一种能自动识别供料的抓取喷码设备的制作方法
1.本实用新型涉及喷码技术领域,具体涉及一种能自动识别供料的抓取喷码设备。
背景技术:
2.汽车模型是完全依照真车的形状、色彩,及按真车结构拆分为数量不等的部件,严格按比例缩小装配而成的仿真比例模型,是成人观赏收藏及陪伴孩子童年成长的好伙伴。激光喷码技术,是用激光束在产品标定的区域表面打上永久的标记,利用高能量密度的激光对产品标定区域进行照射,通过光能烧掉部分物质,显出所需刻蚀的字符,利于公司对其销售的所有汽车模型建立售后追溯体系,使公司所销售的每一个汽车模型都能追溯其生产批号,而每个汽车模型的批号通过应用激光喷码技术统一在汽车模型部件“车底”上面进行实现。而现有激光喷码技术需人工操作设备进行供料喷码生产,员工长时间不停逐个放料供设备喷码生产,员工工作强度大,生产效率低,所需工人人数多才能满足大批量生产需要。
技术实现要素:
3.本实用新型提供的一种能自动识别供料的抓取喷码设备,旨在解决上述背景技术中存在的问题。
4.为了实现上述技术目的,本实用新型采用以下技术方案:
5.一种能自动识别供料的抓取喷码设备,包括供料装置和振动筛,所述供料装置的出料口连接所述振动筛的进料口,所述振动筛一侧安装有抓取装置,所述抓取装置将经过所述振动筛筛选后的产品放入产品输送装置,所述产品输送装置末端上方固定安装有激光喷码器,产品输送装置下游设置有成品盒,所述振动筛上固定安装有视频识别装置,所述视频识别装置包括位于所述振动筛正上方的摄像镜头,所述摄像镜头固定安装在固定架上,摄像镜头四周固定安装有多根灯管,所述灯管固定安装在固定架上。
6.其中,本实用新型中,所述供料装置包括供料装置支架和位于所述供料装置支架上方并由第一驱动电机驱动转动的第一输送带,所述第一输送带两侧固定安装有第一固定板,所述第一固定板上固定安装有料槽,所述料槽的下料口位于所述第一输送带上方,且第一固定板外部两侧还垂直第一固定板方向对称固定安装有第二固定板,两所述第二固定板之间固定安装有过料消除装置,所述过料消除装置由第二驱动电机进行驱动转动。
7.进一步的,所述过料消除装置包括由第二驱动电机驱动转动的转杆,所述转杆横跨所述第一输送带,所述转杆上间隔均匀固定安装有多根固定杆,每相邻两根固定杆分别垂直90℃固定在转杆上,整体形成“十”字形的划杆。
8.更进一步的,所述第一输送带末端方向处的第一固定板上还固定安装有第三固定板,所述第三固定板底部转动安装有呈半包围形状的下料板,所述下料板末端延伸至所述振动筛上,所述下料板背部固定连接有驱动气缸的活塞杆,所述驱动气缸固定安装在供料装置支架上,且振动筛朝向所述下料板的一侧固定安装有余料接收盒,所述余料接收盒位
于所述下料板末端的下方。
9.本实用新型中,所述抓取装置包括机械臂示教盒、机械臂控制箱、机械臂夹具、机械臂工作台、多轴机械臂和真空发生器,所述机械臂控制箱安装于机械臂工作台内,机械臂示教盒由一线览与机械臂控制箱电性连接,所述多轴机械臂安装于机械臂工作台顶部正中间,所述机械臂夹具由一“t”字型固定板构成,反转连接所述多轴机械臂末端关节,且“t”字型固定板“一”杆部分置1
‑
4根吸盘气缸,所述吸盘气缸连接真空吸嘴,所述真空吸嘴由连接管与真空发生器连接。
10.优选的,所述灯管为四根,且组成“口”字形结构,所述摄像镜头位于四根所述灯管的中心。
11.进一步的,所述供料装置和振动筛分别设置有两组,且每组振动筛上方的固定架上均固定安装所述视频识别装置,所述抓取装置位于所述两组振动筛的中间。
12.本实用新型中,所述产品输送装置包括输送装置支撑架和位于所述输送装置支撑架上方并由第三驱动电机驱动转动的第二输送带,所述第二输送带的速度由输送带定速器进行监测及设置。
13.作为本实用新型的进一步改进,所述第二输送带上方还固定安装有两对向设置的产品行位杆,所述产品行位杆朝向所述第二输送带的进料一端向外倾斜设置,且产品行位杆前后两端外侧分别以活动螺母锁紧置于安装板上,所述安装板固定安装在所述输送装置支撑架上。
14.与现有技术相比,本实用新型具有以下有益效果:本发明通过自主研制一种自动供料、识别、抓取、输送、喷码的新型自动化生产技术,实现机械自动化喷码生产批号,替代员工手工作业,实现生产批号喷码工艺全自动化生产,生产效率提高显著80%,实现产能提升及改善员工作业环境。
附图说明
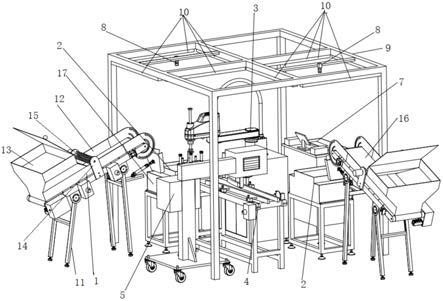
15.图1为本实用新型的结构示意图;
16.图2为本实用新型的另一角度结构示意图;
17.图3为本实用新型的俯视图;
18.图4为本实用新型中供料装置的结构示意图;
19.图5为本实用新型中抓取装置的结构示意图;
20.图6为本实用新型中产品输送装置处的结构示意图;
21.图7为本实用新型中过料消除装置中转杆与固定杆连接结构示意图。
具体实施方式
22.以下结合说明书附图和具体实施例对本实用新型作进一步详细说明。
23.如图1
‑
图3所示的一种能自动识别供料的抓取喷码设备,包括供料装置1和振动筛2,其中,供料装置1的出料口连接振动筛2的进料口,振动筛2一侧安装有抓取装置3,抓取装置3将经过振动筛2筛选后的产品放入产品输送装置4,产品输送装置4末端上方固定安装有激光喷码器5,产品输送装置4下游设置有成品盒,振动筛2上固定安装有视频识别装置7,视频识别装置7包括位于振动筛2正上方的摄像镜头8,摄像镜头8固定安装在固定架9上,摄像
镜头8四周固定安装有多根灯管10,灯管10固定安装在固定架9上。
24.其中,灯管9为四根,且组成“口”字形结构,摄像镜头8位于四根灯管9的中心。
25.一般来说,视频识别装置可以应用市面上成熟的视频识别、分析、取值计算机技术,优选其具体型号为irvc100
‑
c1的,由数据源输入固定架9、灯管10、摄像镜头8、主机、控制运算处理系统、显示屏、键盘、人机界面支撑架组成,其中,灯管10固定在数据源输入固定架9内面顶部,呈“口”字型分布,中间置摄像镜头8,灯管10及摄像镜头8朝下面向振动筛2,摄像镜头8在灯管10提供足够的光亮度下,对振动筛2筛选接料盒中的产品进行摄像,并将摄像数据输入到主机,由主机中的控制运算处理系统对视频数据进行分析,对准确定向的产品进行坐标、角度识别,确定合格的产品数量,并将处理后的数据传给抓取装置,引导抓取装置机械臂夹具的真空吸嘴前往振动筛筛选接料盒上吸取产品,并放入产品输送装置,引导供料装置视振动筛筛选接料盒中的产品数量进行供料,引导振动筛将筛选接料盒中的产品震散,而显示屏、键盘置于人机界面支撑架上面,操作人员通过显示屏、键盘实现对主机内的控制运算处理系统的查询、操作、设置。
26.继续参见图4、图7所示,本实用新型中,供料装置1包括供料装置支架11和位于供料装置支架11上方并由第一驱动电机驱动转动的第一输送带16,第一输送带16两侧固定安装有第一固定板12,第一固定板12上固定安装有料槽13,防止产品跌落地,料槽13的下料口位于第一输送带16上方,且第一固定板12外部两侧还垂直第一固定板12方向对称固定安装有第二固定板14,两第二固定板14之间固定安装有过料消除装置15,过料消除装置15由第二驱动电机进行驱动转动。进一步的,过料消除装置15包括由第二驱动电机驱动转动的转杆,转杆横跨第一输送带,且转杆上间隔均匀固定安装有多根固定杆,每相邻两根固定杆分别垂直90℃固定在转杆上,整体形成“十”字形的划杆。过料消除装置可避免第一输送带将过多产品送入到振动筛2中。
27.更进一步的,第一输送带16末端方向处的第一固定板12上还固定安装有第三固定板18,第三固定板18底部转动安装有呈半包围形状的下料板19,下料板19末端延伸至振动筛2上,下料板19背部固定连接有驱动气缸6的活塞杆,驱动气缸6固定安装在供料装置支架11上,且振动筛2朝向下料板的一侧固定安装有余料接收盒17,余料接收盒17位于下料板19末端的下方,通过气缸6伸缩实现下料板19末端的伸直与缩回,活动收缩角度。
28.继续参见图5,本实用新型中,抓取装置3包括机械臂示教盒、机械臂控制箱20、机械臂夹具23、机械臂工作台21、多轴机械臂22和真空发生器,机械臂控制箱20安装于机械臂工作台21内,机械臂示教盒由一线览与机械臂控制箱20电性连接,多轴机械臂22安装于机械臂工作台21顶部正中间,机械臂夹具23由一“t”字型固定板构成,反转连接多轴机械臂末端关节,且“t”字型固定板“一”杆部分置1
‑
4根吸盘气缸,吸盘气缸连接真空吸嘴24,真空吸嘴24由连接管与真空发生器连接。
29.本实用新型中,为提高喷码效率,申请人将供料装置1和振动筛2分别设置为两组,且每组振动筛2上方的固定架上均固定安装视频识别装置7,而抓取装置3位于两组振动筛2的中间,通过同一抓取装置3能将产品输送到产品输送装置4上,进行喷码,提高喷码效率。
30.其中,振动筛2应用市面上成熟柔性振动盘技术,实现从任意方向、最佳角度移动、翻转产品,并将产品进行均匀的震散,提供快速提供适合产品面供视频识别装置识别,同时还避免高频率的重复抖动对产品的刮花。由柔性振动筛选装置支撑架、柔性振动筛选装置
发生器、筛选接料盒及振频调控器组成。优选的,具体型号的柔性振动筛选装置为zibox
‑
500或ff500中的其中一种。
31.其中,激光喷码器5也应用市面上成熟激光喷码技术,由激光发生器5发出的高能量激光束通过聚焦镜聚焦在物体表面,通过电脑系统驱动振镜,使激光束按需在物体表面打印出字符优选的,具体型号的激光喷码器为p310或d300中的其中一种。由输送带定速器26、激光喷码器支撑架30、激光发生装置27、激光控制系统31、电源箱29、物品感应装置28组成,输送带定速器26置于第二输送带上,进行感应第二输送带的速度,并输入到激光喷码器的激光控制系统中,指引激光发生装置喷码作业;激光发生装置、激光控制系统、电源箱置于激光喷码器支撑架上,激光发生装置细分由激光器、振镜扫描系统、激光软件系统组成,激光发生装置、激光控制系统、电源箱是实现激光喷码的主要部件。物品感应装置感应产品输送装置第二输送带上的产品,将信号输入到激光喷码器的激光控制系统中,激光控制系统控制激光发生装置进行作业,通过物品感应装置、输送带定速器与产品输送装置、激光控制系统、激光发生装置实现感应产品、产品定位及协作完成喷码工作。
32.参见图6,本实用新型中,产品输送装置4包括输送装置支撑架和位于输送装置支撑架上方并由第三驱动电机驱动转动的第二输送带,第二输送带的速度由输送带定速器26进行监测及设置。优选的,第二输送带上方还固定安装有两对向设置的产品行位杆25,产品行位杆25朝向第二输送带的进料一端向外倾斜设置,且产品行位杆25前后两端外侧分别以活动螺母锁紧置于安装板上,安装板固定安装在输送装置支撑架上。
33.本实用新型的工作原理为:
34.操作人员通过视频识别装置摄像镜头对柔性振动筛选装置筛选接料盒中的产品进行截“模”(即截产品正确方位图),输入到主机控制运算处理系统中,取出用于正确识别的产品图像,并设置产品的前、后方向,再设置视频识别装置灯管、摄像镜头等状态。
35.操作人员操作抓取装置机械臂示教盒,引导机械臂夹具到柔性振动筛选装置筛选接料盒内定点产品的抓取位置,引导机械臂夹具到产品输送装置的放料端,并设置好抓取装置卸货坐标点,使抓取装置收到视频识别装置提供坐标,从柔性振动筛选装置筛选接料盒上抓取产品后,将产品放入到产品输送装置的放料端,产品通过产品输送装置第二输送带流向激光喷码器,往激光喷码器流的过程中,经产品输送装置产品行位杆的调整,改变产品的位置形态,经过激光喷码器时,使产品以符合要求的位置供激光喷码器进行打码。
36.操作人员按产品的大小,设置供料装置司仪输送带的传输速度,使第一输送带、下料板在特点的供料时间,输送适合的产品数量到柔性振动筛选装置筛选接料盒内,而在刚停止供料的节点,因未来的及从下料板滑落到筛选接料盒内的产品,则自动掉落到余料接收盒,余料接收盒置于柔性振动筛选装置。在供料时,过料消除装置进行转动,将供料输送装置上过多的产品打落到料槽中,防止对筛选接料盒内过多的进行供料。
37.操作人员对产品输送装置第二输送带的转速按产品大小进行设定,对产品行位杆的间宽进行调整,对产品行位杆的高低进行调整,使产品能按想要的形态经过激光喷码器,使产品行位杆能定位产品的位置,又不刮伤产品输送装置的第二输送带。
38.操作人员对激光喷码器进行设置,设置好激光发生装置摆放位置,设置需要喷码的字符,设置激光喷码器输送带定速器,将产品输送装置的第二输送带的转速输入到激光喷码器激光控制系统中,设置激光喷码器物品感应装置感应产品前端的感应位置,设置其
它需设置的参数,如功率大小,喷码字符深浅度,喷码字符大小。
39.通过设置,在自动模式下,视频识别装置
⒇
摄像镜头发现柔性振动筛选装置筛选接料盒内没有产品,给出信号到供料装置,供料装置驱动第一输送带进行供料,在限定时间内将产品供料到筛选接料盒内,柔性振动筛选装置内多电机联动同步工作产生震动原理1
‑
10次(按产品大小,构造复杂程度设定)筛选接料盒内的产品,视频识别装置摄像镜头将两个筛选接料盒内震动后的产品进行取图识别,将信息输入到视频识别装置主机中的控制运算处理系统进行处理,将识别后的产品的坐标信息输入到抓取装置机械臂控制箱内,包括优先抓取筛选接料盒内产品,机械臂控制箱驱动多轴机械臂及机械臂夹具按优先信号到柔性振动筛选装置筛选接料盒内抓取产品,并将产品放入到产品输送装置卸料端,产品输送装置的第二输送带将产品流向激光喷码器,产品前端经过激光喷码器激光喷码器镜头时,触及物品感应装置,物品感应装置将信号输入到激光控制系统,激光控制系统按设定的喷码字符,控制激光发生装置实现对产品设定区域喷码,产品喷码后落入到成品盒内。
40.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1