一种起吊重心可调式万向吊具的制作方法
1.本实用新型涉及工业吊装吊具技术领域,尤其涉及一种起吊重心可调式万向吊具。
背景技术:
2.在工业领域,会涉及到很多大质量装配件的吊装,目前由于吊具的起吊重心不可调,所以为了达到吊装平衡,在对包括零件和部件的装配件的吊装过程中,需采用先吊装零件至工位上,拆除吊具后需再换一个吊具进行部件的装配作业,装配完成后,进行部件的吊装。这个过程相当于对零件和部件采用不同的吊具分别进行吊装,存在工时消耗高,工装管理成本高。另一方面,由于工业零件的成型工艺,导致重心点与理论数据存在差异,吊具很难实现被装配件处于完美的平衡姿态,又无法实现起吊重心点的调整,无法精确控制装配对正关系,尤其在精密配合止口的装配。
技术实现要素:
3.本实用新型提供了一种起吊重心可调式万向吊具,以解决现有技术在吊装装配件时多次起吊每次都需要换吊具,导致操作麻烦,效率低的问题。
4.本实用新型采用的技术方案是:一种起吊重心可调式万向吊具,包括连接板、吊装梁、吊板以及万向吊环,所述连接板和所述吊板滑动套设于所述吊装梁上,所述万向吊环安装在所述吊板上,所述连接板上设置有与装配件相连接的连接部,所述连接板和所述吊板上均设置有锁紧机构,实现所述连接板和所述吊板锁紧在所述吊装梁上。
5.优选地,所述连接板上的锁紧机构包括开设在连接板上的第一开缝槽、设置在所述第一开缝槽一侧的第一螺纹孔、设置在所述第一开缝槽另一侧且与所述第一螺纹孔相对的第一过孔,将螺栓插入所述第一过孔和所述第一螺纹孔并拧紧,从而实现将所述连接板锁紧在所述吊装梁上。
6.优选地,所述第一开缝槽宽度为1
‑
3mm。
7.优选地,所述连接板与所述吊装梁的接触面之间设置有橡胶圈。
8.优选地,所述吊板上的锁紧机构包括开设在吊板上的第二开缝槽、设置在所述第二开缝槽一侧的第二螺纹孔、设置在所述第二开缝槽另一侧且与所述第二螺纹孔相对的第二过孔,将螺栓插入所述第二过孔和所述第二螺纹孔并拧紧,从而实现将所述吊板锁紧在所述吊装梁上。
9.优选地,所述第二开缝槽宽度为1
‑
3mm。
10.优选地,所述吊板与所述吊装梁的接触面之间设置有橡胶圈。
11.优选地,所述连接部为安装孔或吊钩。
12.优选地,所述连接板具有两个或多个。
13.优选地,所述吊板以及万向吊环均具有两个或多个。
14.本实用新型的有益效果是:本实用新型提供的吊具实用性强,结构简单,实现多次
起吊,仍能使被吊装件处于平衡姿态。同时,在初始调节时,可实现重心点的自动旋转找正,快速调整起点平衡点功能。有效地节约了生产工时消耗与工装维护管理成本。工装具有互换性强,维护方面,制造容易,结构简单的特点。
附图说明
15.图1为本实用新型公开的起吊重心可调式万向吊具吊装零件的结构示意图。
16.图2a为本实用新型公开的连接板的结构示意图。
17.图2b为本实用新型公开的连接板的截面图。
18.图3a为本实用新型公开的吊板的结构示意图。
19.图3b为本实用新型公开的吊板的截面图。
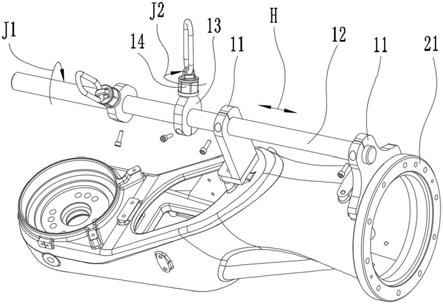
20.图4为本实用新型公开的起吊重心可调式万向吊具吊装零件和部件的结构示意图。
21.附图标记:11、连接板;111、第一螺纹孔;112、第一开缝槽;113、第一过孔;114、第一通孔;115、安装孔;12、吊装梁;13、吊板;131、第二螺纹孔;132、第二通孔;133、第二开缝槽;134、第三螺纹孔;135、第二过孔;14、万向吊环;21、零件;22、部件。
具体实施方式
22.为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步详细描述,但本实用新型的实施方式不限于此。
23.实施例1:
24.参见图1,一种起吊重心可调式万向吊具,包括连接板11、吊装梁12、吊板13以及万向吊环14。
25.参见图2a、2b,连接板11上部开设有第一通孔114,下部开设有安装孔115。吊装梁12穿设于第一通孔114中,第一通孔114的直径比吊装梁12的直径略大。安装孔115用于与零件21相连接,在另一些实施例中,将安装孔115替换为吊钩,通过吊钩与零件21相连接。连接板11上还设置有锁紧机构,具体的,在本实施例中,连接板11上的锁紧机构包括开设在连接板11上的第一开缝槽112、设置在第一开缝槽112一侧的第一螺纹孔111、设置在第一开缝槽112另一侧且与第一螺纹孔111相对的第一过孔113,将螺栓插入第一过孔113和第一螺纹孔111并拧紧,从而实现将连接板11锁紧在吊装梁12上。优选地,第一开缝槽112宽度为1
‑
3mm。为了增大连接板11与吊装梁12的接触面之间摩擦力,可以在连接板11上设置橡胶圈。
26.参见图3a、3b,吊板13上部开设有用于与万向吊环14相连接的第三螺纹孔134。吊板13中部开设有第二通孔132,吊装梁12穿设于第二通孔132中,第二通孔132的直径比吊装梁12的直径略大。吊板13上还设置有锁紧机构,具体的,在本实施例中,吊板13上的锁紧机构包括开设在吊板13上的第二开缝槽133、设置在第二开缝槽133一侧的第二螺纹孔131、设置在第二开缝槽133另一侧且与第二螺纹孔131相对的第二过孔135,将螺栓插入第二过孔135和第二螺纹孔131并拧紧,从而实现将吊板13锁紧在吊装梁12上。优选地,第二开缝槽133宽度为1
‑
3mm。为了增大吊板13与吊装梁12的接触面之间摩擦力,可以在吊板13上设置橡胶圈。
27.具体的,根据零件21的不同,可以吊装梁12上设置两个或多个连接板11。
28.由于零件21上安装部件22时其重心会改变,所以吊板13的位置也不同,可以在吊装梁12上设置两个或多个吊板13,相应的万向吊环14也具有两个或多个。也可以单独针对部件22进行吊装,此时换一个吊板13即可。
29.其工作原理为:参见图1,针对有两个连接位的零件21,先将两个连接板11穿上吊装梁12上,在第一过孔113和第一螺纹孔111中预拧入螺钉,再将调整两个连接板11的间距,分别与零件21的连接孔连接;再紧固螺钉,使连接板11与吊装梁12相对位置固定。将万向吊环14拧入至吊板13的第三螺纹孔134内,再将两个吊板13依次穿入吊装梁12上,选择零件21大概位置的起吊点的万向吊环14进行吊装。在零件21重力下,吊板13将绕吊装梁12中心自动旋转j1,若吊板13不在零件21的重心处,下放零件21,再调整吊板13相对连接板11的轴向位置进行调整h,使零件21处于水平平衡姿态,再紧固吊板13上的螺钉,使之也固定在吊装梁12上。参见图4,当零件21上安装了部件22,其重心会发生偏移,按上述方法进行对另一个吊板13起吊点进行调整即可,两个吊板13的位置确定后,后续无需再更换位置,采用对应的吊板13即可。在加长吊装梁12基础上,可以增加多次吊装的起吊点。进行吊装装配时,本吊具与吊件可实现水平平衡姿态的任意角度灵活旋转j2,方便吊件的对正装配。吊具调整方便,稳定可靠,结构简单,大大提高作业效率。
30.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1