一种给袋式真空包装机的制作方法
1.本实用新型涉及生产技术领域,尤其涉及一种给袋式真空包装机。
背景技术:
2.现有的真空粽子的生产工艺包括以下步骤:第1步,将干米在常温水中进行浸泡;第2步,将第1步所得的米放入沥米机的传送带上进行沥干;第3步,将第2步所得的沥干米进行调味料的拌制;第4步,将第3步所得的调味料米通过称重法或体积法进行定量;第5步,将第4步所得的定量调味料米与对应馅料一起用粽叶进行包裹,捆扎,成为一只生粽子;第6步,通过灌装机将第5步所得的生粽子放入到粽子烧煮锅中,加入没过粽子的水后,加盖密封,打开蒸汽阀,和压力阀,将锅内温度控制在100℃保持30分钟,然后关闭压力阀,使锅内温度升至121℃并保持30分钟;第7步,将第6步所得的熟粽放入粽子冷却线进行风冷,直至粽子中心温度降到40℃;第8步,将第7步所得的冷却后的熟粽人工装入粽子蒸煮袋内;第9步,将第8步所得的装有粽子的蒸煮袋放入真空包装机内进行真空封口;第10步,将第9步所得的真空生粽放入灭菌锅内,通过高温高压,使粽子中心温度达到121℃,并保持15~20分钟。
3.在产品品质上,由于真空粽产品需要实现在常温下保证9个月保质期,因此,现有真空粽生产工艺中需要经过两次高温高压加工环节,一次是在粽子烧煮锅内通过高温高压完成熟制工序,另一次是真空包装后在灭菌锅内通过高温高压完成灭菌工序。第二次灭菌过程的高温高压对真空粽的内在组织结构,风味物质产生了明显的影响,相较于灭菌前的粽子,真空粽米料的颜色和肉馅的口感都较差。
4.在生产效率上,为保证熟制效果和灭菌效果,现有的真空粽生产过程中烧煮工序耗时90分钟,冷却工序耗时45分钟,灭菌工序耗时60分钟,在保证现有产品品质的基础上,以上工序的时间无法压缩,成为产能提升的瓶颈,若要提高产能只能通过增加生产面积和设备投资。
5.在能耗上,现有真空粽生产工艺的主要水电汽能耗发生在烧煮,冷却,灭菌三个环节。烧煮工序是将生粽浸泡于水中,通过蒸汽与水换热,实现高温高压的烧煮环境。在烧煮过程中,粽叶,米料,馅心,油脂会与周围的水进行物质交换,完成烧煮后,烧煮水中含有大量油脂,粽叶浸出物,米料中的淀粉物质以及一些调味料,在进行一下锅烧煮前需要整锅水排出,完成烧煮锅内清洗后,重新加水进行烧煮。在烧煮的90分钟环节中,全程采用蒸汽进行热交换,而冷却过程目前主要采用风冷,通过电力完成大功率风扇的排风和送风,实现粽子中心温度在45分钟内降低。
6.在人工上,现有真空粽生产工艺中,除了裹粽工序以外,主要在烧煮,真空占用了较多人力。以日产120万只粽子计算,烧煮工人32人,灌袋真空人员175人负责完成粽子的灌袋和真空封口,随着人工费用的上涨,招工难度的增加,每年旺季用工人数也成为影响产能,增加成本的一大因素。
7.为此本技术人设计了在灭菌的同时实现粽子制熟的粽子生产工艺的真空粽,使得
制作真空粽时只需要一次加热。现有的用于一次性加热制作真空粽制作工艺中的给袋式真空包装机存在以下不足:一次性加热制作粽的煮熟粽子的水量为根据米泡到一个设定值(即吸水到一个设定量)时所需要的水量加水,加水后进行抽真空,容易导致水量不准,而且在不同的季节温度环境中抽真空流失的水量是不同的;当各个环节中物料重量偏差朝向同一个方向偏差时会导致最后的成品粽的重量不符合要求;蒸煮袋为平整地包裹在粽子外部且由于蒸煮袋壁厚是十分薄的,从而导致蒸煮袋对粽子的抗压提升效果差。
技术实现要素:
8.本实用新型旨在提供一种能够方便将真空粽的重量控制在要求范围内的给袋式真空包装机,用于解决真空粽容易会产生重量不符合要求的问题。
9.以上技术问题是通过以下技术方案解决的:一种给袋式真空包装机,包括蒸煮锅、转盘、驱动转盘转动的旋转结构、给蒸煮袋抽真空的抽真空结构和给蒸煮袋进行封口的封口装置,其特征在于,还包括沿转盘周向分布的蒸煮袋堆码机构、生粽投料机构、加冰机构、加水机构、冷冻室和下料输送带,所述转盘上设有用于将蒸煮袋堆码机构上的蒸煮袋逐一取出后使得蒸煮袋的袋口处于张开状态的蒸煮袋转移机构,生粽投料机构用于将生粽投入到被生粽投料机构固定住的袋口处于张开的蒸煮袋内,所述加冰机构用于将冰添加到装有生粽的蒸煮袋内,所述加水机构用于将水添加到装有生粽与冰的蒸煮袋内,所述冷冻室用于使得蒸煮袋内的水固化为冰,所述抽真空结构用于在蒸煮袋内的水都变成冰后给蒸煮袋进行抽真空,所述封口装置用于给抽真空后的蒸煮袋进行封口,所述下料输送带用于经封口后的蒸煮袋输送到所述蒸煮锅。使用时,蒸煮袋转移机构将蒸煮袋取来且将袋口撑开;转盘的转动使得蒸煮袋转移机构连同蒸煮袋一起到达生粽投料机构,生粽投料机构将生粽投到蒸煮袋内;转盘的转动使得蒸煮袋转移机构连同蒸煮袋一起到达加冰机构旁,加冰机构将冰加热蒸煮袋内;转盘的转动使得蒸煮袋转移机构连同蒸煮袋一起到达加水机构旁,加水机构将水加入蒸煮袋内到蒸煮袋及其内物料的重量总和达到要求;转盘的转动使得蒸煮袋转移机构连同蒸煮袋一起到达冷冻室,冷冻室使得蒸煮袋内的水变成冰,然后对蒸煮袋进行抽真空和封口形成真空粽;最后转盘的转动使得真真空粽连同蒸煮袋转移机构一起到达下料输送带,下料输送地将真空粽输送到蒸煮锅内进行灭菌的同时被置熟。该设备设有加水机构,使得冰和水能够加入蒸煮袋内,比较于全部加上后成冰而言,能够降低能耗。冷冻室使得抽真空和封口在冷冻室内完成,能够降低水蒸发流失量,通过了粽子水量的准确性,使得口感一致性好。
10.作为优选,所述蒸煮袋堆码机构、生粽投料机构、加冰机构、加水机构、冷冻室和下料输送带沿转盘的周向均匀分布,所述蒸煮袋转移机构有六个且沿转盘的周向均匀分布。能够使得各个工艺步骤并行进行,加工效率高。
11.作为优选,所述加水机构包括秤、驱动秤升降的升降机构、位于秤正上方的出口方向朝下的出水嘴、水箱和将水箱内的水从出水嘴输出的计量泵。能够先称重,知道蒸煮袋及其内物料的重量差多少才符合真空粽重量要求,然后加对应的水到蒸煮袋内使得制作出的真空粽的重量防护要求。加水完成后生粽投料机构再夹持竖蒸煮袋。
12.作为优选,所述秤包括秤盘,所述秤盘上设有若干竖向的阻拦杆,装有粽子的蒸煮袋以袋口朝上的方式搁置在所述秤盘上时所述阻拦杆阻拦在蒸煮袋的四周使得蒸煮袋维
持在袋口朝上且立起的状态。能够防止称重时蒸煮袋翻到和不能够被蒸煮袋转移机构而成夹持住。
13.作为优选,所述蒸煮袋转移机构包括第一吸盘座、提升机构、驱动第一吸盘座朝远离转盘的方向进行伸缩的第一平移气缸、第二吸盘座和驱动第二吸盘座朝靠近转盘的方向进行伸缩的第二平移气缸,所述第一吸盘座连接在第一平移气缸的活塞杆上,所述第一吸盘座朝向第二吸盘座的一侧上设有若干第一真空吸盘,所述第二吸盘座朝向第一吸盘座的一侧上设有若干第二真空吸盘,所述提升机构用于驱动第一吸盘座从低位上升到高位,所述第一吸盘座位于高位时同第二吸盘座沿水平方向对齐,所述第一吸盘座位于低位时第二吸盘座同第一吸盘座沿上下方向错开。进行蒸煮袋上料的方法为:第一吸盘座处于低位、第一平移气缸伸长驱动第一吸盘座朝向蒸煮袋堆码机构移动使得第一真空吸盘吸附住蒸煮袋堆码机构中的位于最表面的一个蒸煮袋的一侧表面,第一平移气缸收缩驱动第一吸盘座复位,提升机构驱动第一吸盘座到高位,此时蒸煮袋位于第一真空吸盘和第二真空吸盘之间,第二平移气缸驱动第二吸盘座朝向第一吸盘座合拢使得第二真空吸盘住蒸煮袋的另一侧表面,第二平移气缸驱动第二吸盘座朝远离第一吸盘座的方向合拢,从而上端蒸煮袋的袋口张开。
14.作为优选,所述提升机构包括竖向滑杆、套设在所述竖向滑杆上的铁磁体块和连接在竖向滑杆上端的吸附起所述铁磁体块的电磁铁,所述第一平移气缸连接在所述铁磁体块上。结构紧凑,控制可靠方便。
15.作为优选,所述第一平移气缸的活塞杆穿设在所述铁磁体块上,第一平移气缸的缸体固定在所述铁磁体块上。固定可靠方便。
16.作为优选,所述蒸煮袋转移机构还包括加高座,所述第二平移气缸连接在所述加高座上。
17.作为优选,第二平移气缸的活塞杆穿设在所述加高座上,第二平移气缸的缸体固定在所述加高座上。连接可靠,结构紧凑。
18.作为优选,所述蒸煮袋堆码机构包括弹簧、托板和设置在托板两侧上的侧挡板,所述托板和侧挡板围成供蒸煮袋以袋口朝上的状态堆码在一起的蒸煮袋储存槽,侧挡板朝向所述转盘的一端设有位于所述蒸煮袋储存槽内的竖挡条,所述蒸煮袋储存槽内设有推板,所述弹簧用于驱动推板朝向转盘移动,所述竖挡条配合所述推板夹持住位于蒸煮袋储存槽内的蒸煮袋,所述第一吸盘座位于低位时能够被转盘转动到第一真空吸盘同蒸煮袋储存槽水平方向对齐。能够使得柔性的蒸煮袋蒸煮袋保持在竖直状态且取走一个后后续的能够自动朝转盘移动。上料时的方便性好。
19.本实用新型具有下述优点:由于冰化开后体积变小,使得真空后蒸煮袋表面会产生褶皱,褶皱的产生使得蒸煮袋对粽子的抗压抗震效果好;各个环节的重量偏下限计重,在最后加水后进行补足重量,从而使得粽子的重量都能够符合要求;冰预制好后加热,不在现场降温结冰,能够降低设备弄好和工作效率。
附图说明
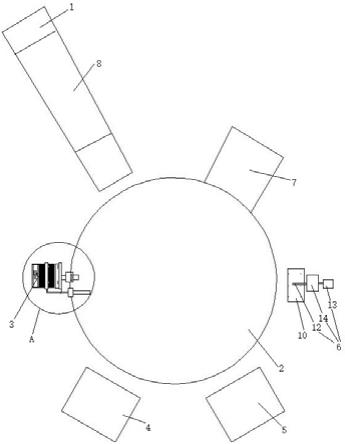
20.图1为本实用新型的俯视示意图;
21.图2为图1中的a处的正视示意图;
22.图3为蒸煮袋转移机构将蒸煮袋转移到加水机构旁且没有进行称重时的后视示意图;
23.图4为蒸煮袋转移机构将蒸煮袋转移到加水机构旁且进行称重时的后视示意图;
24.图5为图1中的a处的局部放大示意图。
25.图中:蒸煮锅1、转盘2、蒸煮袋堆码机构3、生粽投料机构4、加冰机构5、加水机构6、冷冻室7、下料输送带8、秤10、升降机构11、出水嘴12、水箱13、计量泵14、阻拦杆15、装有粽子的蒸煮袋16、第一吸盘座17、第一平移气缸18、第二吸盘座19、第二平移气缸20、第一平移气缸的活塞杆21、第一真空吸盘22、第二真空吸盘23、竖向滑杆24、铁磁体块25、电磁铁26、第一平移气缸的缸体27、加高座28、第二平移气缸的缸体29、弹簧30、托板31、侧挡板32、蒸煮袋33、蒸煮袋储存槽34、竖挡条35、推板36、第二平移气缸的活塞杆37、秤盘38。
具体实施方式
26.下面结合附图与实施例对本实用新型作进一步的说明。
27.参见图1、图2和图3,一种给袋式真空包装机,包括蒸煮锅1、转盘2、驱动转盘转动的旋转结构、给蒸煮袋抽真空的抽真空结构和给蒸煮袋进行封口的封口装置。转盘的外围设有沿转盘周向均匀分布的蒸煮袋堆码机构3、生粽投料机构4、加冰机构5、加水机构6、冷冻室7和下料输送带8。生粽投料机构4、加冰机构5、冷冻室7和下料输送带8都为现有的设备。转盘上设有用于将蒸煮袋堆码机构上的蒸煮袋逐一取出后使得蒸煮袋的袋口处于张开状态的蒸煮袋转移机构。蒸煮袋转移机构有六个且沿转盘的周向均匀分布,图1中只画出了一个蒸煮袋转移机构。生粽投料机构用于将生粽投入到被生粽投料机构固定住的袋口处于张开的蒸煮袋内,所述加冰机构用于将冰添加到装有生粽的蒸煮袋内,所述加水机构用于将水添加到装有生粽与冰的蒸煮袋内,所述冷冻室用于使得蒸煮袋内的水固化为冰,抽真空结构用于在蒸煮袋内的水都变成冰后给蒸煮袋进行抽真空,封口装置用于给抽真空后的蒸煮袋进行封口,下料输送带用于经封口后的蒸煮袋输送到所述蒸煮锅。抽真空结构和封口装置设置在冷冻室内。加水机构包括秤10、驱动秤升降的升降机构11、位于秤正上方的出口方向朝下的出水嘴12、水箱13和将水箱内的水从出水嘴输出的计量泵14。秤包括秤盘38,秤盘上设有若干竖向的阻拦杆15,装有粽子的蒸煮袋16以袋口朝上的方式搁置在秤盘上时阻拦杆阻拦在蒸煮袋的四周使得蒸煮袋维持在袋口朝上且立起的状态。秤被升起后出水嘴收入到蒸煮袋内,使得加水时不会产生散落出蒸煮袋的现象。蒸煮袋转移机构包括第一吸盘座17、提升机构、驱动第一吸盘座朝远离转盘的方向进行伸缩的第一平移气缸18、第二吸盘座19和驱动第二吸盘座朝靠近转盘的方向进行伸缩的第二平移气缸20,第一吸盘座连接在第一平移气缸的活塞杆21上,述第一吸盘座朝向第二吸盘座的一侧上设有若干第一真空吸盘22,第二吸盘座朝向第一吸盘座的一侧上设有若干第二真空吸盘23,提升机构用于驱动第一吸盘座从低位(图2中第一吸盘座为处于低位的)上升到高位(图4中第一吸盘座为处于高位的),第一吸盘座位于高位时同第二吸盘座沿水平方向对齐,第一吸盘座位于低位时第二吸盘座同第一吸盘座沿上下方向错开。提升机构包括两根竖向滑杆24、套设在竖向滑杆上的铁磁体块25和连接在竖向滑杆上端的吸附起铁磁体块的电磁铁26,第一平移气缸连接在铁磁体块上。第一平移气缸的活塞杆穿设在所述体块上,第一平移气缸的缸体27固定在铁磁体块上。蒸煮袋转移机构还包括加高座28,第二平移气缸连接加高座上。第二平移气
缸的活塞杆37穿设在加高座上,第二平移气缸的缸体29固定在加高座上。蒸煮袋堆码机构包括弹簧30、托板31和设置在托板两侧上的侧挡板32,托板和侧挡板围成供蒸煮袋33以袋口朝上的状态堆码在一起的蒸煮袋储存槽34,侧挡板朝向转盘的一端设有位于蒸煮袋储存槽内的竖挡条35,蒸煮袋储存槽内设有推板36,弹簧用于驱动推板朝向转盘移动,竖挡条配合推板夹持住位于蒸煮袋储存槽内的蒸煮袋,第一吸盘座位于低位时能够被转盘转动到第一真空吸盘同蒸煮袋储存槽水平方向对齐。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1