一种电动牙刷自动包装线的制作方法
1.本实用新型涉及牙刷生产设备领域,具体而言,涉及一种电动牙刷自动包装线。
背景技术:
2.当前牙刷包装作业采用传统式皮带线作业模式,此种作业方式存在以下缺陷:1、当前企业招工日益艰难,人员流动性大,新招人员需重新学习作业方法,其严重影响生产效率,且大大增加了产品品质风险;2、传统型皮带线作业生产模式,生产过程中无效动作多,生产效率低;3、物料多而杂,人工核对物料出错概率大;4、现场5s较差。
3.鉴于此,本技术发明人发明了一种电动牙刷自动包装线。
技术实现要素:
4.本实用新型的目的在于提供一种效率高、出错风险小同时可保证生产线周边环境整洁的电动牙刷自动包装线。
5.为实现上述目的,本实用新型采用以下技术方案:一种电动牙刷自动包装线,包括沿着输送线的输送方向依次设置的下述单元:
6.彩盒处理单元,用于彩盒的自动上料及彩盒上相应标识的打印粘贴;
7.上料包装单元,用于将电动牙刷及牙刷配件放置到彩盒内;
8.彩盒封装单元,用于彩盒的封皮包装及不合格产品剔除;及
9.用于彩盒自动上料的第一机器人、将彩盒处理单元加工后的彩盒移栽至上料包装单元的第二机器人、将上料包装单元处理后的彩盒移栽至彩盒封装单元的第三机器人。
10.进一步地,所述彩盒处理单元包括第一输送线、沿着第一输送线的输送方向依次设置的第一翻转机构、防伪二维码贴标机、参数纸贴标机、sn码打标贴标机、第二翻转机构。
11.进一步地,所述上料包装单元包括第二输送线、沿着第二输送线的输送方向依次设置的彩盒开盖除尘机构、牙刷检测上料机构、充电座上料机构、数据线及操作指南上料机构、产品遗漏检测机构、说明书上料机构、彩盒合盖机构。
12.进一步地,所述上料包装单元包括用于固定放置彩盒的治具、分别设于第二输送线两端部的治具储存机构、治具回收机构,所述第二输送线自治具储存机构流向治具回收机构,所述第二输送线的下方设有用于回流治具的回流输送线,所述回流输送线的输送方向与所述第二输送线的输送方向相反。
13.进一步地,所述第一输送线的输出端位于靠近第二输送线的输入端处,且所述第一输送线与所述第二输送线垂直设置。
14.进一步地,所述牙刷检测上料机构设于牙刷组装流水线的输出端,所述第一输送线与牙刷组装流水线平行设置且位于第二输送线的同一侧。
15.进一步地,所述彩盒封装单元包括第三输送线、沿着第三输送线的输送方向依次设置的对彩盒安装封皮的封皮安装机构、对彩盒进行称重并剔除不合格产品的称重剔除机构、对彩盒外表面封装塑料薄膜的热封切边机构。
16.进一步地,所述第三输送线与所述第二输送线平行设置,且所述第三输送线与第一输送线位于所述第二输送线的同一侧,所述第三输送线的输入端位于靠近所述第二输送线的输出端处,所述第三输送线的输送方向与所述第二输送线的输送方向相反。
17.与现有技术相比,本实用新型的有益效果是:本实用新型牙刷包装线布局紧凑合理,通过ccd相机、在线称重、感应等方式检测来实现降低作业过程中的出错风险和确保物料使用的正确性,基本实现整个包装过程的自动化,其效率高、人工成本低,同时可保证生产线周边环境整洁。
附图说明
18.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
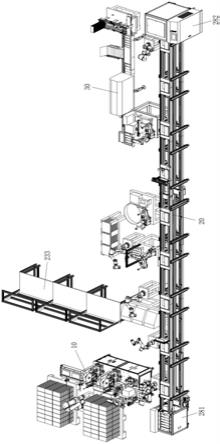
19.图1是本实用新型实施例包装流水线示意图;
20.图2是本实用新型实施例彩盒处理单元示意图;
21.图3是本实用新型实施例上料包装单元示意图;
22.图4是本实用新型实施例彩盒开盖除尘机构示意图;
23.图5是本实用新型实施例牙刷检测上料机构示意图;
24.图6是本实用新型实施例数据线及操作指南上料机构示意图;
25.图7是本实用新型实施例说明书上料机构示意图;
26.图8是本实用新型实施例彩盒封装单元示意图。
27.主要元件符号说明
28.10
‑
彩盒处理单元,
29.11
‑
第一输送线,12
‑
第一翻转机构,13
‑
防伪二维码贴标机,14
‑
参数纸贴标机,15
‑
sn码打标贴标机,16
‑
第二翻转机构,
30.20
‑
上料包装单元,
31.21
‑
第二输送线,
32.22
‑
彩盒开盖除尘机构,221
‑
开盖机构,222
‑
离子风棒除尘除静电工位,
33.23
‑
牙刷检测上料机构,231
‑
蓝牙测试箱,232
‑
协作机器人,233
‑
牙刷组装流水线,
34.24
‑
充电座上料机构,
35.25
‑
数据线及操作指南上料机构,251
‑
振动盘,252
‑
操作指南上料机,253
‑
scara(1),
36.26
‑
产品遗漏检测机构,
37.27
‑
说明书上料机构,271
‑
说明书供料机,272
‑
打标机,273
‑
贴标模组,274
‑
scara(2),
38.28
‑
治具,281
‑
治具28储存机构,282
‑
治具28回收机构,283
‑
回流输送线,
39.30
‑
彩盒封装单元,
40.31
‑
第三输送线,32
‑
封皮安装机构,33
‑
称重剔除机构,34
‑
热封切边机构,35
‑
人工检查工位,
41.40
‑
第一机器人,
42.50
‑
第二机器人,
43.60
‑
第三机器人。
具体实施方式
44.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
45.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
46.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
47.实施例
48.参照图1至图3、图8所示,本实用新型公开了一种电动牙刷自动包装线,实现将电动牙刷及配件放置到彩盒内并包装,具体包括沿着输送线的输送方向依次设置的下述单元:
49.彩盒处理单元10,用于彩盒的自动上料及彩盒上相应标识的打印粘贴;
50.上料包装单元20,用于将电动牙刷及牙刷配件放置到彩盒内;
51.彩盒封装单元30,用于彩盒的封皮包装及不合格产品剔除;及
52.用于彩盒自动上料的第一机器人40、将彩盒处理单元10加工后的彩盒移栽至上料包装单元20的第二机器人50、将上料包装单元20处理后的彩盒移栽至彩盒封装单元30的第三机器人60。
53.参照图2所示,所述彩盒处理单元10包括第一输送线11、沿着第一输送线11的输送方向依次设置的第一翻转机构12、防伪二维码贴标机13、参数纸贴标机14、sn码打标贴标机15、第二翻转机构16,待包装的彩盒由人工码垛在靠近第一输送线11的输入端处,第一机器人40吸取彩盒放置在第一输送线11上(正面朝上)并随着第一输送线11移动,第一翻转机构12将彩盒翻转使其背面朝上,防伪二维码贴标机13、参数纸贴标机14、sn码打标贴标机15依
次将防伪二维码、参数贴纸、sn码贴于彩盒背面,随后第二翻转机构16再次翻转彩盒使其正面朝上,如此即完成彩盒处理单元10的加工,之后彩盒由第一输送线11输送到待定位置(第一输送线11的输出端处)。
54.所述第一机器人40的末端执行器上设有用于确定彩盒位置方向的ccd相机、用于吸取彩盒的真空吸盘,如此实现彩盒的精准、稳定抓取。
55.参照图3至图7所示,所述上料包装单元20包括第二输送线21、沿着第二输送线21的输送方向依次设置的彩盒开盖除尘机构22、牙刷检测上料机构23、充电座上料机构24、数据线及操作指南上料机252构25、产品遗漏检测机构26、说明书上料机构27、彩盒合盖机构,其中所述第一输送线11的输出端设于靠近第二输送线21的输入端处,且所述第一输送线11与所述第二输送线21垂直设置,第二机器人50将第一输送线11上待定位置的彩盒移栽至第二输送线21上,所述彩盒开盖除尘机构22、牙刷检测上料机构23、充电座上料机构24、数据线及操作指南上料机252构25、说明书上料机构27均位于第二输送线21的同一侧,且均与第一输送线11位于第二输送线21的同一侧,如此使得整个生产性的布局设计更加紧凑、简洁。
56.所述上料包装单元20包括用于固定放置彩盒的治具28、分别设于第二输送线21两端部的治具储存机构281、治具回收机构282,所述第二输送线21自治具储存机构281流向治具回收机构282,所述第二输送线21的下方设有用于回流治具28的回流输送线283,所述回流输送线283的输送方向与所述第二输送线21的输送方向相反,治具28由治具28存储机构进入第二输送线21,第二机器人50将彩盒移栽至治具28内,使得彩盒固定放置在治具28内,可有效防止后续作业彩盒位置发生偏移,从而保证后续作业的精准性,此外,该治具28的固定位设计为调节式,如此使得治具28可用于不同尺寸彩盒的放置固定。彩盒位于治具28内随着第二输送线21移动,当彩盒及治具28到达上料包装单元20的输出端处时,彩盒由第三机器人60移栽至彩盒封装单元30,治具28则进入治具回收机构282,并最终由回流输送线283回流至治具储存机构281,等待再次使用,如此实现治具28的自动循环使用,从而提高了其自动化性能、保证了生产效率同时还可保持生产线周边的整洁。
57.参照图4至图5所示,彩盒随着第二输送线21移动,彩盒开盖除尘机构22包括开盖机构221及离子风棒除尘除静电工位222,其实现彩盒的开盖作业并对彩盒除尘除静电处理,随后彩盒进入到牙刷检测上料机构23处,所述牙刷检测上料机构23设于牙刷组装流水线233的输出端,牙刷组装流水线233与第一输送线11位于第二输送线21的同一侧且两者平行设置,所述牙刷检测上料机构23包括三个蓝牙测试箱231及一协作机器人232,协作机器人232自牙刷组装流水线233上抓取牙刷分别放入三个蓝牙测试箱231中进行测试,测试完成后的牙刷由协作机器人232取出同时重新放入未测试的牙刷(协作机器人232可同时抓取多个彩盒),协作机器人232抓取测试后的牙刷放入第二输送线21上的彩盒内,协作机器人232末端执行器上具有检测彩盒的位置和方向的ccd相机,以保证抓取精准。其中,蓝牙测试箱231主要测试以下内容:判断sn与mac地址是否唯一绑定、检测充电电流、发送产品相对应的蓝牙指令、设置语言时间,马达配置等、核对sn是否为该机型使用。
58.参照图6至图7所示,彩盒随着第二输送线21继续移动,充电座上料机构24将充电座放入彩盒内,同时将牙刷上的sn码撕下,数据线及操作指南上料机252构25将数据线和操作指南放入彩盒内,产品遗漏检测机构26通过ccd相机检测彩盒内的牙刷或配件是否有遗漏,说明书上料机构27将用户使用说明书贴上sn码后放入彩盒内,最后彩盒合盖机构将彩
盒合盖封装即完成彩盒内牙刷及配件的包装。其中,所述数据线及操作指南上料机252构25包括用于上料的振动盘251、操作指南上料机252、scara(1)253,scara即selective compliance assembly robot arm,一种圆柱坐标型的特殊类型的工业机器人,操作指南上料机252内具有分页机构,人工将数据线放入振动盘251料斗中,振动盘251振动出料到定位点等待,人工将操作指南放入操作指南上料机252中,其分页机构分页出料至其皮带线中等待,scara(1)253分别吸取数据线和快速操作指南并将其放入彩盒中。所述说明书上料机构27包括说明书供料机271、打标机272、贴标模组273、scara(2)274,说明书供料机271具有用于输送说明书的皮带线,人工将说明书放入说明书供料机271,说明书供料机271分页输出说明书至皮带线,说明书达到贴标位置后皮带线停止,打印机打印出相应sn码,贴标模组273吸取sn码贴到说明书上,贴完后皮带线动作将说明书输送到指定位置,scara(2)274夹取说明书放入彩盒内。
59.参照图8所示,所述彩盒封装单元30包括第三输送线31、沿着第三输送线31的输送方向依次设置的对彩盒安装封皮的封皮安装机构32、对彩盒进行称重并剔除不合格产品的称重剔除机构33、对彩盒外表面封装塑料薄膜的热封切边机构34。所述第三输送线31与所述第二输送线21平行设置,且所述第三输送线31与第一输送线11位于所述第二输送线21的同一侧,所述第三输送线31的输入端位于靠近所述第二输送线21的输出端处,所述第三输送线31的输送方向与所述第二输送线21的输送方向相反,如此使得整个生产性的布局设计更加紧凑、简洁。第三机器人60将第二输送线21上合盖完成后的彩盒移栽到封皮安装机构32安装封皮,之后彩盒进入称重剔除机构33,所述称重剔除机构33包括称重机构、剔除机构、ng品(不合格产品)存放区,装好封皮后的彩盒进入称重机构,称重机构对彩盒进行在线称重,重量未在设定范围内的即为不合格产品,称重完成后进入剔除机构,剔除机构将不合格产品移栽至ng品存放区存放,其中,ng品存放区位于提出机构的旁侧。合格产品经过剔除机构后进入热封切边机构34对彩盒表面封装塑料薄膜。所述热封切边机构34后续还设有一人工检查工位35,封装好塑料薄膜后的彩盒进入人工检查工位35,由人工进行产品的最后一步检查,以保证产品的合格率,如此即完成整个牙刷的自动包装。本实用新型牙刷包装线布局紧凑合理,通过ccd相机、在线称重、感应等方式检测来实现降低作业过程中的出错风险和确保物料使用的正确性,基本实现整个包装过程的自动化,其效率高、人工成本低,同时可保证生产线周边环境整洁。
60.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1