自动化生产线工件换手台的制作方法
1.本实用新型涉及一种自动化生产线的辅助装置,具体涉及一种自动化生产线工件换手台。
背景技术:
2.某薄板类零件,其外形为异形,并且是非对称的,在使用自动化的机加工生产线加工零件时,使用工业机器人进行上下料,在生产过程中,由于前后工序的加工面不同,安装工件时的方向也不同,因而需要在工业机器人上抓取的方向也是不同的,此时就需要一个换手台,工业机器人将产品从前工序的设备上取下工件后,先放置在换手台上,然后,在换手台上将工件进行翻转,工件翻转完成再由工业机器人来取料,然后送到下一工序的设备进行上料操作。零件放置到换手台上,从正反两个方向放置与抓取时都需要有准确的定位,因而传统的换手台就需要复杂的结构。
技术实现要素:
3.本实用新型的目的是提供一种方便工业机器人上下料实现切换抓取方向操作的结构简单的自动化生产线工件换手台。
4.为实现上述目的,本实用新型提供的自动化生产线工件换手台,包括底板、底座、支撑板、定位夹紧组件,其特征在于:所述的底座固定在所述的底板上,底座上的支撑板固定面相对于底板是倾斜的,所述的支撑板固定在底座的支撑板固定面上,所述的支撑板有向上方开口的u形开口;所述的定位夹紧组件包括定位销、弹性片和支撑块,所述的定位销分布在支撑板的u形开口的两侧,与工件上的定位孔对应;所述的弹性片固定在支撑板上,所述的支撑块与弹性片配对,在靠近支撑板开口的方向,所述的支撑块与弹性片各有两个以上,布置在支撑板的u形开口的两侧。
5.作为优选,如前所述的自动化生产线工件换手台,在所述的支撑板的两侧面有加强支架,所述的加强支架呈l形,上方宽度大于支撑板的厚度,下方与底座外形对应,所述的加强支架上方固定在支撑板的侧壁上,下方固定在底座上。
6.作为优选,所述的自动化生产线工件换手台,所述的定位夹紧组件包括有第一定位夹紧组件与第二定位夹紧组件,所述的支撑板有向上方开口的第一u形开口和第二u形开口,所述的第一定位夹紧组件的定位销、弹性片和支撑块在第一u形开口的两侧,所述的第二定位夹紧组件的定位销、弹性片和支撑块在第二u形开口的两侧,所述的第二定位夹紧组件与所述的第一定位夹紧组件为对称结构。
7.进一步的,如前所述的自动化生产线工件换手台,所述的定位夹紧组件有第三定位夹紧组件与第四定位夹紧组件,所述的第三定位夹紧组件位于第一定位夹紧组件上方,并且与所述的第一定位夹紧组件为同一方向;所述的第四定位夹紧组件与所述的第三定位夹紧组件为对称结构。
8.作为优选,所述的自动化生产线工件换手台,所述的定位夹紧组件包括有第一定
位夹紧组件与第二定位夹紧组件,所述的第二定位夹紧组件与第一定位夹紧组件共用左侧的定位销,第二定位夹紧组件的右侧定位销在支撑板上的u形开口的右侧,与工件翻转方向后的定位孔对应。
9.进一步的,如前所述的自动化生产线工件换手台,所述的定位夹紧组件有第三定位夹紧组件与第四定位夹紧组件,所述的第三定位夹紧组件位于第一定位夹紧组件上方,并且与第一定位夹紧组件为同一方向,所述的第三定位夹紧组件的右侧定位销与第二定位夹紧组件的右侧定位销为同一定位销;所述的第四定位夹紧组件位于第二定位夹紧组件上方,并且与第二定位夹紧组件为同一方向,所述的第四定位夹紧组件的左侧定位销与第三定位夹紧组件的左侧定位销为同一定位销。
10.本实用新型的自动化生产线工件换手台,自动化的机加工生产线上使用,工业机器人将产品从前工序的设备上取下工件后,从上方将工件放置在换手台上,工件被定位销定位,再由弹性片夹紧,机器人手爪松开退出;然后,机器人的机器人手爪转换到换手台的支撑板下方,手爪夹紧工件,向上方将工件推离定位销,然后沿u形开口方向退出换手台,实现工件抓取方向的翻转,然后送到下一工序的设备进行上料操作。本实用新型的自动化生产线工件换手台,可以适应工件正反两个方向的放置与换手反向取出,结构紧凑简单。
附图说明
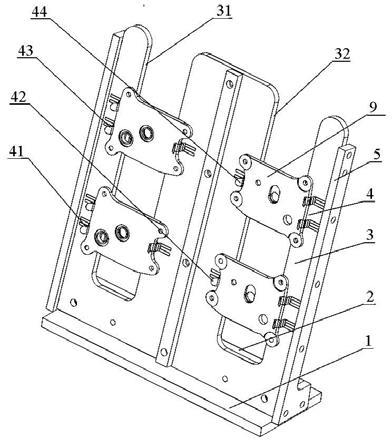
11.图1是本实用新型第一实施例的结构示意图。
12.图2是本实用新型第一实施例工件安放的示意图。
13.图3是本实用新型第二实施例的结构示意图。
14.图4是本实用新型第二实施例工件安放的示意图。
具体实施方式
15.下面结合附图与实施例对本实用新型作进一步的说明。
16.如图1、图2所示,本实用新型的自动化生产线工件换手台,包括底板1、底座2、支撑板3、定位夹紧组件4,其特征在于:所述的底座2固定在所述的底板1上,底座2上的支撑板固定面相对于底板1是倾斜的,所述的支撑板3固定在底座2的支撑板固定面上,所述的支撑板3有向上方开口的u形开口31;在支撑板的两侧面有加强支架5,所述的加强支架5呈l形,上方宽度大于支撑板3的厚度,下方与底座2外形对应,所述的加强支架5上方固定在支撑板3的侧壁上,下方固定在底座2上;所述的定位夹紧组件4包括定位销6、弹性片7和支撑块8,所述的定位销6分布在支撑板的u形开口31的两侧,与工件9上的定位孔对应;所述的弹性片7固定在支撑板3上,所述的支撑块8与弹性片7配对,在靠近支撑板开口31的方向,所述的支撑块8与弹性片7各有两个以上,布置在支撑板的u形开口31的两侧。
17.所述的定位夹紧组件4包括有第一定位夹紧组件41、第二定位夹紧组件42、第三定位夹紧组件43与第四定位夹紧组件44,所述的支撑板3有向上方开口的第一u形开口31和第二u形开口32,所述的第一定位夹紧组件41的定位销6、弹性片7和支撑块8在第一u形开口31的两侧,所述的第二定位夹紧组件42的定位销6、弹性片7和支撑块8在第二u形开口32的两侧,所述的第二定位夹紧组件42与第一定位夹紧组件41为对称结构;所述的第三定位夹紧组件43位于第一定位夹紧组件41上方,并且与第一定位夹紧组件41为同一方向,所述的第
四定位夹紧组件44与第三定位夹紧组件43为对称结构。
18.在本实施例中,第一定位夹紧组件与第三定位夹紧组件适应工件的第一方向放置,而第二定位夹紧组件与第四定位夹紧组件适应工件的第二方向放置。使用四组定位夹紧组件时将可以同时装夹两个工件。
19.如图3、图4所示,本实用新型的自动化生产线工件换手台,包括底板1、底座2、支撑板3、定位夹紧组件4,其特征在于:所述的底座2固定在所述的底板1上,底座2上的支撑板固定面相对于底板1是倾斜的,所述的支撑板3固定在底座2的支撑板固定面上,所述的支撑板3有向上方开口的u形开口31;在支撑板的两侧面有加强支架5,所述的加强支架5呈l形,上方宽度大于支撑板3的厚度,下方与底座2外形对应,所述的加强支架5上方固定在支撑板3的侧壁上,下方固定在底座2上;所述的定位夹紧组件4包括定位销6、弹性片7和支撑块8,所述的定位销6分布在支撑板的u形开口31的两侧,与工件9上的定位孔对应;所述的弹性片7固定在支撑板3上,所述的支撑块8与弹性片7配对,在靠近支撑板开口31的方向,所述的支撑块8与弹性片7各有两个以上,布置在支撑板的u形开口31的两侧。
20.所述的定位夹紧组件4包括有第一定位夹紧组件41与第二定位夹紧组件42,所述的第二定位夹紧组件42与第一定位夹紧组件41共用左侧的定位销61,第二定位夹紧组件42的右侧定位销62在支撑板上的u形开口31的右侧,与工件9翻转方向后的定位孔对应。所述的定位夹紧组件4有第三定位夹紧组件43与第四定位夹紧组件44,所述的第三定位夹紧组件43位于第二定位夹紧组件42上方,并且与所述的第一定位夹紧组件41为同一方向,所述的第三定位夹紧组件43与所述的第二定位夹紧组件42共用右侧定位销62;所述的第四定位夹紧组件44位于第三定位夹紧组件44上方,并且与所述的第二定位夹紧组件42为同一方向,所述的第四位夹紧组件44与所述的第三定位夹紧组件43共用左侧定位销63。所述的支撑板3上有第二u形开口32,所述的定位夹紧组件4包括第五定位夹紧组件45、第六定位夹紧组件46、第七定位夹紧组件47、第八定位夹紧组件48,所述的第五定位夹紧组件45、第六定位夹紧组件46、第七定位夹紧组件47、第八定位夹紧组件48分布在第二u形开口32的两侧,与第一定位夹紧组件41、第二定位夹紧组件42、第三定位夹紧组件43、第四定位夹紧组件44在高度方向的位置对应。
21.在本实施例中,第一定位夹紧组件与第三定位夹紧组件适应工件的第一方向放置,而第二定位夹紧组件与第四定位夹紧组件适应工件的第二方向放置,将相邻两组夹紧定位组件共用一个定位销,使整个换手台的结构紧凑。使用四组定位夹紧组件时将可以同时装夹两个工件,使用八组定位夹紧组件时则可以同时装夹四个工件。
22.本实用新型的自动化生产线工件换手台,自动化的机加工生产线上使用,工业机器人将产品从前工序的设备上取下工件后,根据工件正反面装夹方向从上方将工件放置在换手台上的对应的定位夹紧位置,工件被定位销定位,再由弹性片夹紧,机器人手爪松开退出;然后,工业机器人的机器人手爪转换到换手台的支撑板下方,机器人手爪夹紧工件,向上方移动将工件推离定位销,然后沿u形开口方向退出换手台,实现工件抓取方向的翻转,然后送到下一工序的设备进行上料操作。本实用新型的自动化生产线工件换手台,可以适应工件正反两个方向的放置与换手反向取出,结构紧凑简单。本实用新型的自动化生产线工件换手台可以安装在工业机器人的滑动轨道之上,与工业机器人一起移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1