一种立式晶振载带连续收料机的制作方法
1.本实用新型涉及一种收料机,具体涉及一种适用于晶振载带的立式连续收料机。
背景技术:
2.晶振在电子市场的发展越来越广,在很多各种各样的电器、电子产品中都要用到晶振。晶振产品大,价值高,容易损坏,人工收料不稳定,可能造成产品损坏,导致成本上升,生产效率下降。
技术实现要素:
3.为解决上述问题,本实用新型的目的在于提供一种立式晶振载带连续收料机,增加生产效率,减少生产成本。
4.为实现上述目的,本实用新型通过以下技术方案来实现:
5.一种立式晶振载带连续收料机,其特征在于,包括机架及设置在机架上的送料组件、贴胶组件、收卷组件、供盘及收盘组件,所述送料组件设置在机架中上部,送料组件前端设置料带缓冲轮用于料带缓冲,所述收卷组件为立式结构竖直设置在机架中,所述贴胶组件设置在收卷组件上部,所述供盘及收盘组件设置在收卷组件侧面的机架底部;
6.所述送料组件由送料导向槽、送料轨道、送料压杆轮及送料摆臂构成,所述送料轨道的前端是送料导向槽、送料压杆轮位于送料轨道与送料导向槽间,送料摆臂位于送料轨道末端;
7.所述贴胶组件包括尾胶放置盒、胶带导向轮、切胶块、推胶板、压胶块、贴胶升降电机、切胶气缸、推胶气缸、切胶导向槽、胶带导向气缸及吸胶组件,所述胶带导向轮设置在尾胶放置盒底部,所述推胶板设置在切胶块底部,所述切胶导向槽与切胶块在同一水平位置面对面设置,所述吸胶组件设置在切胶块、切胶导向槽之间,所述压胶块设置在吸胶组件上面,所述贴胶升降电机通过滑轨带动压胶块上下移动,所述胶带导向气缸与切胶导向槽连接并带动切胶导向槽移动,所述切胶气缸设置在尾胶放置盒底部与切胶块连接并用于带动切胶块动作、所述推胶气缸设置在尾胶放置盒底部与推胶板连接并用于带动推胶板动作;
8.所述收卷组件由固定在机架上的升降轨道、位于升降轨道顶部的升降伺服电机、通过丝杆连接在轨道上的收卷机构、及设置在升降轨道顶部及底部的上、下限位感应器构成,所述收卷机构由水平方向设置的夹盘轴、收卷伺服电机、吸盘真空组件、真空吸嘴、取盘气缸、卸盘推板及卸盘气缸构成,所述收卷伺服电机带动夹盘轴旋转,所述卸盘推板呈u形设置在夹盘轴上,所述卸盘气缸带动卸盘推板沿水平方向移动,所述吸盘真空组件及真空吸嘴安装在夹盘轴上,所述吸盘真空组件用于为真空吸嘴提供负压吸力,所述取盘气缸用于带动夹盘轴沿轴向伸缩;
9.所述供盘及收盘组件由为双层结构,由通过料车支架连接固定的供盘料车及收盘料车构成,所述供盘料车位于上层收盘料车位于下层,所述供盘料车上设置供盘气缸、供盘推板及料盘限位板,所述供盘气缸用于带动供盘推板前后移动,所述料盘限位板设置在供
盘料车的空料盘出料口处,所述收盘料车上设置料车固定气缸、料车感应器、料车满盘感应器及料车固定位,所述料车固定位设置在收盘料车底部,料车固定位上设置用于料车固定的料车固定气缸及感应料车的料车感应器,所述料车满盘感应器设置在料车尾部。
10.进一步地,所还包括设置在供盘及收盘组件上部的离线贴标机,用于向收卷后的料盘贴标签。
11.进一步地,所还包括设置在要机架上的操作显示屏及设置在机架顶部的三色报警器。
12.进一步地,所述供盘料车、收盘料车采用可移动料仓车,供盘料车、收盘料车均可储存15个料盘。
13.本实用新型的立式晶振载带连续收料机,可实现连续收料,减少人工收料的不稳定,提高生产效率,有效减少损失。
附图说明
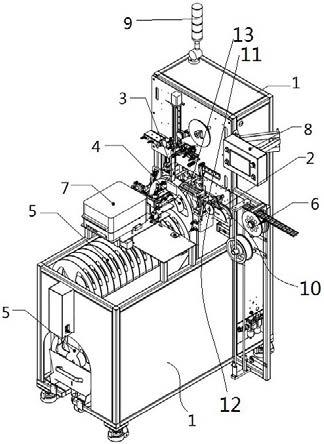
14.附图1:本实用新型立式晶振载带连续收料机整体结构图;
15.附图2:本实用新型贴胶组件示意图;
16.附图3:本实用新型收卷组件示意图;
17.附图4:本实用新型供供盘及收盘组件示意图;
18.图中图标:1、机架,2、送料组件,3、贴胶组件,4、收卷组件,5、供盘及收盘组件,6、料带缓冲轮,7、离线贴标机,8、操作显示屏,9、三色报警器,10、送料导向槽,11、送料轨道,12、送料压杆轮,13、送料摆臂,311、尾胶放置盒,312、胶带导向轮,313、切胶块,314、推胶板,315、压胶块,316、贴胶升降电机,317、切胶气缸,318、推胶气缸,319、切胶导向槽,320、胶带导向气缸,321、吸胶组件,411、升降轨道, 412、升降伺服电机,413、丝杆,414、收卷机构,415、上限位感应器,416下限位感应器,417、夹盘轴,418、收卷伺服电机,419、吸盘真空组件,420、真空吸嘴,421、取盘气缸,422、卸盘气缸,423、卸盘推板,511、供盘料车,512、收盘料车,513、供盘气缸,514、供盘推板,515、料盘限位板,516、料车固定气缸,517、料车感应器,518、料车满盘感应器,519、料车固定位,520、料车支架。
具体实施方式
19.为对本实用新型作进一步说明,下面通过说明书附图及实施例作进一步说明。
20.一种立式晶振载带连续收料机,其特征在于,包括机架1及设置在机架上的送料组件2、贴胶组件3、收卷组件4、供盘及收盘组件5,所述送料组件2设置在机架中上部,送料组件2前端设置料带缓冲轮6用于料带缓冲,所述收卷组件4为立式结构竖直设置在机架中,所述贴胶组件3设置在收卷组件4上部,所述供盘及收盘组件5设置在收卷组件4侧面的机架1底部。
21.所述送料组件2由送料导向槽10、送料轨道11、送料压杆轮12及送料摆臂13构成,所述送料轨道11的前端是送料导向槽10、送料压杆轮12位于送料轨道11与送料导向槽10间,送料摆臂13位于送料轨道11末端。
22.所述贴胶组件3包括尾胶放置盒311、胶带导向轮312、切胶块313、推胶板314、压胶块315、贴胶升降电机316、切胶气缸317、推胶气缸318、切胶导向槽319、胶带导向气缸320及
吸胶组件321,所述胶带导向轮312设置在尾胶放置盒311底部,所述推胶板314设置在切胶块313底部,所述切胶导向槽319与切胶块313在同一水平位置面对面设置,所述吸胶组件321设置在切胶块313、切胶导向槽319之间,所述压胶块315设置在吸胶组件321上面,所述贴胶升降电机316通过滑轨带动压胶块315上下移动,所述胶带导向气缸320与切胶导向槽319连接并带动切胶导向槽319移动,所述切胶气缸317设置在尾胶放置盒311底部与切胶块313连接并用于带动切胶块313动作、所述推胶气缸318设置在尾胶放置盒311底部与推胶板314连接并用于带动推胶板314动作。
23.所述收卷组件4由固定在机架上的升降轨道411、位于升降轨道顶部的升降伺服电机412、通过丝杆413连接在轨道上的收卷机构414、及设置在升降轨道411顶部及底部的上、下限位感应器415、416构成,所述收卷机构414由水平方向设置的夹盘轴417、收卷伺服电机418、吸盘真空组件419、真空吸嘴420、取盘气缸421、卸盘推板423及卸盘气缸422构成,所述收卷伺服电机418带动夹盘轴417旋转,所述卸盘推板423呈u形设置在夹盘轴417上,所述卸盘气缸422带动卸盘推板423沿水平方向移动,所述吸盘真空组件419及真空吸嘴420安装在夹盘轴417上,所述吸盘真空组件419用于为真空吸嘴420提供负压吸力,所述取盘气缸421用于带动夹盘轴417沿轴向伸缩。
24.所述供盘及收盘组件5由为双层结构,由通过料车支架520连接固定的供盘料车511及收盘料车512构成,所述供盘料车511位于上层收盘料车512位于下层,所述供盘料车511上设置供盘气缸513、供盘推板514及料盘限位板515,所述供盘气缸513用于带动供盘推板514前后移动,所述料盘限位板515设置在供盘料车511的空料盘出料口处,所述收盘料车512上设置料车固定气缸516、料车感应器517、料车满盘感应器518及料车固定位519,所述料车固定位519设置在收盘料车512底部,料车固定位519上设置用于料车固定的料车固定气缸516及感应料车的料车感应器517,所述料车满盘感应器518设置在料车尾部。
25.进一步地,还包括设置在供盘及收盘组件上部的通用型离线贴标机7,用于向收卷后的料盘贴标签。
26.进一步地,还包括设置在要机架1上的操作显示屏8及设置在机架顶部的三色报警器9。
27.进一步地,所述供盘料车511及收盘料车512采用可移动料仓车,供盘料车及收盘料车均可储存15个料盘。
28.收料机工作流程:将料盘放入供盘料车,收卷组件在供盘料车取一个料盘后上升至进料位,贴胶机构将胶带贴一半到料盘内圈上,送料组件将料带送入收卷组件上的料盘后,收卷机构旋转将胶带贴入料带上,然后收卷组件将料带收卷完成后切断载带,贴胶机构再次贴胶带到料带上,防止料带散落,旋转至贴标签位,贴标机构将标签贴到料盘上,完成后满料盘移送至收盘料车中。
29.收卷组件工作流程:设备启动后,升降伺服电机带动丝杠直线模组将收卷机构移动至供盘料车位置,供盘料车供盘气缸带动供盘推板将料盘中心孔推入至收卷组件的夹盘轴后,自动定圆心位置,吸盘真空组件开启负压,吸住料盘的侧面,移动至进料位,收卷电机旋转收卷料。等待贴胶,收卷,贴标签等动作完成后,将满料盘下降至满盘料车放置位,收卷组件伸出将料盘放置料车中,卸盘气缸带动卸盘推板将料盘推入料车中,完成收卷。
30.贴胶组件工作流程:机构采用备一定长度的尾胶放置在尾胶放置盒机构内,通过
胶带导向轮将尾胶贴在切胶块刀片下方胶带粘接位上,需要背胶时,电机带动吸胶组件下行至推胶位,将推胶板上胶带送入压胶位,电机上行带动尾胶拉动移动至切胶块处,切胶气缸带动刀片将胶带切断,吸胶组件将胶带吸附在此组件上,完成备胶动作根据实际贴胶的位置,贴胶升降电机自由带动胶带下行至不同高度,完成此贴胶的位置变化。
31.供盘及收盘组件工作流程:当收卷组件的收卷机构的移动至供盘料车位置,供盘气缸带动供盘推板将料盘推送至收卷组件的夹盘轴中,收卷机构接收到空料盘后,供盘气缸返回原点。供盘及收盘料车采用可移动料仓车,人工将供盘料车推入固定位置,料车感应器感应到小车后,料车固定气缸将料车固定,当收卷组件完成收料后收卷机构下行,将料盘推入至收盘料车中,逐一累计,当收盘料车储存15个满料盘后,满盘感应器感应到料盘后,设备提醒人工取料。
32.以上是本实用新型的优选实施方式而已,当然不能以此来限定本实用新型之权利范围,应当指出,对于本技术领域的技术人员来说,不付出创造性劳动对本实用新型技术方案的修改或者等同替换,都不脱离本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1