成型容器的制作方法
1.本实用新型涉及通过对层叠体进行成型而成的成型容器,更详细而言,涉及含有油脂的加工食品的填充包装所用的成型容器。
背景技术:
2.作为用于对加工食品进行填充包装的容器,已知有将具有金属箔和层叠于金属箔两面的树脂膜的层叠体成型为杯状或托盘状而成的成型容器(例如参照下述的专利文献1)。
3.尤其是使用铝箔作为金属箔的层叠体,通过拉深成型等对层叠体进行成型,从而得到无接缝、轻质且性价比优异的成型容器。另外,由上述层叠体形成的成型容器,由于铝箔作为阻隔层发挥功能,因此适合用作用于长期保存蒸煮食品等加工食品的容器。
4.此处,在内容物为加工食品的情况下,通常,在经加热的状态的加工食品被填充到上述成型容器中之后,用例如由具有铝箔等阻隔层的层叠体形成的片状的盖将成型容器的开口密封,因此填充了加工食品后内压随即上升,成型容器膨胀,当内容物随着时间的经过而冷却时,内压下降,成型容器收缩。
5.为了减少与这样的内压变化相伴的成型容器的变形、确保保形性,进行在成型容器的底壁形成成型加工部的作业,所述成型加工部是朝向成型容器的内侧地成型加工为规定的凸状而成的部分。
6.现有技术文献
7.专利文献
8.专利文献1:日本专利第2866916号
技术实现要素:
9.实用新型所要解决的课题
10.然而,当在底壁形成有成型加工部时,尤其是在与成型相伴的变形的程度大的部位,有时在构成成型容器的内表面的树脂膜层中产生形变。
11.因此,在作为内容物将例如意面酱、鸡饭酱、炖菜、沙司、咖喱酱、鲭鱼味噌煮等水产类加工品、牛肉罐头、午餐肉罐头等肉加工品、花生酱之类的含有油脂(动植物油)的加工食品(以下称为“含油脂食品”)填充于上述的成型容器加以包装的情况下,有时溶入于油脂中的着色成分渗透到底壁的成型加工部内表面中产生形变的部位,发生色移。
12.用于解决课题的手段
13.本实用新型的目的在于提供一种成型容器,作为具有金属箔层以及树脂层的层叠体进行成型而成并在底壁具有成型加工部的成型容器,即使长期保存包括含油脂食品的内容物,在成型加工部的内表面也不易发生色移。
14.本实用新型为了达成上述的目的,包括以下的方案。
15.1)成型容器,其收纳含油脂食品作为内容物,
16.所述成型容器通过将具有金属箔层、层叠于所述金属箔层的一面的内侧树脂层和层叠于所述金属箔层的另一面的外侧树脂层的层叠体,以所述内侧树脂层成为所述成型容器的内侧的方式进行成型而成,
17.所述成型容器具有底壁以及与所述底壁的外周缘相连的周壁,
18.在所述底壁,在除底壁的外周部之外的部分设置有以朝向所述成型容器的内侧呈梯形突出的方式成型加工出的梯形成型加工部,
19.所述梯形成型加工部具有平坦部、和设置于所述平坦部与所述底壁的外周部且在俯视下为环状的立起部,
20.所述平坦部的外周缘在俯视下形成为卵形(oval shape)或圆形,
21.所述平坦部与所述底壁的外周部的高低差为0.1~1.5mm。
22.2)根据所述1)的成型容器,其中,
23.所述立起部以相对于所述平坦部成145~178.8
°
的角度的方式倾斜。
24.3)根据所述1)的成型容器,其中,
25.所述立起部以所述成型容器的内表面侧的曲率半径成为1.5~30mm的方式形成为圆弧状横截面。
26.4)根据所述1)~3)中的任一成型容器,其中,
27.所述平坦部的外周缘在俯视下为圆角方形,所述平坦部的外周缘处的4个角部的曲率半径分别为5~20mm。
28.5)根据所述1)~3)中的任一成型容器,其中,
29.所述平坦部的外周缘在俯视下为椭圆形,所述平坦部的外周缘处的与长轴相交叉的2个部分的曲率半径分别为5~20mm。
30.6)成型容器,其收纳含油脂食品作为内容物,
31.所述成型容器通过将具有金属箔层、层叠于所述金属箔层的一面的内侧树脂层和层叠于所述金属箔层的另一面的外侧树脂层的层叠体,以所述内侧树脂层成为所述成型容器的内侧的方式进行成型而成,
32.所述成型容器具有底壁以及与所述底壁的周缘相连的周壁,
33.在所述底壁,在除底壁的外周部之外的部分设置有以朝向所述成型容器的内侧呈圆拱状突出的方式成型加工出的圆拱状成型加工部,
34.所述圆拱状成型加工部的外周缘在俯视下形成为卵形或圆形,
35.所述圆拱状成型加工部的顶点与所述底壁的外周部的高低差为0.1~1.5mm。
36.7)根据所述6)的成型容器,其中,
37.所述圆拱状成型加工部被弯曲成其顶点处的切面与所述圆拱状成型加工部的突出高度的二分之一的高度位置处的切面成145~178.8
°
的角度。
38.8)根据所述6)或7)的成型容器,其中,
39.所述圆拱状成型加工部的外周缘在俯视下为圆角方形,所述圆拱状成型加工部的外周缘的4个角部的曲率半径分别为5~20mm。
40.9)根据所述6)或7)的成型容器,其中,
41.所述圆拱状成型加工部的外周缘在俯视下为椭圆形,所述圆拱状成型加工部的外周缘处的与长轴相交叉的2个部分的曲率半径分别为5~20mm。
42.10)根据所述1)~9)中的任一成型容器,其中,
43.所述内侧树脂层包含1层合成树脂膜层或2层以上的合成树脂膜层,
44.所述1层合成树脂膜层、或者所述2层以上的合成树脂膜层中构成所述成型容器的内表面的合成树脂膜层包含聚丙烯膜。
45.实用新型的效果
46.根据所述1)的成型容器,设置于底壁的梯形成型加工部的平坦部的外周缘在俯视下形成为卵形或圆形,平坦部与底壁的外周部的高低差为0.1~1.5mm,所以不易在梯形成型加工部(尤其是平坦部与立起部的边界部分等)产生与成型加工相伴的形变。因此,即使在使用所述成型容器以密封包装的状态对含油脂食品进行长期保存的情况下,溶入于油脂中的着色成分也不易渗透到构成底壁的内表面的内侧树脂层,可有效抑制色移发生。
47.另外,根据所述2)~5)的成型容器,可更进一步有效地抑制向构成底壁的内表面的内侧树脂层的色移的发生。
48.根据所述6)的成型容器,设置于底壁的圆拱状成型加工部的外周缘在俯视下形成为卵形或圆形,圆拱状成型加工部的顶部与底壁的外周部的高低差为0.1~1.5mm,所以不易在圆拱状成型加工部发生与成型加工相伴的形变。因此,即使在使用所述成型容器以密封包装的状态对含油脂食品进行长期保存的情况下,溶入于油脂中的着色成分也不易渗透到构成底壁的内表面的内侧树脂层,可有效抑制色移发生。
49.另外,根据所述7)~9)的成型容器,可更进一步有效地抑制向构成底壁的内表面的内侧树脂层的色移的发生。
50.根据所述10)的成型容器,构成成型容器的内表面的合成树脂膜层为耐油性优异的聚丙烯膜,所以溶入于油脂中的着色成分不易渗透,能够更有效地抑制色移的发生。
附图说明
51.图1是示出使用本实用新型的第1实施方式的成型容器和盖将含油脂食品填充包装而成的包装体的立体图。
52.图2是放大示出该包装体的一部分的垂直截面图。
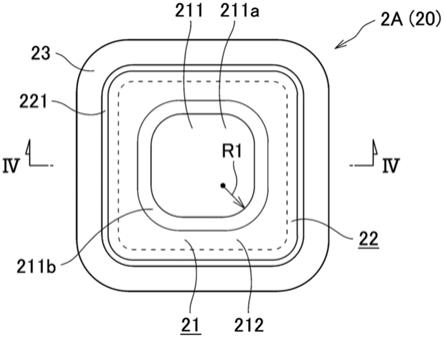
53.图3是该成型容器的俯视图。
54.图4是沿图3的iv-iv线的局部放大截面图。
55.图5是本实用新型的第2实施方式的成型容器的俯视图。
56.图6是沿图5的vi-vi线的局部放大截面图。
57.图7是示出使用本实用新型的第3实施方式的成型容器和盖将含油脂食品填充包装而成的包装体的立体图。
58.图8是该成型容器的俯视图。
59.图9是沿图8的ix-ix线的放大截面图。
60.附图标记说明
61.1a、1b:包装体
62.2a、2b:成型容器
63.20:层叠体
64.201:金属箔层
65.202:内侧树脂层
66.203:外侧树脂层
67.21:底壁
68.211:梯形成型加工部
69.211a:平坦部
70.211b:立起部
71.211x:圆拱状成型加工部
72.212:外周部
73.22:周壁
74.3a、3b:盖
75.c:内容物(含油脂食品)
具体实施方式
76.以下,参照图1~图9对本实用新型进行说明。
77.[第1实施方式]
[0078]
图1~图4示出本实用新型的第1实施方式。
[0079]
图1中示出使用第1实施方式的成型容器对含油脂食品进行填充包装而成的包装体1a。图示的包装体1a具备:将层叠体20成型为杯状而成且填充有含油脂食品作为内容物c的成型容器2a;和由层叠体30形成且被施加于成型容器2a上而对内容物c进行密封的盖3a。
[0080]
成型容器2a具备:底壁21;与底壁21的外周缘相连地设置的周壁22;和,从周壁22的上端缘向水平方向外侧延伸的凸缘23。关于成型容器2a的各部分的形态,在后文叙述。
[0081]
如图2所示,作为成型容器2a的材料的层叠体20具有金属箔层201、层叠于金属箔层201的一面的内侧树脂层202、和层叠于金属箔层201的另一面的外侧树脂层203。并且,通过例如拉深成型、鼓胀成型等加压成型加工将该层叠体20以内侧树脂层202成为成型容器2a的内侧的方式成型为杯状,从而形成成型容器2a。
[0082]
金属箔层201作为用于对作为内容物c的含油脂食品加以保护以避免受到气体、水蒸汽、光等影响的阻隔层发挥功能。
[0083]
作为构成金属箔层201的金属箔,例如,可举出铝箔、铁箔、不锈钢箔、铜箔以及镍箔,若考虑到遮光性、阻隔功能、成型性、成本等,则铝箔是合适的。作为铝箔,可举出软质(o材)或硬质(h18材)的纯铝箔或铝合金箔。尤其是jis h4160中规定的a1000系或a8000系的软质材(o材),因其在拉深成型等冷成型中成型性优异,所以优选。具体而言,例如a8021h-o材、a8079h-o材、a1n30-o材等合适。
[0084]
金属箔层201的厚度没有特别限制,考虑到针孔(pin hole)的产生、成型容器2a的耐久性、成本等,通常设为50~200μm左右。
[0085]
也可以在金属箔层201的两面中的至少单面形成通过化学转化处理所得的基底层。基底层例如可以通过在进行了脱脂处理的金属箔的表面涂布以下(i)~(iii)中的任意一种化学转化处理液之后使其干燥,从而形成。
[0086]
(i)含有磷酸、铬酸、和选自由氟化物的金属盐及氟化物的非金属盐组成的组中的至少一种化合物的水-乙醇溶液
[0087]
(ii)含有磷酸、选自由丙烯酸系树脂、壳聚糖衍生物树脂及酚系树脂组成的组中的至少一种树脂、和选自由铬酸及铬(iii)盐组成的组中的至少一种化合物的水-乙醇溶液
[0088]
(iii)含有磷酸、选自由丙烯酸系树脂、壳聚糖衍生物树脂及酚系树脂组成的组中的至少一种树脂、选自由铬酸及铬(iii)盐组成的组中的至少一种化合物、和选自由氟化物的金属盐及氟化物的非金属盐组成的组中的至少一种化合物的水-乙醇溶液
[0089]
此处,金属箔的化学转化处理面上的铬附着量(每个面)没有特别限定,通常为0.1~50mg/m2,优选为2~20mg/m2。
[0090]
内侧树脂层202在形成成型容器2a的内表面的同时,形成凸缘23的上表面,也作为与盖3a的热熔接层发挥作用,由1层合成树脂膜层或2层以上的合成树脂膜层构成。需要说明的是,图2示出了内侧树脂层202为1层的情况。
[0091]
作为形成内侧树脂层202的合成树脂膜,可使用例如未拉伸聚丙烯膜(cpp)、拉伸聚丙烯膜(opp)等聚烯烃系膜、聚对苯二甲酸乙二醇酯膜(pet)等聚酯系膜、尼龙6膜(pa6)等聚酰胺系膜之类的各种已知的热熔接性树脂膜。
[0092]
在与内容物c接触的最内层的合成树脂膜层中,优选使用以聚丙烯为主成分的聚丙烯膜。上述膜的耐油性优异,因此可减少溶入于内容物c的油脂中的着色成分渗透到成型容器2a的内表面的情况。尤其是,如果使用由丙烯均聚物制成的均聚丙烯膜,则上述效果更显著地呈现。均聚丙烯膜可以是拉伸型、未拉伸型中的任意,但若考虑到耐着色性,优选未拉伸型。
[0093]
内侧树脂层202的厚度没有特别限定,若考虑到耐着色性、耐热性、经济性等,则通常为20~400μm,优选为40~300μm。
[0094]
需要说明的是,虽然省略了图示,也可以是使由1层或2层以上的聚烯烃系膜制成的厚度20~100μm左右的增强层介于金属箔层201与内侧树脂层202之间,由此,能够进一步提高成型容器2a的耐久性、耐冲击性等。
[0095]
外侧树脂层203作为形成成型容器2a的外表面的基材层发挥功能,通常由1层或2层以上的合成树脂膜构成。需要说明的是,图2示出了内侧树脂层202为1层的情况。
[0096]
作为构成外侧树脂层203的合成树脂膜,例如,可举出拉伸聚丙烯膜(opp)、未拉伸聚丙烯膜(cpp)、聚对苯二甲酸乙二醇酯膜(pet)、聚乙烯膜(pe)、聚苯乙烯膜(ps)、聚氯乙烯膜(pvc)、聚酯膜(pes)、尼龙6膜(pa6)等聚酰胺系膜、聚碳酸酯膜(pc)、聚对苯二甲酸丁二醇酯膜(pbt)、聚萘二甲酸乙二醇酯膜(pen)、聚萘二甲酸丁二醇酯膜(pbn)等。在这些之中,从成型性、耐水性、及成本的观点出发,优选聚烯烃系膜,具体而言,例如可举出高密度聚乙烯膜(hdpe)、直链状低密度聚乙烯膜(lldpe)、均聚丙烯膜(hpp)、乙烯
‑
丙烯无规共聚物膜(rpp)、乙烯
‑
丙烯嵌段共聚物膜(bpp)。上述合成树脂膜中也可以含有弹性体和/或滑石。
[0097]
另外,外侧树脂层203也可以由包含环氧树脂、氯化聚烯烃树脂、硝化棉、丙烯酸树脂,氯乙烯
‑
乙酸乙烯酯共聚物等热固性交联性树脂制成的覆盖层构成。
[0098]
外侧树脂层203的厚度没有特别限制,若考虑到成型容器2a的耐久性、耐冲击性、耐候性等,则通常为15~50μm。
[0099]
就作为基材层发挥功能的外侧树脂层203而言,优选使用具有比构成作为热熔接
层发挥功能的内侧树脂层202的树脂的熔点高10℃以上的熔点的树脂,进一步优选使用具有高20℃以上的熔点的树脂。根据以上的构成,能够有效地抑制由于将盖材3a热封于成型容器2a的凸缘23造成的凸缘23表面的粗糙。不过,在将密封的热量仅施加于盖材3a侧的情况下,不限于此。
[0100]
上述的层叠体20可以通过例如干式层压法、挤出层压法、热层压法等来制作。在干式层压法的情况下,作为用于此的粘接剂,例如可举出聚氨酯系粘接剂、丙烯酸系粘接剂、环氧系粘接剂、聚烯烃系粘接剂、弹性体系粘接剂等。在这些之中,优选聚氨酯系粘接剂,特别优选二液固化型的聚醚
‑
氨基甲酸酯系粘接剂和/或二液固化型的聚酯-氨基甲酸酯系粘接剂。
[0101]
也可以在成型容器2a的内侧和外侧中的至少一侧形成含有颜料或染料的着色层(省略图示)。例如,在成型容器2a的内侧形成着色层的情况下,也可以将内侧树脂层202设为多层构造并使构成成型容器2a内表面的最内层以外的1层以上的层含有颜料或染料而使该层成为着色层,或者,使形成于内侧树脂层202与金属箔层201之间的粘接剂层含有颜料或染料而使该粘接剂层成为着色层。另外,在成型容器2a的外侧形成着色层的情况下,也可以将外侧树脂层203设为多层构造并使构成成型容器2a外表面的最外层以外的1层以上的层含有颜料或染料而使该层成为着色层,或者,除了使形成于外侧树脂层203与金属箔层201之间的粘接剂层含有颜料或染料而使该粘接剂层成为着色层外,对外侧树脂层203的外表面实施利用墨的印刷来形成着色层。
[0102]
接下来对成型容器2a的各部分的形态进行说明。
[0103]
如图3所示,成型容器2a的底壁21在俯视下成为圆角正方形(作为卵形的一种)。
[0104]
周壁22以从底壁21的外周缘稍稍向外倾斜的方式立起,具有与底壁21的外周缘相似的圆角正方形的横截面。底壁21与周壁22的边界部分由朝向成型容器2a外侧为凸圆弧状的弯曲面构成。在周壁22的上部,形成有外表面侧斜着朝下那样的环状阶梯部221,环状阶梯部221上方的周壁22部分的开口面积形成为比环状阶梯部221下方的周壁22部分的开口面积大。
[0105]
凸缘23从周壁22的上端缘朝向水平方向外部伸出,其内周缘及外周缘在俯视下呈与底壁21的外周缘相似的圆角正方形。周壁22与凸缘23的边界部分由朝向成型容器2a内侧为凸圆弧状的弯曲面构成。
[0106]
在底壁21,在除其外周部212之外的部分设置有以朝向成型容器2a内侧、即朝向上方呈梯形突出的方式成型加工出的梯形成型加工部211。关于梯形成型加工部211的成型加工,例如在利用具有凹模(阴模)及冲头(阳模)的成型模具形成成型容器2a时,通过设置于凹模的底部的凸部将底壁21的所需部分按压到设置于冲头的前端部的凹部使其变形,从而进行上述成型加工。
[0107]
梯形成型加工部211具有平坦部211a、和设置于平坦部211a与底壁21的外周部212之间的在俯视下为环状的立起部211b。
[0108]
平坦部211a的外周缘在俯视下形成为圆角正方形(作为卵形的一种)。另外,立起部211b的外周缘也形成为与平坦部211a的外周缘相似的圆角正方形。
[0109]
平坦部211a与底壁21的外周部212的高低差h1优选为0.1~1.5mm,更优选为0.3mm~0.9mm。若上述高低差h1小于0.1mm,则可能无法充分抑制与将经加热的含油脂食品c填充
到成型容器2a并盖上盖3a后的包装体1a的内压变化相伴的底壁21的变形。另一方面,若上述高低差h1超过1.5mm,则由梯形成型加工部211的成型加工造成的内侧树脂层202的变形程度变大,尤其是在平坦部211a与立起部211b的边界部分产生形变,由此,从内容物c的油脂溶出的着色成分可能渗透到该部分而发生色移。
[0110]
立起部211b优选以相对于平坦部211a形成145~178.8
°
的角度a的方式倾斜,更优选形成165~178.8
°
的角度a。若上述角度a不足145
°
,则在构成平坦部211a与立起部211b的边界部分的内侧树脂层202中可能发生因成型加工造成的形变,从内容物c的油脂溶出的着色成分渗透到该部分而发生色移。另一方面,若上述角度a超过178.8
°
,则可能无法充分抑制与将经加热的含油脂食品c填充到成型容器2a并盖上盖3a后的包装体1a的内压变化相伴的底壁21的变形。上述角度a也可以通过立起部211b相对于底壁21的外周部212而言的倾斜角度b来表征,该倾斜角度b优选为0.2~35
°
,更优选为0.2~20
°
。
[0111]
平坦部211a的外周缘处的4个角部的曲率半径r1优选各自为5~20mm,更优选为7~15mm。若上述曲率半径r1小于5mm,则在构成平坦部211a的外周缘的角部的内侧树脂层202中可能产生因成型加工造成的形变,从内容物c的油脂溶出的着色成分渗透到该部分而发生色移。另一方面,若上述曲率半径r1超过20mm,则为了成为成型时的形变少的成型容器而成为具有一定程度大面积的底壁的成型容器,因此可适用的尺寸受限制,尤其是不适用于小型的成型容器。
[0112]
盖3a为将层叠体30切割成规定形状而成的片状。
[0113]
该实施方式的情况下,盖3a的形状成为与成型容器2a的凸缘23的外周缘大致相同形状相同大小的圆角正方形。
[0114]
虽然省略了图示,也可以在盖(3a)形成有从其外周缘的一部分向水平方向外侧突出的开封用垂片。
[0115]
如图2所示,构成盖3a的层叠体30例如具备金属箔层301、层叠于金属箔层301的下表面的热熔接性树脂层302、和层叠于金属箔层301的上表面的保护树脂层303。另外,也可以在金属箔层301与热熔接性树脂层302之间介入有增强层(省略图示)。
[0116]
金属箔层301作为用于对收纳于成型容器2a的含油脂食品c加以保护以避免受气体、水蒸汽、光等影响的阻隔层发挥作用。作为形成该层301的金属箔,可以使用与形成成型容器用层叠体20的金属箔层201的金属箔相同的金属箔、或铝硬质箔(h18材)。也可以在金属箔层301的单面或两面形成通过化学转化处理所得的基底层,该情况下,可以使用所述水溶液(i)~(iii)。金属箔层301的厚度没有特别限制,从阻隔性、密封性的观点来看,通常为5~40μm。
[0117]
热熔接性树脂层302是被热封于构成成型容器2a的凸缘23上表面的内侧树脂层202的层,由1层或2层以上的热塑性树脂膜构成。具体而言,例如可举出低密度聚乙烯膜(ldpe)、直链状低密度聚乙烯膜(lldpe)、未拉伸聚丙烯膜(cpp),聚乙烯醇膜(pva)、离聚物树脂膜、丙烯酸共聚树脂膜。另外,该热塑性树脂膜中也可以含有弹性体、滑石。热熔接性树脂层(302)的厚度没有特别限制,通常为10~100μm。
[0118]
保护树脂层303是形成盖3a的最外表面的层,例如由1层或2层以上的合成树脂膜构成。具体而言,可举出拉伸聚对苯二甲酸乙二醇酯膜(pet)、拉伸聚酰胺膜、拉伸聚丙烯膜(opp)等拉伸膜等。另外,保护树脂层303也可以与成型容器用层叠体20的外侧树脂层203同
样地由覆盖层构成。保护树脂层303的厚度没有特别限制,从包装体1a的耐久性、耐冲击性、耐候性等观点出发,通常为1~30μm、优选为2~20μm。
[0119]
保护树脂层303优选使用具有比构成热熔接性树脂层302的树脂的熔点高10℃以上的熔点的树脂,进一步优选具有高20℃以上的熔点的树脂。根据以上的构成,能够有效地抑制由于将盖材3a热封于成型容器2a的凸缘23造成的盖材3a表面的粗糙。
[0120]
上述层叠体30的制作例如可以通过干式层压法、挤出层压法、热层压法等来进行。另外,在干式层压法的情况下,可以使用与前述层叠体20同样的粘接剂。
[0121]
作为内容物c而被收纳于成型容器2a中的含油脂食品,例如可举出意面酱、鸡饭酱、炖菜、沙司、咖喱酱、鲭鱼味噌煮等水产类加工品、牛肉罐头
·
午餐肉罐头等肉加工品、花生酱之类的、含有油脂(动植物油)的半固体状或固体状的加工食品。
[0122]
包装体1a的制法没有特别限定,一般而言,通过在将经加热的状态的含油脂食品c以规定量填充到成型容器2a中之后,将盖3a重叠于成型容器2a的凸缘23上表面进行密封,从而得到包装体1a。
[0123]
[第2实施方式]
[0124]
图5及图6中示出本实用新型的第2实施方式的成型容器。
[0125]
本实施方式的成型容器2a除以下方面之外,与图1~图4所示的第1实施方式的成型容器2a实质相同。
[0126]
即,在图示的成型容器2a中,设置于底壁21的梯形成型加工部211的立起部211b形成为圆弧状横截面。因此,平坦部211a与立起部211b的边界部分形成为平滑的曲面,未出现棱线。
[0127]
就上述立起部211b而言,成型容器2a的内表面侧(上表面侧)的曲率半径r3优选形成为1.5~30mm,更优选为2~10mm。若上述曲率半径r3低于1.5mm,则在构成平坦部211a与立起部211b的边界部分的内侧树脂层202中可能产生因成型加工造成的形变,从内容物的油脂c溶出的着色成分渗透到该部分而发生色移。另一方面,若上述曲率半径r3超过30mm,则可能无法充分抑制与将经加热的含油脂食品c填充到成型容器2a并盖上盖3a后的包装体1a的内压变化相伴的底壁21的变形。
[0128]
[第3实施方式]
[0129]
图7~图9示出本实用新型的第3实施方式。
[0130]
图7中示出使用第3实施方式的成型容器对油脂食品进行填充包装而成的包装体1b。图示的包装体1b具备将层叠体20成型为杯状而成且填充有含油脂食品作为内容物c的成型容器2b、和由层叠体30形成且施加于成型容器2b上对内容物c进行密封的盖3b。
[0131]
成型容器2b除以下方面之外,与第1实施方式的成型容器2a实质相同。
[0132]
即,如图8所示,成型容器2b的底壁21在俯视下形成为椭圆形(作为卵形的一种)。另外,与此相对应地,周壁22的横截面、凸缘23的内外周缘也分别在俯视下形成为椭圆形。在周壁22的上部并未形成环状阶梯部,但与第1实施方式同样地形成也无妨。
[0133]
在底壁21,在除其外周部212之外的部分设置有以朝向成型容器2a内侧、即朝向上方呈圆拱状突出的方式成型加工出的圆拱状成型加工部211x。此处,“圆拱状”包括由大致整个表面由平滑地相连的曲面构成的形状。
[0134]
圆拱状成型加工部211x的外周缘在俯视下形成为椭圆形(作为卵形的一种),与底
壁21的平面形状为相似形状。
[0135]
圆拱状成型加工部211x的顶部与底壁21的外周部212的高低差h2优选为0.1~1.5mm,更优选为0.3mm~0.9mm。若上述高低差h2低于0.1mm,则可能无法充分抑制与将经加热的含油脂食品c填充到成型容器2a并盖上盖3a后的包装体1a的内压变化相伴的底壁21的变形。另一方面,若上述高低差h2超过1.5mm,则由圆拱状成型加工部211x的成型加工造成的内侧树脂层202的变形程度变大,出现发生形变的部位,因此从内容物c的油脂溶出的着色成分可能渗透到该部分而发生色移。
[0136]
圆拱状成型加工部211x的外周缘处的与长轴相交叉的2个部分的曲率半径r4优选各自为5~20mm,更优选为7~15mm。若上述曲率半径r4低于5mm,则在构成圆拱状成型加工部211x的外周缘处的与长轴相交叉的2个部分附近的内侧树脂层202中可能发生因成型加工造成的形变,从内容物c的油脂溶出的着色成分渗透到该部分而发生色移。另一方面,若上述曲率半径r4超过20mm,则为了形成成型时的形变少的成型容器而成为具有一定程度大面积的底壁的成型容器,因此可适用的尺寸受限制,尤其是不适用于小型的成型容器。
[0137]
另外,圆拱状成型加工部优选以使得其顶点处的切面、与圆拱状成型加工部的突出高度的二分之一高度位置处的切面成145~178.8
°
的角度d的方式弯曲,更优选为165~178.8
°
。若上述角度d低于145
°
,则在构成圆拱状成型加工部(尤其是其顶点部)的内侧树脂层202可能产生因成型加工造成的形变,从内容物c的油脂溶出的着色成分渗透到该部分而发生色移。另一方面,若上述角度超过178.8
°
,则可能无法充分抑制与将经加热的含油脂食品c填充到成型容器2a并盖上盖3a后的包装体1a的内压变化相伴的底壁21的变形。
[0138]
另外,就圆拱状成型加工部211x而言,成型容器2a的内表面侧(上表面侧)的曲率半径r5优选形成为10mm以上,更优选为30mm以上。若上述曲率半径r5低于10mm,则在构成圆拱状成型加工部211x的内侧树脂层202中可能出现发生因成型加工造成的形变的部位,从内容物c的油脂溶出的着色成分可能渗透到该部位而发生色移。
[0139]
盖3b与成型容器2b的凸缘23的形状相匹配地形成为椭圆形,除此之外,与第1实施方式的盖3a实质相同。
[0140]
另外,关于使用上述成型容器2b及盖3b将包括含油脂食品的内容物c填充包装而成的包装体1b及其制法,也与第1实施方式的各项实质相同。
[0141]
需要说明的是,在上述的各实施方式中,示出了在本实用新型的成型容器的底壁形成的成型加工部的形态,但这些不过是示例而已,例如,成型加工部的平面形状也可以是圆角方形、椭圆形以外的卵形(例如圆角长方形)、圆形,另外,也可以进行适当变更将这些平面形状应用于梯形成型加工部和圆拱状成型加工部中的任一方。
[0142]
【实施例】
[0143]
[成型容器用层叠体的制作]
[0144]
作为金属箔层的材料,准备了使用包含磷酸、聚丙烯酸、铬(iii)盐化合物、水、乙醇的化学转化处理液在由jis h4160中规定的a8079-o材形成的厚度120μm的铝箔的两面形成有每单面10mg/m2的铬附着量的化学转化被膜而成的材料。
[0145]
作为内侧树脂层的材料,准备了利用t模法制作的厚度300μm的未拉伸均聚丙烯膜(hpp)。
[0146]
另外,作为外侧树脂层的材料,准备了用厚度4.5μm的乙烯
‑
丙烯无规共聚物膜
(rpp)、厚度21μm的乙烯
‑
丙烯嵌段共聚物膜(bpp)、和厚度4.5μm的乙烯
‑
丙烯无规共聚物膜(rpp)构成的三层共挤出膜。
[0147]
然后,在铝箔的一个化学转化处理面以干燥膜厚成为3μm的方式涂布二液固化型的聚酯聚氨酯系粘接剂,并在该面贴合上述未拉伸均聚丙烯膜(hpp),并且在铝箔的另一个化学转化处理面以干燥膜厚成为3μm的方式涂布二液固化型的聚酯聚氨酯系粘接剂,并在该面贴合三层共挤出膜,之后在40℃的环境下进行8天热熟化处理。如此,得到了包含金属箔层、内侧树脂层以及外侧树脂层的成型容器用层叠体。
[0148]
[成型容器的制作]
[0149]
通过对上述的成型容器用层叠体进行拉深成型,从而制作出具有与图1~4所示的成型容器同样的基本形态、而且在底壁设置有以下的表1分别示出的梯形成型加工部或圆拱状成型加工部的实施例1~9以及比较例1的成型容器。
[0150]
此处,就各成型容器而言,使开口部(凸缘的内周缘)为纵横的宽度各为66mm、角部的曲率半径为18mm的圆角正方形(俯视),使底壁为纵横的宽度各为60mm、角部的曲率半径为10mm的圆角正方形(俯视),使高度为20mm,使凸缘的宽度为10mm。
[0151]
另外,将在各成型容器中梯形成型加工部或圆拱状成型加工部的成型中使用的凹模的底面的凸部尺寸一并记载于下述表1。
[0152]
[表1]
[0153][0154]
[盖的制作]
[0155]
作为金属箔层的材料,准备了使用包含磷酸、聚丙烯酸、铬(iii)盐化合物、水、乙醇的化学转化处理液在由jis h4160中规定的a8021-h18材形成的厚度12μm的铝箔的两面形成有每单面10mg/m2的铬附着量的化学转化被膜而成的材料。
[0156]
作为热熔接性树脂层的材料,准备了厚度50μm的直链状低密度聚乙烯膜(lldpe)。
[0157]
另外,作为保护树脂层的材料,准备了厚度25μm的双轴拉伸聚对苯二甲酸乙二醇酯膜(pet)。
[0158]
然后,在铝箔的一个化学转化处理面,以干燥膜厚成为3μm的方式涂布二液固化型的聚酯聚氨酯系粘接剂,并在该面贴合上述直链状低密度聚乙烯膜(lldpe),并且在铝箔的另一个化学转化处理面,以干燥膜厚成为3μm的方式涂布二液固化型的聚酯聚氨酯系粘接剂,并在该面贴合上述双轴拉伸聚对苯二甲酸乙二醇酯膜(pet),之后在40℃的环境下进行8天热熟化处理。如此,得到了包含金属箔层、热熔接性树脂层以及保护树脂层的盖用层叠体。
[0159]
然后,将得到的盖用层叠体切割成纵横各120mm的正方形,从而制作出盖。
[0160]
[包装体样品的制作]
[0161]
实施例1~9以及比较例1的成型容器各准备2个,向其中的一者填充20g的从市售的蒸煮咖喱酱(house foods(株)制pro quality beef curry(注册商标)中辣)中去除主料(日文:具材)后的部分。接着,在该成型容器的凸缘配置盖,将加热到190℃的环状封口机(外径φ84mm,内径φ72mm,宽度6mm)以0.2mpa的压强按压于凸缘上表面2秒钟,从而对盖进行热封,制作出内有咖喱酱的包装体样品a。
[0162]
另外,向另一成型容器填充水20ml,以与上述同样的方法和条件将盖热封于该凸缘,从而制作出内有水的包装体样品b。
[0163]
[耐着色性的检证]
[0164]
将使用了实施例1~9以及比较例1的各成型容器的内有咖喱酱的包装体样品a在常温下放置4周之后,将各包装体样品a的盖剥离开封,从成型容器中取出咖喱酱。接着,在用水将成型容器的内部洗净并用抹布擦拭后,目视观察成型容器内表面,确认了着色(色移)的有无。
[0165]
将结果示于以下的表2。
[0166]
[密封性以及保形性的检证]
[0167]
将使用了实施例1~9以及比较例1的各成型容器的内有水的包装体样品b投入到蒸煮釜中,在温度125℃下进行热水处理20分钟后,目视观察热封部,确认了分层(delamination)、热封部的剥离等的有无。
[0168]
另外,在热水处理后,随即将各包装体样品b静置于水平台上,确认了因由于内压的上升造成的成型容器的底壁的膨胀而引起的晃动。
[0169]
关于这些的结果,也一并示于以下的表2。
[0170]
[表2]
[0171] 耐着色性密封性保形性判定实施例1无着色没有问题稳定
◎
实施例2直线部轻微着色没有问题稳定
○
实施例3无着色没有问题稳定
◎
实施例4无着色没有问题稳定
◎
实施例5无着色没有问题稍有晃动
○
实施例6无着色没有问题稳定
◎
实施例7角部轻微着色没有问题稳定
○
实施例8无着色没有问题稳定
◎
实施例9无着色没有问题稳定
◎
比较例1以角部为中心浓烈着色没有问题稳定
×
[0172]
由表2的结果可知,首先,关于耐着色性(色移),在实施例1、3~6、8、9的成型容器的情况下,在其底壁内表面的梯形成型加工部未观察到着色。另外,关于实施例2、7的成型容器,在其底壁内表面的梯形成型加工部观察到稍轻微着色,但仍是没有问题的范围。与此相对,在比较例1的成型容器中,在其底壁内表面的梯形成型加工部观察到了浓烈着色。
[0173]
接着,关于密封性,在使用了实施例1~9以及比较例1的各成型容器的内有水的包装体样品b中,均未观察到分层、热封部的剥离等,没有问题。
[0174]
另外,关于保形性,在使用了实施例5的成型容器的内有水的包装体样品b中,稍微看到了晃动,但仍为没有问题的范围,在其他包装体样品b中未见晃动,稳定地静置。
[0175]
产业上的可利用性
[0176]
本实用新型的成型容器适于意面酱、炖菜、咖喱酱等含油脂食品的长期保存。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1