液压翻转上料装置的制作方法
1.本实用新型涉及上料设备的技术领域,具体是一种液压翻转上料装置。
背景技术:
2.在烟草行业中,烟叶盛放在烟框内进行回溯处理后,需将烟框中的烟叶进行投料,现有生产中多采用人工上料的方式,人工上料效率低且劳动强度大,容易出现安全隐患。人工上料方式难以控制生产节拍,人为因素易对生产节拍产生影响,降低生产效率,同时使得生产成本增加。
技术实现要素:
3.本实用新型的目的是提供一种可以自动上料的液压翻转上料装置。
4.为解决上述技术问题,现提供一种液压翻转上料装置,其包括框架,框架的上表面右侧设有上铰轴,框架通过上铰轴铰接有翻转架,其结构特点是:所述框架上铰接有液压缸,所述框架上铰接有底面为平面、顶面为圆弧面的下半圆块,所述下半圆块的一端与液压缸的活塞杆动力连接,所述翻转架上固接有底面为圆弧面、顶面为平面的上半圆块,下半圆块的圆弧面与上半圆块的圆弧面相抵。
5.采用上述结构后,液压杆的活塞杆推动下半圆块沿铰轴旋转,使下半圆块产生向上侧的位移,因下半圆块的圆弧面与上半圆块的圆弧面相抵,下半圆块的位移带动上半圆块向上移动,以此带动与上半圆块固接的翻转架沿上铰轴向右翻转,实现液压翻转上料的功能。
6.作为本实用新型的改进,所述框架上装有下铰轴,下铰轴穿装在下半圆块上且下铰轴偏离下半圆块的圆弧面的中心设置,下铰轴偏离圆弧面中心设置,使得下半圆块沿下铰轴旋转时下半圆块会产生高度方向的位移,以此带动上半圆块及与上半圆块固接的翻转架的高度方向上的移动,活塞杆与下半圆块铰接后随着液压缸的活塞杆的顶出,带动下半圆块沿下铰轴的旋转。
7.作为本实用新型的改进,所述翻转架的四角处设有向上伸出的四个限位框,限位框将放在翻转架上的烟框的位置固定,避免烟框因翻转架的翻转产生位移,影响上料。
8.作为本实用新型的改进,所述框架上设有与上半圆块的位置对应设置的防震垫,当上半圆块回落到框架上时,防震垫起到避免上半圆块和框架撞击产生剧烈震动的作用,减少了因震动可能导致的结构变形,增加了本装置的使用寿命。
9.作为本实用新型的改进,所述框架上连接有位于上铰轴右侧且与翻转架右侧边框位置对应设置的限位柱,在翻转架沿上转轴向右旋转后,翻转架的架框最终会抵在限位柱上表面,限位柱限制了翻转架旋转的最大角度。
10.作为本实用新型的改进,所述框架的右部装有向上延伸的拉簧,拉簧的上端连接在翻转架上,随着翻转架的旋转角度增大,拉簧被拉开,拉簧产生向内回缩的力,限制翻转架的旋转角度,避免翻转架翻转角度过大而使得上半圆块与下半圆块脱离。
11.本实用新型具有通过液压控制实现上料过程、节省人力、提高效率、便于控制生产节拍的优点。
附图说明
12.下面结合附图及具体实施方式对本实用新型作进一步详细说明;
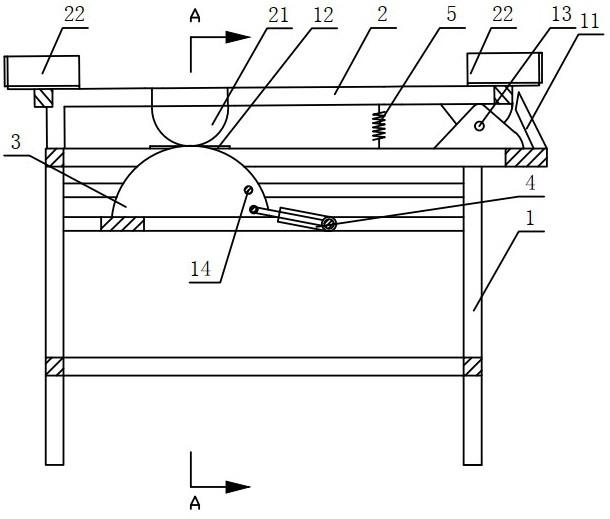
13.图1为本实用新型的结构示意图;
14.图2为沿图1中a
‑
a线剖切的结构示意图;
15.图3为本实用新型翻转上料时的结构示意图。
具体实施方式
16.如图1所示,在本实用新型提供了一种翻转上料装置的优选实施例,其包括框架1,框架1中间部分设有下铰轴14,框架1通过下铰轴14铰接有半圆形的下半圆块3,下半圆块3呈底面为平面、顶面为圆弧面的半圆形柱体,下铰轴14设在下半圆块3的右部,偏离下半圆块3的中心。下半圆块3右下侧铰接有液压缸4,液压缸4的另一端铰接在框架1上,下半圆块3与液压缸4的活塞杆铰接,下半圆块3与液压缸4的铰接部位位于下铰轴14偏离圆弧面中心的同侧。在其他实施例中,下半圆块3与液压缸4的铰接部位也可位于下铰轴14偏离圆弧面中心的异侧。框架1上端的右侧设有上铰轴13,框架1通过上铰轴13铰接翻转架2,翻转架2能沿上铰轴13向右翻转,翻转架2上设有上半圆块21,上半圆块21呈底面为圆弧面、顶面为平面的半圆形柱体,上半圆块21的位置与下半圆块3的位置对应,下半圆块3的圆弧面与上半圆块21的圆弧面相抵。翻转架2上端四角设有向上伸出的限位框22,四个限位框22呈现从四边线中间断开的长方形框。当烟叶放在烟框内进行回潮处理后,投料时将盛满烟叶的烟框放在翻转架2上,翻转架2的限位框22将烟框固定在翻转架2内,有助于翻转架2翻转时,固定烟框位置,避免在上料时烟框移位。框架1右部设有拉簧5,拉簧5的另一端连接在翻转架2上,当翻转架2绕上铰轴13向右旋转是,拉簧5被逐渐拉开,拉簧5的拉力逐渐增强,用于避免翻转架2翻转时角度过大,将翻转架2的翻转角度限制在一个范围内。同时框架1上设有限位柱11,限位柱11倾斜设在上铰轴13右侧,当翻转架2翻转到所需要的最大角度时,限位柱11的顶面抵在翻转架2架框上,使得翻转架2不能再向右翻转,限制翻转架2翻转的最大角度。在翻转架2左侧设有支撑柱,支撑柱在翻转架2不需要翻转时和翻转架2从翻转状态恢复时,支撑柱的下端抵在框架1上,确定翻转架2与框架1的相对位置。
17.如图2所示,在本实施例中,上半圆块21的宽度大于下半圆块3的宽度,框架1在下半圆块3的两侧设有左右方向的横梁,翻转架2不处于翻转状态时,上半圆块21的底面的两侧与横梁接触,横梁对上半圆块21起到支撑作用,避免上半圆块21随翻转架2回落时对下半圆块3产生冲击。框架1上安装有防震垫12,防震垫12位于上半圆块21与横梁之间,此时上半圆块21的圆弧面与防震垫12接触。当翻转架2回落时,上半圆块21落在防震垫12上,防震垫12起到减震的作用,避免上半圆块21回落时撞击在框架1上产生剧烈震动损坏翻转架2。
18.如图3所示,在本实用新型需要翻转上料时,液压缸4的活塞杆顶出,下半圆块3下铰轴14向右旋转,下半圆块3产生高度方向上的位移,因下半圆块3与上半圆块21之间为外切连接,在下半圆块3沿下铰轴14向右旋转时,下半圆块3的向上升起,下半圆块3的切线由下半圆块3圆弧中心往左侧移动,上半圆块21上切线所在位置由圆弧中心向右方转移,带动
上半圆块21向上移动。因上半圆块21与翻转架2固接,翻转架2随着上半圆块21向上移动,翻转架2随着上铰轴13向右翻转。因液压缸4与下半圆块3、框架1间均为铰轴连接,液压缸4也随着与框架1铰接的铰轴进行旋转,使得液压缸4的角度适应下半圆块3旋转后铰轴的位置。翻转上料时,此时翻转架2翻转一定角度,在翻转架2上放置的烟框右侧侧门打开,烟叶从烟框右侧侧门滑出。下半圆块3受液压缸4的活塞杆作用继续沿下铰轴14向右翻转,翻转架2的翻转角度也相应增大,翻转架2与框架1间的拉簧5逐渐拉伸,拉簧5的拉力阻碍翻转架2翻转,防止翻转架2大幅度翻转导致侧翻,同时框架1上表面右侧设有的限位柱11,在翻转架2翻转到需要的最大角度时,限位柱11的上表面将翻转架2的架框抵住,限位柱11和拉簧5一起限制翻转架2的最大翻转角度,避免翻转架2翻转过度导致下半圆块3与上半圆块21的圆弧面脱离,同时可以调整限位柱11的高度和拉簧5的强度,来调整所需的最大翻转角度。当上料结束后,下半圆块3沿下铰轴14向左往回翻转,下半圆块3向下产生位移,同时上半圆块21的圆弧面与下半圆块3圆弧面的切线也逐渐向圆弧中间移动,是的上半圆块21也产生向下的位移,翻转架2随上半圆块21沿上铰轴13向左回落,最终恢复到初始角度。框架1上设有防震垫12位于上半圆块21下,当翻转架2回落后,对上半圆块21起到减震的作用,防止上半圆块21下落产生冲击振动导致框架1、翻转架2的结构变形,缩短本装置的使用寿命。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1