卷轮的制作方法
1.本实用新型涉及带料卷绕技术领域,尤其涉及一种卷轮。
背景技术:
2.卷轮是由有机材料进行熔融、注塑成型得到。将微型片式电子元器件编在料带上,最后缠绕在卷轮上,从而实现对微型片式电子元器件的包装。
3.现有的卷轮,一般存在重量较重或强度较低的问题,为了提高卷轮的强度,一般采用加大卷轮板面的厚度,虽然强度达到要求,但是卷轮的重量较大,搬运、使用不方便,且制作成本较高;而为了降低卷轮的重量,一般采用较薄的卷轮板面,此时,卷轮在运输过程中容易变形,并且由于板面的支持力较弱,会导致卷轮向内或向外变形倾斜,影响料带的插入卷绕,并且严重影响卷收机台的运行效率。
技术实现要素:
4.本实用新型的目的是提供一种有助于降低卷轮重量,降低成本,并具有足够的强度防止使用过程中变形甚至破损,提高使用稳定性的卷轮。
5.为了实现上述目的,本实用新型提供一种卷轮,包括:
6.侧板,开设有至少两个绕其中心线布置的通孔,所述侧板和通孔的边缘均设有加强筋;
7.卷轴,其轴向两端分别同轴连接有所述侧板,所述卷轴的外周面开设有至少一个料带固定槽,所述卷轴同轴连接有用于连接驱动装置的卷取部。
8.可选的,所述通孔为扇形通孔,所述扇形通孔的外侧边和内侧边均与所述侧板同轴布置。
9.可选的,所述通孔由第一直边、第二直边以及与所述侧板同轴布置的弧形边组成,所述第一直边与所述第二直边连接并成夹角为84
°
-94
°
,所述弧形边两端分别与所述第一直边和第二直边连接。
10.可选的,所述侧板设有至少一个标签区域,所述标签区域表面形成抛光面。
11.所述侧板开设有安装孔,所述卷轴两端分别与所述安装孔一侧端连接,所述安装孔边缘设有所述加强筋。
12.可选的,所述通孔的数量有四个,四个所述通孔绕所述侧板的中心线均匀布置或关于所述侧板的对称轴对称布置。
13.可选的,所述通孔外边缘与所述侧板外边缘之间限定有加强部。
14.可选的,所述侧板的厚度为0.26-0.46mm,所述加强部和所述加强筋均自所述侧板外侧面向外侧凸起0.58-0.78mm。
15.可选的,所述加强部和所述加强筋的表面均为粗糙面,其表面粗糙度为800-1000目。
16.可选的,所述侧板开设有引导孔,所述引导孔的中心位于所述侧板的对称轴上。
17.实施本实用新型的实施例,具有以下技术效果:
18.一方面,通过在侧板上开设至少两个通孔,能有效减少侧板整体的重量,节省原材料,同时,可以通过通孔观测料带卷绕的量,使用更方便;另一方面,通过在侧板和通孔的边缘围绕设有凸起的加强筋起到加强作用,从而提高侧板的板面强度,提高板面支撑力,避免卷轮变形倾斜,增强了卷轮的抗弯曲能力;进一步的,在卷轴的外周面设置料带固定槽,可将料带一端固定在料带固定槽内,从而避免料带在收卷和放卷的过程中与卷轮产生相对滑动,提高收卷和放卷的稳定性。
附图说明
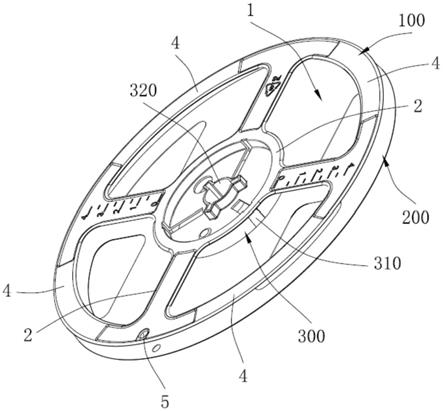
19.图1是本实用新型优选实施例的结构示意图;
20.图2是图1中所示实施例中第一侧板的俯视图;
21.图3是图1中所示实施例中第二侧板的俯视图。
22.附图标记说明:
23.100、第一侧板;
24.200、第二侧板;
25.300、卷轴,310、料带固定槽,320、卷取部;
26.1、通孔,2、加强筋,3、标签区域,4、加强部,5、引导孔,6、安装孔。
具体实施方式
27.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
28.在本实用新型的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.此外,本实用新型中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本实用新型范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
30.参考图1-图3,本技术提供了一种卷轮,卷轮包括侧板和用于卷绕料带的卷轴300,卷轴300轴向的两端分别连接有侧板。
31.其中,侧板开设有至少两个绕其中心线布置的通孔1,围绕侧板和通孔1的边缘均设有向侧板外侧凸起的加强筋2;卷轴300的外周面开设有至少一个料带固定槽310,卷轴300同轴连接有用于连接驱动装置的卷取部320。
32.如此,一方面,通过在侧板上开设至少两个通孔1,能有效减少侧板整体的重量,节省原材料,同时,可以通过通孔1观测料带卷绕的量,使用更方便;另一方面,通过在侧板、通孔1的边缘围绕设有凸起的加强筋2起到加强作用,从而提高侧板的板面强度,提高板面支撑力,避免卷轮变形倾斜,增强了卷轮的抗弯曲能力;进一步的,在卷轴300的外周面设置料
带固定槽310,可将料带一端固定在料带固定槽310内,从而避免料带在收卷和放卷的过程中与卷轮产生相对滑动,提高收卷和放卷的稳定性。
33.进一步的,本实施例中的侧板开设有安装孔6,卷轴300两端分别与安装孔6一侧端连接,安装孔6边缘设有加强筋2,提高安装孔6边缘的强度。
34.具体的,加强筋2的宽度为2.5-3.5mm,在一些实施例中优选的,加强筋2的宽度为2.7mm、3.0mm或3.2mm,以保证侧板强度的同时降低侧板的重量。
35.其中,料带固定槽310的数量有三个,沿卷轴300的外周面均匀布置。
36.进一步的,通孔1外边缘与侧板外边缘之间限定有加强部4,提高侧板板面的强度,其中,在本实施例中,侧板的厚度为0.26-0.46mm,加强部4和加强筋2均自侧板外侧面向外侧凸起形成该位置的整体厚度为0.58-0.78mm,提高侧板强度的同时,减少卷轮整体的重量;具体的,加强部4的宽度为7-13mm,在一些实施例中优选的,加强部4的宽度为8mm、9.1mm、10.4mm、12.5mm。
37.本实施例中的加强筋2及加强部4的表面均为粗糙面,表面粗糙度为800-1000目,一方面,方便工作人员拿取并避免滑落,提供足够的摩擦力;另一方面,方便在运输过程中堆叠,避免相对滑动散落等。
38.为了方便在使用过程中快速确定卷轮的方向,本实施例的侧板上开设有引导孔5,且引导孔5的中心位于侧板的对称轴上,从而方便工作人员通过确定引导孔5的位置确定卷轮所处的方向,以按照正确的方向贴附标签或安装到驱动装置上。
39.在本实施例中,参考图1,卷轴300轴向两端的侧板分别为第一侧板100和第二侧板200。
40.具体的,参考图2,第一侧板100开设有四个通孔1,通孔1的形状为扇形,四个扇形通孔绕侧板的中心线均匀布置,提高侧板受力的稳定性,另外,扇形通孔的外侧边和内侧边均与侧板同轴布置,安装孔6边缘设置的加强筋2延伸至扇形通孔的内侧边,有助于进一步提高安装孔6边缘的强度,并且使安装孔6边缘设置的加强筋2与扇形通孔边缘设置的加强筋2相连接,从而使安装孔6边缘和通孔1受到的力可通过加强筋2相互传递,避免应力集中造成的破坏。
41.具体的,扇形通孔的外侧边距离侧板边缘7-13mm,内侧边距离安装孔6边缘1.8-4.8mm,使扇形通孔与安装孔6之间具有足够的支撑强度,同时,通过这个距离,工作人员在扇形通孔中无法观察到料带时,即料带剩余卷绕厚度小于1.8-4.8mm,工作人员可及时进行料带的更换。
42.另外,参考图3,第二侧板200的通孔1由第一直边、第二直边以及与侧板同轴布置的弧形边组成,第一直边与第二直边连接形成84
°
-94
°
的夹角,弧形边的两端分别与第一直边和第二直边连接,该夹角的设置可增强第二侧板200的抗变形能力,同时降低产品的重量;在一些实施例中优选的,该夹角为87
°
、90
°
或92
°
。
43.具体的,第一直边与侧板的对称轴平行且两者之间的距离为42-47mm,弧形边距离侧板边缘的距离为9-11mm,以使侧板在通孔1周围具有足够的强度。
44.进一步的,第二侧板200设有用于粘贴标签的标签区域3,该标签区域3呈矩形状且其对称轴与侧板的对称轴重合,且标签区域3的表面为抛光面,更方便标签粘贴牢靠。
45.其中,侧板上设置有两个标签区域3,两个标签区域3沿侧板的对称轴依次布置于
安装孔6的两侧,两个标签区域3距离安装孔6的中心41-57mm,在一些实施例中优选的,为45mm、53mm和55mm。
46.综上,本实用新型提供的卷轮,通过设置通孔,可以有效减少卷轮的重量、降低成本;同时设置加强筋和加强部能有效提高侧板板面的强度,提高板面支撑力,避免卷轮变形倾斜,增强了卷轮的抗弯曲能力。
47.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1