,第一agv40的利用率得以提高。另外,该回收系统还可以将未用完的单品规卷烟辅料运输至仓储系统10,以备下次使用,从而可以节省资源,减少浪费。
57.在一种可选实施方式中,货架11为柔性货架11。柔性货架11利于层叠,在不适用的时候可以方便的收纳,以节省空间。
58.以下详述本技术一种实施方式提供的依托潜伏式agv的卷烟生产物流系统,该依
托潜伏式agv的卷烟生产物流系统可以适用于各种烟产品生产过程中所需辅料的运输,或者是适用于烟成品的运输。
59.以下以运输辅料为例,请参考图1至图4,该实施方式提供的依托潜伏式agv的卷烟生产物流系统包括接收系统70、仓储系统10、托盘20、分流系统30、第一agv40、第二agv50、第三agv60、配送系统和回收系统。
60.其中,接收系统70包括接收链条传输机71、电子标签机(radio frequencyidentification,rfid711)和第一拆盘机72;第一拆盘机72和rfid711分别设置于接收链条传输机71上。仓储系统10包括多组平行设置的货架11。
61.其中,分流系统30包括入料传输机31、第一直行穿梭机32、分流传输机33、配盘机器人34、第二直行穿梭机310、第二拆盘机311、传输机312、杂物箱36、杂物传输机37、盘38、对接传输机39、配送传输机80 和打码机81。第一直行穿梭机32和第二直行穿梭机310平行设置,入料传输机31位于第一直行穿梭机32的左侧,分流传输机33、配盘机器人34、杂物传输机37和对接传输机39均位于第一直行穿梭机32和第二直行穿梭机310之间。传输机312和配送传输机80设置于第二直行穿梭机310右侧;第二拆盘机311设置于传输机312上,杂物箱36设置在杂物传输机37上;打码机81设置于配送传输机80上。
62.分流传输机33、杂物传输机37和对接传输机39均靠近配盘机器人34;并且分流传输机33紧邻第一直行穿梭机32,杂物传输机37和对接传输机 39紧邻第二直行穿梭机310。
63.以下详述流转过程:
64.首先,第二agv50从仓储系统10将多个层叠的托盘20运输至接收链条传输机71上,接收链条传输机71上的第一拆盘机72从多个层叠的托盘 20中拆分出一个托盘20。然后,接收链条传输机71将传输拆分出的托盘 20,且在接收链条传输机71传输托盘20的过程中,托盘20上被装载辅料,然后rfid711将身份标志信息id写入托盘20的底部。
65.接着,第三agv60将装有辅料的托盘20从接收链条传输机71运输至货架11。
66.接着,第一agv40将装有辅料的托盘20从货架11上运输至入料传输机31。然后,入料传输机31将装有辅料的托盘20经第一直行穿梭机32 运输至分流传输机33。
67.接着,在分流传输机33上,装有辅料的托盘20被配盘机器分拣,当然可以理解的是,此时分流传输机33处于静止状态。而分拣出的杂物放置于杂物箱36内,分拣出的辅料放置于对接传输机39上的盘38内。其中,盘38的来源如下:传输机312上预先放置有堆叠的盘38,传输机312上的第二拆盘机311从多个堆叠的盘38中拆分出一个盘38,然后传输机312 将拆分出的盘38经第二直行穿梭机310运输至对接传输机39上。其中,杂物为包装箱等物品。
68.需要强调的是,被分拣完辅料的托盘20被分流传输机33经第一直行穿梭机32运输至回收传输机90上,且被回收传输机90上的码盘机91进行堆叠。当被分拣完辅料的托盘20堆叠到一定高度后,第一agv40将堆叠的托盘20运输至仓储系统10的货架11上,以备下次使用。
69.而尚有剩余辅料的托盘20被分流传输机33经第一直行穿梭机32运输至余料回收传输机90,然后第一agv40将未分拣完辅料的托盘20从余料回收传输机90运输至货架11上。
70.接着,对接传输机39将装有辅料的盘38经第二直行穿梭机310运输至配送传输机80上;配送传输机80将装有辅料的盘38运输至所需位置。在配送传输机80运输装有辅料的
盘38的情况下,打码机81向装有辅料的盘38的底部写入id。
71.在整个运输过程中,货架11、入料传输机31和分流传输机33分别设有用于校验id的校验设备110,经过相关位置时,校验设备110则会对托盘20底部的id进行校验,以确保辅料运输的准确性。
72.另外,需要说明的是,装有辅料的盘38被运输至所需工位后,如果盘 38内的辅料被使用完,则空置的盘38被运输至标准传送机上,实现盘38 在分流系统30和工位之间的循环使用。
73.当然,上述整个流程由电控系统发出的指令进行控制。
74.以下以运输卷烟成品件烟为例,请参考图5至图8,该实施方式提供的依托潜伏式agv的卷烟生产物流系统包括接收系统70、仓储系统10、托盘20、分流系统30、第一agv40、第二agv50、第三agv60和回收系统。
75.接收系统70包括接收直行穿梭机73、托盘传输机74、成品传输机75、放料机器人77、装载传输机76、rfid711和第一拆盘机72。仓储系统10 包括多组平行设置的货架11。分流系统30包括入料传输机31、第一直行穿梭机32、分流传输机33和成品传输带35。回收系统包括回收传输机90 和码盘机91。
76.接收系统70中,装载传输机76位于接收直行穿梭机73的左侧,托盘传输机74和成品传输机75位于接收直行穿梭机73的右侧。rfid711设置于成品传输机75上,第一拆盘机72设置于托盘传输机74上。接收直行穿梭机73沿第二方向运行,托盘传输机74、成品传输机75和装载传输机76 沿第一方向运行。
77.分流系统30中,入料传输机31和分流传输机33分别设置于第一直行穿梭机32的左右两侧,入料传输机31和分流传输机33分别沿第一方向运行,第一直行穿梭机32沿第二方向运行,第一方向和第二方向垂直。
78.成品传输带35的入口端靠近配盘机器人34。
79.以下详述整个运输过程:
80.首先,第二agv50从仓储系统10将多个层叠的托盘20运输至托盘传输机74上,第一拆盘机72从多个层叠的托盘20中拆分出一个托盘20。然后,托盘传输机74将拆分出的托盘20经接收直行穿梭机73运输至装载传输机76上。
81.接着,装载运输机静止状态时,托盘20在装载传输机76上被放置卷烟成品件烟;然后装载传输机76开始运行,将装有卷烟成品件烟的托盘 20经接收直行穿梭机73运输至成品传输机75上。在成品传输机75传输装有卷烟成品件烟的托盘20的过程中,rfid711将id写入托盘20的底部。
82.接着,第三agv60将装有卷烟成品件烟的托盘20从成品运输机上运输至货架11。
83.接着,第一agv40将装有卷烟成品件烟的托盘20从货架11上运输至入料传输机31;然后,入料传输机31将装有卷烟成品件烟的托盘20经第一直行穿梭机32运输至分流传输机33。
84.接着,在分流传输机33上,配盘机器人34将装有卷烟成品件烟的托盘20内的卷烟成品件烟分拣至成品传输带35上,成品传输带35将卷烟成品件烟传输至所需位置。当然,需要理解的是,分拣过程中,分流传输机 33处于静止状态。
85.在分流传输机33上托盘20内的卷烟成品件烟分拣完后,分流传输机 33开始运行
以将空置的托盘20经第一直行穿梭机32运输至回收传输机90,且被回收传输机90上的码盘机91进行堆叠。当被分拣完辅料的托盘20堆叠到一定高度后,第一agv40将堆叠的托盘20运输至仓储系统10的货架 11上,以备下次使用。
86.在整个运输过程中,货架11、入料传输机31和分流传输机33分别设有用于校验id的校验设备110,经过相关位置时,校验设备110则会对托盘20底部的id进行校验,以确保辅料运输的准确性。
87.以上依据图式所示的实施例详细说明了本技术的构造、特征及作用效果,以上仅为本技术的较佳实施例,但本技术不以图面所示限定实施范围,凡是依照本技术的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1