一种用于塑料颗粒混料自动计量包装连线设备的制作方法
1.本实用新型涉及一种注塑原材料的预混工序自动化设备,具体是一种用于塑料颗粒混料自动计量包装连线设备。
背景技术:
2.中国专利文献号cn209600841u于2019.11.08公开一种粉料混合包装机,应用在粉料包装设备领域,其解决传统的粉料混合包装机对于添加的材料的分量难以把控,精度较低,效率也较低技术问题,其技术方案要点是:包括机架和设置在机架上的混合斗;机架上设有配料组件和混合组件;配料组件包括至少两个螺旋喂料机和至少两个配料称重斗,配料称重斗设置在混合斗的上方;混合组件包括设置在混合斗中的混合杆和设置在混合杆上的搅拌叶片。其螺旋喂料机设有多个,成本较高。而且混料腔容积小,混料效率不够理想。因此有待进一步改进。
技术实现要素:
3.本实用新型的目的旨在提供一种减少一线操作人员,提高生产效率,降低管理成本,有效实现不同工序对接的用于塑料颗粒混料自动计量包装连线设备,以克服现有技术中的不足之处。
4.按此目的设计的一种用于塑料颗粒混料自动计量包装连线设备,包括工作平台,工作平台上设有混料机、储料仓、计量包装机和缝包机,混料机、储料仓之间设有提升机构,计量包装机、缝包机分别位于混料机的下方,计量包装机进料口和混料机出料口连通,缝包机位于计量包装机一侧,且计量包装机、缝包机下方设有运输机构。计量包装机、缝包机分别混料机呈上下层设置,有利于减少设备的占地面积,节省厂房摆放设备空间。
5.工作平台上设有堆料位,堆料位和缝包机通过运输机构进行工序对接。
6.混料机出料口上设有气动控制阀。通过混料机出料口的气动控制阀放料,将混合好的原材料按批次控制放料到计量包装机的料斗上。
7.混料机上设有混料腔,混料腔内设有搅拌螺杆,搅拌螺杆一端设有转动电机,转动电机带动搅拌螺杆转动。
8.提升机构包括导料管、位于导料管内的提升螺杆、与提升螺杆配合连接的减速电机,导料管一端设有连通储料仓的送料口,导料管另一端设有连通混料机的输料口,减速电机带动提升螺杆转动,提升螺杆带动储料仓的物料沿导料管进入混料机内。只需一个提升机构就能将原料输送至混料机内进行预混,解决传统的使用多个螺旋喂料机的设置方式。
9.计量包装机上设有料斗,计量包装机进料口和料斗连通,料斗上设有放料口,计量包装机上设有控制放料口打开或关闭的放料拔动开关。手动启动放料拔动开关,计量好的原材料通过放料口一次性装入至包装袋内。包装袋使用编织覆膜袋、牛皮纸复合袋、纯牛皮纸袋等敞口袋。物料接触料斗全部用304不锈钢,不污染原材料。
10.储料仓上设有储料腔,储料腔上设有盖体,盖体转动式或滑动式设置在储料腔上。
11.工作平台上设有用于支撑混料机、储料仓、计量包装机、缝包机、提升机构、运输机构的支撑机架,工作平台上对应混料机设有云梯,云梯上设有护栏。
12.提升机构包括输送带、带动输送带往复运动的输送辊,输送辊一端设有驱动电机、带传动组件,驱动电机通过带传动组件和输送辊配合连接,驱动电机通过输送辊带动输送带往复运动。
13.带传动组件包括皮带、被动轮和主动轮,输送辊的轴端连接被动轮,驱动电机的轴端连接主动轮,皮带包覆被动轮和主动轮。
14.本实用新型的有益效果如下:
15.a、计量包装机、缝包机分别混料机呈上下层设置,有利于减少设备的占地面积,节省厂房摆放设备空间。
16.b、只需一个提升机构就能将原料输送至混料机内进行预混,解决传统的使用多个螺旋喂料机的设置方式,节省生产成本,降低维护成本。
17.c、计量包装机计量好的原材料通过放料口一次性装入至包装袋内。包装袋使用编织覆膜袋、牛皮纸复合袋、纯牛皮纸袋等敞口袋。物料接触料斗全部用304不锈钢,不污染原材料。
18.综合上述,本实用新型的用于塑料颗粒混料自动计量包装连线设备具有易于维护、操作简便的特点,且采用先进的西门子plc控制系统,包装目标重量25kg/袋,计量精度在0.2%,处理速度200包/小时。包装线投产后,可减少一线操作人员,提高生产效率,降低管理成本。
附图说明
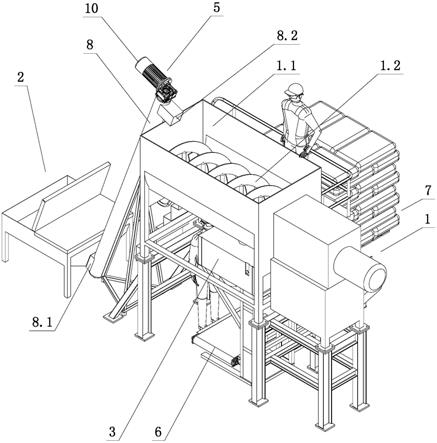
19.图1为本实用新型一实施例用于塑料颗粒混料自动计量包装连线设备的立体结构示意图。
20.图2为本实用新型一实施例用于塑料颗粒混料自动计量包装连线设备的另一方位立体结构示意图。
21.图3为本实用新型一实施例提升机构立体结构示意图。
22.图4为本实用新型一实施例提升机构立体截面结构示意图。
23.图5为本实用新型一实施例计量包装机、缝包机、运输机构的立体结构示意图。
24.图6为本实用新型一实施例计量包装机、缝包机、运输机构的另一方位立体结构示意图。
25.图中,1为混料机,1.1为混料腔,1.2为搅拌螺杆,2为储料仓,2.1为储料腔,2.2为盖体,3为计量包装机,3.1为料斗,4为缝包机,5为提升机构,6为运输机构,7为堆料位,8为导料管,9为提升螺杆,10为减速电机,11为云梯,12为护栏。
具体实施方式
26.下面结合附图及实施例对本实用新型作进一步描述。
27.参见图1、图2,一种用于塑料颗粒混料自动计量包装连线设备,包括工作平台,工作平台上设有混料机1、储料仓2、计量包装机3和缝包机4,混料机1、储料仓2之间设有提升机构5,计量包装机3、缝包机4分别位于混料机1的下方,计量包装机3进料口和混料机1出料
口连通,缝包机4位于计量包装机3一侧,且计量包装机3、缝包机4下方设有运输机构6。
28.工作平台上设有堆料位7,堆料位7和缝包机4通过运输机构6进行工序对接。
29.混料机1出料口上设有气动控制阀。
30.参见图1,混料机1上设有混料腔1.1,混料腔1.1内设有搅拌螺杆1.2,搅拌螺杆一端设有转动电机,转动电机带动搅拌螺杆转动。
31.参见图3、图4,提升机构5包括导料管8、位于导料管8内的提升螺杆9、与提升螺杆9配合连接的减速电机10,导料管8一端设有连通储料仓2的送料口8.1,导料管8另一端设有连通混料机1的输料口8.2,减速电机10带动提升螺杆9转动,提升螺杆9带动储料仓2的物料沿导料管8进入混料机1内。将原材料包装拆开倒入储料仓2,经过减速电机10的旋转带动提升螺杆9,物料在导料管8提升到混料机1预备混合。
32.参见图5、图6,计量包装机3上设有料斗3.1,计量包装机3进料口和料斗3.1连通,料斗3.1上设有放料口,计量包装机3上设有控制放料口打开或关闭的放料拔动开关。
33.储料仓2上设有储料腔2.1,储料腔2.1上设有盖体2.2,盖体2.2转动式或滑动式设置在储料腔上。
34.工作平台上设有用于支撑混料机1、储料仓2、计量包装机3、缝包机4、提升机构5、运输机构6的支撑机架,工作平台上对应混料机1设有云梯11,云梯上设有护栏12。
35.提升机构5包括输送带、带动输送带往复运动的输送辊,输送辊一端设有驱动电机、带传动组件,驱动电机通过带传动组件和输送辊配合连接,驱动电机通过输送辊带动输送带往复运动。
36.带传动组件包括皮带、被动轮和主动轮,输送辊的轴端连接被动轮,驱动电机的轴端连接主动轮,皮带包覆被动轮和主动轮。
37.工作流程如下:
38.人工只需要将配比好的塑料原材料倒入到储料仓2,原材料经提升机构5送料到混料机1上,装满原材料的混料机1启动混料,经过一段时间的均化搅拌混合后,混料机1停机对混合好的原材料进行分袋包装。通过混料机1出料口上的气动控制阀放料,将混合好的原材料按批次控制放料到计量包装机3的料斗3.1,达到目标重量25kg,系统自动启动气动控制阀关闭放料程序,停止放料。在计量包装机3放料口进行人工套上包装袋,然后手动启动放料拔动开关,计量好的原材料通过放料口一次性装入至包装袋内。然后从计量包装机3取下装好的原材料袋,放置到下方的运输机构6上,再由人工手动引导到缝包机4,将包装袋口缝合好,缝好的包装袋经过输送机构6流到堆料位7上,人工按要求堆叠方式码放。完成一次混料包装工序流程后,再重新进行第二批次装料混料,以此往复。
39.混合好的物料要按每包25kg重新计量包装,再经缝包机4缝好袋口,实现从上游混料设备到下游包装设备的无缝对接,减少中间搬运环节,提升了工作效率。
40.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1