一种涂料生产用的涂料桶自动上线装置的制作方法
1.本实用新型涉及涂料桶上线装置领域,具体涉及一种涂料生产用的涂料桶自动上线装置。
背景技术:
2.目前,在涂料生产行业中,现有水性涂料灌装生产线,在上述生产线中,涂料桶通过辊道输送线组件输送,辊道输送线组件设有输送辊筒及输送电机,输送电机通过链条带动输送辊筒转动,涂料桶放置在输送辊筒上,于是涂料桶能够在辊道输送线组件上移动,现有技术是通过人手逐个地将涂料桶放上辊道输送线组件(即是将涂料桶上线),导致自动化程度低、劳动强度高,工作效率低,所以需要设置能够自动将涂料桶放上辊道输送线组件的装置。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种涂料生产用的涂料桶自动上线装置,它能够实现将涂料桶自动送上辊道输送线组件,有利于提高自动化程度及工作效率,降低劳动强度。
4.本实用新型的目的是通过下述技术方案实现的。
5.本实用新型公开的涂料生产用的涂料桶自动上线装置,包括辊道输送线组件;其中,还包括升降支架、第一升降驱动机构、升降组件、抓桶组件、用于将涂料桶从横置状态翻转至竖立状态的摆臂架及用于将竖立状态的涂料桶放下至所述辊道输送线组件上的第二升降驱动机构;所述第一升降驱动机构安装在所述升降支架上,所述第二升降驱动机构安装在所述摆臂架上,所述升降组件与所述升降支架滑动连接,所述第一升降驱动机构驱动连接所述升降组件,所述升降组件设有转轴及第二电机,所述第二电机驱动连接所述转轴,所述摆臂架的右端与所述转轴固定连接,所述抓桶组件与所述摆臂架滑动连接,所述第二升降驱动机构驱动连接所述抓桶组件,所述抓桶组件设有吸盘组件,所述吸盘组件包括用于吸附横置的涂料桶的上部的真空吸盘;所述升降支架上设有用于限制所述升降组件的升降行程的上行程开关及下行程开关,所述升降组件上设有用于限制所述摆臂架的摆动行程的横位限位开关及竖位限位开关,所述摆臂架上设有用于限制所述抓桶组件相对所述摆臂架的移动行程的左限位开关及右限位开关,所述吸盘组件设有用于限制所述真空吸盘的缓冲行程的吸盘行程开关;还包括控制系统,所述控制系统电连接所述上行程开关、所述下行程开关、所述横位限位开关、所述竖位限位开关、所述左限位开关、所述右限位开关及所述吸盘行程开关,所述控制系统控制连接所述第一升降驱动机构、所述第二升降驱动机构及所述第二电机。
6.优选地,所述第一升降驱动机构设有第一升降链条、第一电机、上链轮及下链轮,所述上链轮转动连接在所述升降支架的上部,所述下链轮转动连接在所述升降支架的下部,所述升降组件设有升降座,所述升降座通过直线导轨副与所述升降支架滑动连接,所述
升降座固定连接有第一链条连接座,所述上链轮及所述下链轮支撑连接所述第一升降链条,所述第一升降链条与所述第一链条连接座连接,所述第一电机驱动连接所述第一升降链条。
7.优选地,所述第二升降驱动机构设有第二升降链条及第三电机,所述抓桶组件设有吸盘支架,所述吸盘组件安装在所述吸盘支架上,所述吸盘支架通过直线轴承与所述摆臂架滑动连接,所述第二升降链条与所述吸盘支架连接,所述第三电机驱动连接所述第二升降链条。
8.优选地,所述吸盘组件设有用于限制涂料桶触发所述吸盘行程开关的工作行程的限位板。
9.优选地,还包括用于堆放能够被所述真空吸盘吸附的涂料桶的储放架,所述储放架的底部设有脚轮,所述辊道输送线组件设于所述储放架与所述升降支架之间。
10.本实用新型与现有技术相比较,其有益效果是:通过设置第一升降驱动机构驱动升降组件升降,设置第二电机驱动摆臂架摆动,设置第二升降驱动机构驱动抓桶组件移动,抓桶组件设有吸盘组件,吸盘组件包括用于吸附横置的涂料桶的上部的真空吸盘,控制系统控制连接第一升降驱动机构、第二升降驱动机构及第二电机,使得本实用新型的涂料桶自动上线装置能够实现将涂料桶自动送上辊道输送线组件,从而有利于提高自动化程度及工作效率,降低劳动强度。
附图说明
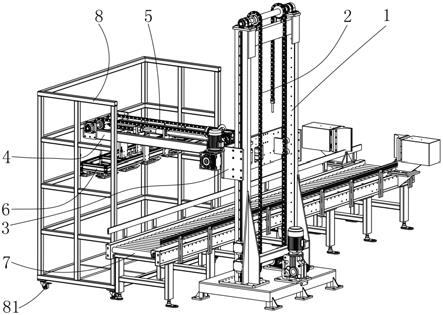
11.图1为本实用新型的涂料桶自动上线装置的立体结构示意图。
12.图2为本实用新型的涂料桶自动上线装置与涂料桶组合的立体结构示意图。
13.图3为本实用新型的涂料桶自动上线装置的分解示意图。
14.图4为本实用新型的抓桶组件的立体结构示意图。
15.图5为涂料桶和本实用新型的抓桶组件、摆臂架及第二升降驱动机构组合的正视结构示意图。
16.图6为本实用新型的抓桶组件、摆臂架及第二升降驱动机构组合的俯视结构示意图。
17.图7为本实用新型的升降组件的立体结构示意图。
18.图8为本实用新型的升降支架的立体结构示意图。
19.图9为本实用新型的第一升降驱动机构与升降座的连接结构示意图。
20.图10为本实用新型的涂料桶自动上线装置抓取涂料桶的工作状态示意图。
21.图11为本实用新型的涂料桶自动上线装置将涂料桶升起的工作状态示意图。
22.图12为本实用新型的涂料桶自动上线装置将涂料桶翻转的工作状态示意图。
23.图13为本实用新型的第一升降驱动机构将已翻转的涂料桶降下的工作状态示意图。
24.图14为本实用新型的第二升降驱动机构进一步将已翻转的涂料桶降下至辊道输送线组件上的工作状态示意图。
25.标号说明:1
‑
升降支架;2
‑
第一升降驱动机构;21
‑
第一升降链条;22
‑
第一电机;23
‑
上链轮;24
‑
下链轮;201
‑
上行程开关;202
‑
下行程开关;3
‑
升降组件;31
‑
升降座;32
‑
第
一链条连接座;33
‑
转轴;34
‑
第二电机;35
‑
摆臂下限位块;301
‑
横位限位开关;302
‑
竖位限位开关;4
‑
摆臂架;41
‑
直线光轴;5
‑
第二升降驱动机构;51
‑
第二升降链条;52
‑
第三电机;501
‑
左限位开关;502
‑
右限位开关;6
‑
抓桶组件;61
‑
吸盘支架;62
‑
吸盘组件;621
‑
真空吸盘;622
‑
限位板;623
‑
吸盘行程开关;63
‑
连接板;7
‑
辊道输送线组件;71
‑
输送辊筒;8
‑
储放架;81
‑
脚轮;99
‑
涂料桶。
具体实施方式
26.下面结合附图对本实用新型作进一步的描述。
27.本实用新型的涂料生产用的涂料桶自动上线装置,如图1至图3所示,包括辊道输送线组件7;辊道输送线组件7为现有技术,辊道输送线组件7设有输送辊筒71,输送辊筒71排列设置,于是涂料桶99的底部能够放置在排列的输送辊筒71上,输送辊筒71的一端安装有对应的链轮,辊道输送线组件7设有输送电机,上述输送电机通过对应的链条驱动连接输送辊筒71,也就是说,上述输送电机能够使输送辊筒71转动,于是辊道输送线组件7能够移送涂料桶99。
28.如图1至图3所示,本实用新型的涂料桶自动上线装置还包括升降支架1、第一升降驱动机构2、升降组件3、抓桶组件6、用于将涂料桶99从横置状态翻转至竖立状态的摆臂架4及用于将竖立状态的涂料桶99放下至辊道输送线组件7上的第二升降驱动机构5。在现有技术中,电机结合滚珠丝杆副可以实现直线驱动,又或者是电机结合相互啮合的齿轮及齿条也可以实现直线驱动,于是第一升降驱动机构2及第二升降驱动机构5可以采用现有技术的直线驱动机构。升降支架1可以采用钢制型材拼焊接而成,第一升降驱动机构2安装在升降支架1上,第二升降驱动机构5安装在摆臂架4上,升降组件3与升降支架1滑动连接,第一升降驱动机构2驱动连接升降组件3,也就是说,第一升降驱动机构2的作用是使升降组件3上下移动;如图7所示,升降组件3设有转轴33及第二电机34,第二电机34通过对应的蜗轮蜗杆减速器驱动连接转轴33,摆臂架4的右端通过胀紧套与转轴33固定连接,也就是说,第二电机34的作用是带动摆臂架4摆动;如图6所示,抓桶组件6与摆臂架4滑动连接,第二升降驱动机构5驱动连接抓桶组件6,也就是说,第二升降驱动机构5能够带动抓桶组件6上下移动。如图4和图5所示,抓桶组件6设有吸盘组件62,吸盘组件62包括用于吸附横置的涂料桶99的上部的真空吸盘621;当涂料桶99的与真空吸盘621接触的表面为曲面时,真空吸盘621可以采用市面上的摇摆型真空吸盘,也就是说,真空吸盘621可以摆动一定的角度以适配涂料桶99的表面。如图10所示,升降支架1上设有用于限制升降组件3的升降行程的上行程开关201及下行程开关202,升降组件3上设有用于限制摆臂架4的摆动行程的横位限位开关301及竖位限位开关302,摆臂架4上设有用于限制抓桶组件6相对摆臂架4的移动行程的左限位开关501及右限位开关502;如图5所示,吸盘组件62设有用于限制真空吸盘621的缓冲行程的吸盘行程开关623,也就是说,真空吸盘621采用市面上的具有缓冲行程的真空吸盘产品,此类具有缓冲行程的真空吸盘产品是通过压缩弹簧实现缓冲和复位的。
29.本实用新型的涂料桶自动上线装置还包括控制系统,控制系统包括plc控制器,控制系统电连接上行程开关201、下行程开关202、横位限位开关301、竖位限位开关302、左限位开关501、右限位开关502及吸盘行程开关623,控制系统控制连接第一升降驱动机构2、第二升降驱动机构5及第二电机34。
30.以下简要说明本实用新型的涂料桶自动上线装置的工作原理:如图10所示,车间内叠放有横置的涂料桶99,横置堆放的涂料桶99不容易倾倒,控制系统先控制第一升降驱动机构2将升降组件3、摆臂架4、第二升降驱动机构5及抓桶组件6一起降下,如图5所示,于是真空吸盘621接触涂料桶99的上部表面,在抓桶组件6的继续下降的过程中,真空吸盘621缓冲回缩,使真空吸盘621与涂料桶99的表面充分接触,当真空吸盘621缓冲回缩到一定幅度时,涂料桶99碰撞触发吸盘行程开关623,吸盘行程开关623的触发信号传输到控制系统,于是控制系统使抓桶组件6停止向下移动,如图11所示,控制系统接着控制第一升降驱动机构2将抓桶组件6和被真空吸盘621吸附的涂料桶99升起,升降组件3触发上行程开关201,如图12所示,控制系统便控制第二电机34带动摆臂架4向上摆动,使涂料桶99翻转至竖立状态,此时,摆臂架4触发竖位限位开关302,如图13所示,控制系统接着控制第一升降驱动机构2将升降组件3降下,升降组件3触发下行程开关202,如图14所示,控制系统再控制第二升降驱动机构5将抓桶组件6和涂料桶99一起下降,抓桶组件6触发右限位开关502,此时涂料桶99的桶底正好处于对应的输送辊筒71上,控制系统依据右限位开关502的触发信号控制真空吸盘621释放涂料桶99,控制系统延时控制第二升降驱动机构5将抓桶组件6上升直至使抓桶组件6触发左限位开关501,然后控制系统使升降组件3上升至触发上行程开关201的位置,控制系统再控制第二电机34带动摆臂架4向下摆动,当摆臂架4触发横位限位开关301时,控制系统控制第二电机34停止运转,于是完成了复位动作。通过上述可知,本实用新型的涂料桶自动上线装置能够实现将涂料桶99自动送上辊道输送线组件7,从而有利于提高自动化程度及工作效率,降低劳动强度。由于设置了吸盘行程开关623,于是在抓桶组件6抓取了位于顶部的一层涂料桶99之后再抓取下一层涂料桶99时,控制系统使升降组件3保持下降直至吸盘行程开关623被上述的下一层涂料桶99触发,换句话说,通过设置吸盘行程开关623结合控制系统,使得本实用新型的涂料桶自动上线装置能够将多层叠放的涂料桶99移送至辊道输送线组件7。
31.如图4所示,抓桶组件6可以设有五组吸盘组件62,吸盘组件62沿前后方向直线排列布置,于是当涂料桶99沿前后方向直线排列堆放时,抓桶组件6能够同时将五个涂料桶99翻转并放上辊道输送线组件7,但是各个吸盘行程开关623需要并联连接。
32.进一步地,如图1、图8和图9所示,第一升降驱动机构2设有第一升降链条21、第一电机22、上链轮23及下链轮24,上链轮23转动连接在升降支架1的上部,下链轮24转动连接在升降支架1的下部;如图7所示,升降组件3设有升降座31,升降座31通过直线导轨副与升降支架1滑动连接,如图7和图9所示,升降座31固定连接有第一链条连接座32,上链轮23及下链轮24支撑连接第一升降链条21,也就是说,上链轮23及下链轮24也用于张紧第一升降链条21;第一升降链条21与第一链条连接座32连接,具体是,如图9所示,第一升降链条21的一端的链节与对应的接头铰接,上述接头穿过对应的第一链条连接座32并通过两个对应的螺母将上述接头与对应的第一链条连接座32相对固定,同样地,第一升降链条21相对应的另一端的链节也通过对应的接头与对应的第一链条连接座32连接。第一电机22通过对应的蜗轮蜗杆减速器驱动连接第一升降链条21。于是第一电机22能够带动下链轮24旋转,下链轮24能够带动第一升降链条21运转,使得升降座31能够随第一升降链条21的对应的链节上下移动,上述的第一升降驱动机构2的成本低,由于第一升降链条21的安装精度需求低,于是装配及维护简便。
33.进一步地,如图6所示,第二升降驱动机构5设有第二升降链条51及第三电机52,如图4所示,抓桶组件6设有吸盘支架61,吸盘支架61可以采用铝型材拼装而成,吸盘组件62安装在吸盘支架61上,每个吸盘组件62可以设有两个真空吸盘621;吸盘支架61通过直线轴承与摆臂架4滑动连接,具体是,摆臂架4固定安装有两条平行设置的直线光轴41,如图4所示,摆臂架4固定连接有连接板63,上述直线轴承安装在所述连接板63上,上述直线轴承与对应的直线光轴41适配滑动连接;第二升降链条51与吸盘支架61连接,具体是第二升降链条51通过连接板63与吸盘支架61连接,第二升降链条51与连接板63的连接结构可以参考图9所示的第一升降链条21与第一链条连接座32的连接结构,第三电机52通过对应的蜗轮蜗杆减速器驱动连接第二升降链条51,于是第三电机52能够带动抓桶组件6移动。上述的第二升降驱动机构5的成本低,由于第二升降链条51的安装精度需求低,于是装配及维护简便。
34.进一步地,如图4和图5所示,吸盘组件62设有用于限制涂料桶99触发吸盘行程开关623的工作行程的限位板622,具体是指,在涂料桶99相对地撞向吸盘行程开关623的过程中,当吸盘行程开关623完成被触发时,涂料桶99就会被限位板622阻挡,由于市面上的行程开关,尤其是直动式行程开关被触发的工作总行程通常只有4毫米至7毫米,所以设置限位板622可以避免因摆臂架4下降停止不及时而造成涂料桶99碰坏吸盘行程开关623,限位板622也对真空吸盘621起到保护作用。
35.进一步地,如图1至图3所示,本实用新型的涂料桶自动上线装置还包括用于堆放能够被真空吸盘621吸附的涂料桶99的储放架8,换句话说,储放架8的所处的位置是能够让堆放在储放架8内的涂料桶99被真空吸盘621吸附,图1展示了涂料桶99横置地堆放在储放架8内的情况,储放架8可以采用钢制方管拼焊接而成,储放架8的顶部及右部敞开,本实用新型的涂料桶自动上线装置能够将涂料桶99从储放架8的顶部移出储放架8,如图1所示,储放架8的底部设有脚轮81,于是储放架8可以方便地被移动。如图1所示,辊道输送线组件7设于储放架8与升降支架1之间,这样的布局较为合理。
36.进一步地,如图7所示,升降座31固定连接有摆臂下限位块35,当摆臂架4向下摆动至水平位置时,摆臂架4的下部与摆臂下限位块35的上端接触,通过摆臂下限位块35的支撑作用,从而在抓桶组件6结合第一升降驱动机构2将涂料桶99升起的过程中,可以保证摆臂架4保持水平状态,或者说,避免与第二电机34对应安装连接的蜗轮蜗杆减速器的自锁力不足而导致摆臂架4向下摆动越过了水平状态,于是设置摆臂下限位块35也有利于保护上述的与第二电机34对应安装连接的蜗轮蜗杆减速器。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1