横式套标机定位装置的制作方法
1.本实用新型有关于一种物品包装设备的技术领域,特别是有关于一种使包装物原料及物体在进行包装前互相套置且彼此相互对准中心线的横式套标机定位装置。
背景技术:
2.物品在销售时,为了避免在运送过程受到污染,而且也为了增加物品保存的完整,保护物品不被损坏,通常会使用包装材完全地包覆物品。而传统的立式套标机对物品进行套标的动作并由物品的一侧透过拍打方式,以将包装材调整到适当位置,但由于其结构本身的设计,仅适用于较大的物品,而对于较小物品的包装方式通常借由横式套标机来达成。物品在经由输送带输送,套标装置将包装材的圆筒形膜片套置于物品,然后由热缩装置提供热气流,包装材膜片遇到热气流后会逐渐收缩而终至完全包覆于物品。
3.但是上述的横式套标机将包装材套置于物品后,在进入热缩装置之前,由于运输过程的移动,物品的中心线与包装材的中心线经常不是对准的状态,这使得包装材在热缩包覆于物品后,经常会有物品的某个部位没有被包装材包覆的问题,造成包装的瑕疵。
技术实现要素:
4.有鉴于此,本实用新型所解决的技术问题在于提供一种横式套标机定位装置,使包装材与物品在进行包装之前,先将包装材与物品的中心线对准,在包装制成时,包装材可以完全包覆物品,不会造成包装的瑕疵。
5.本实用新型所采用的技术手段如下所述。
6.为了达到上述目的,本实用新型的横式套标机定位装置的一实施例用于将一包装物套置于一物体,该横式套标机定位装置包括:一输送机构、一套标模组、一包装物原料导正机构、一物体导正机构以及一包装机构。输送机构包括一承载件,该承载件具有一第一中心线且沿一路径移动,该承载件沿该路径输送该物体。套标模组设置于该路径旁,将一包装物原料套置于该物体。包装物原料导正机构设于该路径旁,该包装物原料导正机构推压套置于该物体的该包装物原料,使套置于该物体的该包装物原料的一第二中心线对准于该第一中心线。物体导正机构设置于该路径旁,该物体导正机构推压该物体,使该物体的一第三中心线对准该第一中心线。包装机构设置于该路径旁,使该第二中心线对准该第一中心线的该包装物原料包覆于该第三中心线对准该第一中心线的该物体。
7.本实用新型所产生的有益效果:借由本实用新型的横式套标机定位装置,物体在套置包装材后,在收缩包装材使其包覆于物体之前,由包装物原料导正机构及物体导正机构将包装物原料的第二中心线及物体的第三中心线均对准于承载件的第一中心线,借此使包装物原料的第二中心线对准物体的第三中心线。彼此对准的包装物原料及物体在包装装置中收缩时,包装材可以完全包覆物体。
附图说明
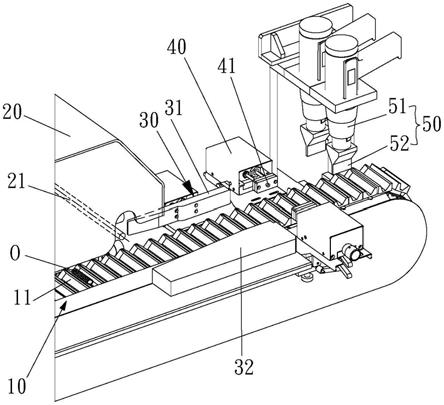
8.图1为本实用新型的横式套标机定位装置的第一实施例的立体图。
9.图2为图1的横式套标机定位装置的俯视图。
10.图3为图1的横式套标机定位装置的侧视图。
11.图4为图1的横式套标机定位装置的包装物原料导正机构及物体导正机构的一实施例的立体图。
12.图5为本实用新型的横式套标机定位装置的包装物原料导正机构及物体导正机构的第二实施例的俯视图。
13.图6为本实用新型的横式套标机定位装置的包装物原料导正机构及物体导正机构的一实施例的俯视图。
14.图7至图11为本实用新型的横式套标机定位装置对物体及包装物原料进行套标、导正包装物原料、导正物体及进行缩合包装的示意图。
15.图号说明:
16.10:输送机构
17.11:承载件
18.20:套标模组
19.21:中心导柱
20.30:包装物原料导正机构
21.31:拍打块
22.32:导正块
23.40:物体导正机构
24.41:第一凸件
25.41’:第二凸件
26.42:抵顶结构
27.421:抵顶平面
28.43:伸缩杆
29.50:包装机构
30.51:热气流产生件
31.52:喷嘴
32.311:第一斜面
33.321:第二斜面
34.312:第一平面
35.322:第二平面
36.o:物体
37.p:包装物原料。
具体实施方式
38.请参阅图1、图2及图3,其表示本实用新型的横式套标机定位装置的第一实施例。本实施例的横式套标机定位装置包括一输送机构10、一套标模组20、一包装物原料导正机
构30、一物体导正机构40以及一包装机构50。
39.输送机构10包括至少一承载件11,承载件11具有一第一中心线且沿一路径移动,沿该路径输送一物体o。本实施例的输送机构10包括多个承载件11,多个承载件11相互连接而形成一输送带,该输送带可连续式或间歇式作动来输送该物体o,间歇式作动为移动状态与停止状态交错进行。当该输送带以间歇式作动来输送该物体o时,该输送带在移动状态下可将放置于该输送带上的物体o沿一路径移动,而该输送带在停止状态下能供放置于该输送带上的不同套标进度下的物体o,同时进行所需的动作,例如:该套标模组20将该包装物原料p套置于该物体o;该包装物原料导正机构30推压套置于该物体o的该包装物原料p于适当位置;该物体导正机构40推压该物体o于该承载件11的适当位置;包装机构50使该包装物原料p的两端包覆于该物体o。
40.如图3所示,每个承载件11具有一截面为v字形的承载部,圆柱状的物体o放置并定位于承载部。承载件11由轨道的导引而沿一路径移动,借此输送物体o。
41.套标模组20设置于该路径旁,将一包装物原料p套置于该物体o。本实施例的套标模组20具有一中心导柱21,一包装物原料p借由中心导柱21的导引沿着与物体o的移动路径正交的方向套置于物体o,本实施例的包装物原料p为塑料制的热收缩膜且形成圆筒状,因而可以套置于圆柱状物体o的外周面。本实用新型的物体o及包装物原料p不限于圆柱状,长方体或多面体都可以适用。包装物原料p套置于物体o后,由承载件11承载沿轨道导引的上述路径移动。
42.包装物原料导正机构30设于该路径旁,包装物原料导正机构30推压套置于物体o的包装物原料p,使套置于物体o的该包装物原料p的一第二中心线对准于第一中心线。包装物原料导正机构30包括一拍打块31,以及一相对于该拍打块31而设置的导正块32,该拍打块31朝与该路径相交的方向相对移动,而从两端推移包装物原料p,使包装物原料p的第二中心线对准承载件11的第一中心线。本实用新型的包装物原料导正机构30可用以解决过去对于尺寸较小的物体进行套标时所导致包装物原料p于物体o的位置不精确等问题。本实施例的包装物原料导正机构30为主动式推压,而导正块32为被动式推压。本实施例的包装物原料导正机构30包含一第一斜面311与一第一平面312,包装物原料导正机构30透过该第一斜面311渐进式推压包装物原料p套置于物体o的适当位置,包装物原料导正机构30透过该第一平面312进一步地推压包装物原料p套置于物体o的适当位置;本实施例的导正块32包含一第二斜面321与一第二平面322,导正块32的第二斜面321配合包装物原料导正机构30的第一斜面311,使包装物原料p渐进式推压套置于物体o的适当位置,而导正块32的第二平面322配合包装物原料导正机构30的第一平面312,以进一步地推压包装物原料p套置于物体o的适当位置。本实施例的第一平面312与第二平面322分别与第一中心线的距离均相等。
43.物体导正机构40设置于路径旁,物体导正机构40推压物体o,使该物体o的一第三中心线对准承载件11的第一中心线。物体导正机构40包括至少一第一凸件41,第一凸件41朝与路径相交的方向移动,第一凸件41抵接于物体o的端部,使第三中心线对准第一中心线。本实施例的第一凸件41的外径小于包装物原料p的内径,而可以穿入包装物原料p推移位于包装物原料p内的物体o的两端,使物体o的第三中心线对准第一中心线,同时借此使物体o的第三中心线对准包装物原料p的第二中心线。本实施例的第一凸件41可活动伸缩于物体导正机构40,举例来说,第一凸件41可直接伸缩于物体导正机构40内部,或仅减少第一凸
件41于物体导正机构40外部的长度;或该第一凸件41常驻于物体导正机构40外部。透过间歇式作动的输送机构10搭配包装物原料导正机构30与物体导正机构40,以大大的提升对于尺寸较小的物体o进行套标时的定位精度,而将包装物原料p推压套置于该物体o的适当位置。
44.包装机构50设置于该路径旁,使第二中心线对准第一中心线的包装物原料p包覆于第三中心线对准第一中心线的物体o。本实施例的包装机构50包括一热气流产生件51以及一喷嘴52,该喷嘴52连接于该热气流产生件51,该热气流产生件51产生的热气流从喷嘴52流出至套置在物体o的包装物原料p,包装物原料p受热后收缩而使包装物原料p的两端包覆于物体o。本实施例的喷嘴52的方向与承载件11移动的路径相交,更进一步说,本实施例的喷嘴52的方向与承载件11移动的路径正交,即本实施例的喷嘴52的方向对准承载件11移动的路径。
45.请参阅图4,其表示本实用新型横式套标机定位装置的包装物原料导正机构及物体导正机构的一实施例。本实施例的包装物原料导正机构30的拍打块31与导正块32分别设置在承载件11的两侧,而且由伺服马达驱动朝承载件11移动,以便推移由承载件11所承载的包装物原料p,使包装物原料p的第二中心线对准承载件11的第一中心线。本实施例的物体导正机构40的第一凸件41朝承载件11移动,而且穿入包装物原料p而推移位于包装物原料p中的物体o。本实施例的第一凸件41可活动伸缩于物体导正机构40,举例来说,第一凸件41可直接伸缩于物体导正机构40内部,或仅减少第一凸件41于物体导正机构40外部的长度;或该第一凸件41常驻于物体导正机构40外部。透过间歇式作动的输送机构10搭配包装物原料导正机构30与物体导正机构40,以大大的提升对于尺寸较小的物体o进行套标时的定位精度,而将包装物原料p推压套置于该物体o的适当位置。
46.请参阅图5,其表示本实用新型横式套标机定位装置的包装物原料导正机构及物体导正机构的第二实施例。本实施例的包装物原料导正机构30的拍打块31与导正块32分别设置在承载件11的两侧,由伺服马达驱动朝承载件11移动,拍打块31与导正块32分别具有第一斜面311及321,第一斜面311及第二斜面321相对设置且沿着承载件11的第一中心线延伸,且第一斜面311及第二斜面321与第一中心线的距离沿着承载件11的移动方向逐渐变小,第一斜面311及第二斜面321抵接于套置在物体o的包装物原料p,使第二中心线对准第一中心线。本实施例的拍打块31设置一第二凸件41’于一第一平面312上,并同时设置相对应于第二凸件41’的物体导正机构40的第一凸件41,于实际实施时,包装物原料导正机构30透过该第一斜面311与相对应的导正块32的第二斜面321,以渐进的方式推压包装物原料p套置于物体o的适当位置,而后再由包装物原料导正机构30的第一平面312与相对应的导正块32的第二平面322,以进一步地推压包装物原料p套置于物体o的适当位置,最后,当已套置包装物原料p的物体o继续朝路径移动时,第一凸件41与第二凸件41’朝与路径相交的方向移动,第一凸件41与第二凸件41’抵接于物体o的端部,使第三中心线对准第一中心线。本实施例的第一凸件41与第二凸件41’的外径小于包装物原料p的内径,而可以穿入包装物原料p推移位于包装物原料p内的物体o的两端,使物体o的第三中心线对准第一中心线,同时借此使物体o的第三中心线对准包装物原料p的第二中心线。本实施例的第一凸件41与第二凸件41’间的距离可视物体o的长短尺寸预先进行校正,以进一步地提升第一凸件41与第二凸件41’分别与物体o的端部间距离的定位精度,而有利于后续作业。
47.本实施例的物体导正机构40设置于包装物原料导正机构30的一侧,且位于承载件11的移动方向上包装物原料导正机构30的后方。本实施例的物体导正机构40包括一第一凸件41、一抵顶结构42以及一连接抵顶结构42的伸缩杆43,抵顶结构42具有一抵顶平面421,抵顶平面421与第一凸件41相对设置。第一凸件41由伺服马达驱动朝承载件11移动,推移物体o,使物体o的第二中心线与承载件11的第一中心线对准。于实际实施时,可透过该伸缩杆43调整与物体o间较长的距离,再进一步地透过可伸缩的第一凸件41微调与物体o的端部间的距离,以进一步地提升第一凸件41与物体o间的定位精度。
48.请一并参阅图6,其表示本实用新型横式套标机定位装置的包装物原料导正机构及物体导正机构的一实施例。本实施例的包装物原料导正机构30的拍打块31与导正块32分别设置在承载件11的两侧,由伺服马达驱动分别朝承载件11移动,拍打块31与导正块32分别具有第一斜面311及第二斜面321,第一斜面311及第二斜面321相对设置且沿着承载件11的第一中心线延伸,且第一斜面311及第二斜面321与第一中心线的距离沿着承载件11的移动方向逐渐变小,第一斜面311及第二斜面321推移套置在物体o的包装物原料p,使第二中心线对准第一中心线。本实施例的物体导正机构40设置于包装物原料导正机构30的一侧,且位于承载件11的移动方向上包装物原料导正机构30的后方。本实施例的物体导正机构40包括两个相对设置的第一凸件41,第一凸件41由伺服马达驱动朝承载件11移动,推移物体o,使物体o的第二中心线与承载件11的第一中心线对准。
49.本实用新型的横式套标机定位装置的一实施例。本实施例的喷嘴52的方向与承载件11移动的路径相交,本实施例的喷嘴52的方向相对于垂直于承载件11移动的路径的方向形成一角度,本实施例的两个喷嘴52分别朝向承载件11的两端缘。
50.请参阅图7至图11,其表示本实用新型的横式套标机定位装置对物体及包装物原料进行套标、导正包装物原料、导正物体及进行缩合包装的过程。如图7所示,物体o由承载件11承载而沿着由轨道导引的路径移动。如图8所示,物体o通过套标模组20后,包装物原料p借由中心导柱21的导引沿着与物体o的移动路径正交的方向套置于物体o。包装物原料p与物体o一起由承载件11承载而继续沿导引的路径移动。如图9所示,包装物原料p与物体o通过包装物原料导正机构30,此时拍打块31与导正块32分由伺服马达驱动分别朝承载件11移动,推移套置在物体o的包装物原料p,使第二中心线对准第一中心线。然后包装物原料p与物体o由承载件11承载而继续沿导引的路径移动。如图10所示,包装物原料p与物体o通过物体导正机构40,物体导正机构40的第一凸件41由伺服马达驱动朝承载件11移动,以推移物体o,使物体o的第二中心线与承载件11的第一中心线对准。接着如图11所示,包装机构50的热气流产生件51产生的热气流从喷嘴52流出至套置在物体o的包装物原料p,并使包装物原料p的两端包覆于物体o。在套标模组20、包装物原料导正机构30、物体导正机构40及包装机构50前方可设置感测器,当物体o及包装物原料p接近时,感测器输出致动讯号至可程式逻辑控制器(plc),可程式逻辑控制器控制套标模组20、包装物原料导正机构30、物体导正机构40及包装机构50作动,而进行套标、导正包装物原料、导正物体及进行缩合包装等制程。
51.综上所述,本实用新型与现有技术与产品相较之下,本实用新型具有以下优点之一。
52.借由本实用新型的横式套标机定位装置,物体在套置包装材后,在收缩包装材使其包覆于物体之前,由包装物原料导正机构及物体导正机构将包装物原料的第二中心线及
物体的第三中心线均对准于承载件的第一中心线,借此使包装物原料的第二中心线对准物体的第三中心线。彼此对准的包装物原料及物体在包装装置中收缩时,包装材可以完全包覆物体。
53.本实用新型的横式套标机定位装置,透过间歇式作动的输送机构搭配包装物原料导正机构与物体导正机构,以大大的提升对于尺寸较小的物体进行套标时的定位精度,而将包装物原料推压套置于该物体的适当位置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1