一种新型带钩梅花片上料装置的制作方法
1.本实用新型属于无痕挂钩生产设备技术领域,具体地说涉及一种新型带钩梅花片上料装置。
背景技术:
2.无痕挂钩由于其方便、快捷、实用、美观等特点近几年深受广大消费者的喜爱,而对于生产无痕挂钩的企业来说,由于生产技术日渐成熟,生产厂家逐渐增多,市场竞争变得日益激烈,如何能够快速生产,提高生产效率,降低生产成本成为企业生存下去的唯一途径。专利cn202010545674.5公开了一种新型全自动挂钩生产装置,包括机架、设置于机架上的传输链条、及设置于传输链条上由传输链条带动的料盘,沿传输链条传输方向依次设置挂钩固定片上料位、钩子上料位、涂胶位、胶片上料位、uv固化位和出料位,对应挂钩固定片上料位、钩子上料位、涂胶位、胶片上料位、uv固化位和出料位分别设置有挂钩固定片供料装置、钩子上料装置、涂胶装置、胶片上料装置、uv固化装置以及出料装置。该装置通过一系列优化设置,保证各个步骤的装置上始终有连续物料的供应,防止上料断链现象的发生,保证机器整体供货的连续性,提高生产效率;并且不会因为供应过多导致物料之间的积压,影响上料,还可以减少上料装置的工作时间,节省能源。该装置由于是按照无痕挂钩的安装顺序在同一料盘上步进式操作每一安装步骤,因此需要对每一步的安装设置相同的安装时间,这就使得本身占用时间较短的步骤需要迁就占用时间较长的步骤,进而使得生产单个无痕挂钩的耗费时间较长,其中钩子和梅花片的组装是最复杂的结构,且组装设备占用工位较多,如果将钩子和梅花片单独进行预组装,然后再进行下一步工序则会降低设备整体的复杂度,有利于日常设备维护,而预组装后的带钩梅花片需要再次送往进行其他工序的料盘中,因此需要针对带钩梅花片设计专门的上料装置,用于将组装后的带钩梅花片输送至料盘中。
3.因此,现有技术还有待于进一步发展和改进。
技术实现要素:
4.针对现有技术的种种不足,为了解决上述问题,现提出一种新型带钩梅花片上料装置。本实用新型提供如下技术方案:
5.一种新型带钩梅花片上料装置,包括用于接收带钩梅花片的旋转盘、用于驱动旋转盘转动的带钩梅花片旋转电机以及用于将带钩梅花片输送至料盘的带钩梅花片上料组件,所述旋转盘上设置有多个用于接收梅花片的梅花片槽,所述梅花片槽中央设置有用于容置钩子的钩槽,所述梅花片槽上设置有用于进出梅花片的梅花片让位口,钩槽上设置有用于进出钩子的钩子让位口。
6.进一步的,还包括转盘支架,所述转盘支架上设置有旋转轴承,旋转盘通过旋转轴承旋转固定于转盘支架上方,带钩梅花片旋转电机的输出轴固定连接旋转轴承。
7.进一步的,所述转盘支架上还设置有用于监测钩子是否安装于梅花片上的第一检
测传感器以及用于将未安装钩子的梅花片吹走的气动吹头,所述第一检测传感器和气动吹头设置于同一梅花片槽下方。
8.进一步的,所述带钩梅花片上料组件包括用于转移带钩梅花片的带钩梅花片上料柱、用于驱动带钩梅花片上料柱往复运动的带钩梅花片上料气缸以及用于连接带钩梅花片上料柱和带钩梅花片上料气缸的带钩上料连接板,所述带钩上料连接板为l形连接板,所述带钩梅花片上料柱垂直固定于带钩上料连接板的一侧,带钩上料连接板的另一侧固定连接带钩梅花片上料气缸的输出端。
9.进一步的,所述梅花片槽和钩槽均沿旋转盘半径方向设置。
10.进一步的,所述旋转盘上还设置有用于使带钩梅花片上料柱滑动推料的让位槽,所述让位槽由旋转盘轴心沿钩槽方向向外延伸。
11.进一步的,所述让位槽深度大于梅花片厚度,所述让位槽宽度大于带钩梅花片上料柱宽度。
12.进一步的,所述梅花片槽槽底高度高于让位槽槽底高度,且梅花片槽槽底高度与料盘的支撑板高度一致。
13.进一步的,所述旋转盘的轴心设置为带钩梅花片上料柱停留位点,所述带钩上料连接板上靠近带钩梅花片上料柱一测设置有用于检测梅花片到位情况的第二检测传感器,在梅花片槽内对应第二检测传感器位置设置有梅花片槽探测孔。
14.进一步的,所述旋转盘设置有四个梅花片槽,四个梅花片槽等间距分布在旋转盘上。
15.有益效果:
16.1、通过设置旋转盘转动接收带钩梅花片,将带钩梅花片与未穿钩的梅花片区分开,再通过带钩梅花片上料组件将带钩梅花片推至料盘内执行下一步工序,简单有效的实现带钩梅花片的逐一有序上料过程,上料时间及上料质量可控,有利于提高成品的质量合格率;
17.2、通过在同一梅花片槽下方同时设置第一检测传感器和气动吹头,实时监测梅花片与钩子是否匹配完全,避免原材料的浪费,提高成品质量合格率;
18.3、通过在旋转盘上预留沿旋转盘半径方向设置的让位槽,实现旋转盘与料盘的准确定位过程,简单有效。
附图说明
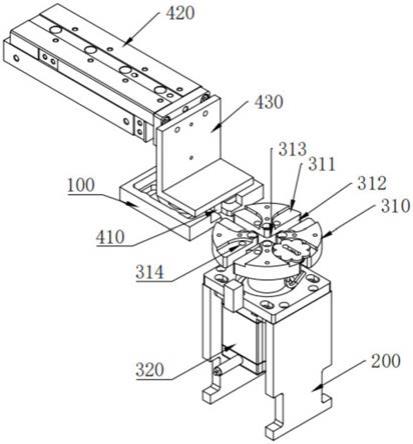
19.图1是本实用新型具体实施例中一种新型带钩梅花片上料装置立体结构示意图;
20.图2是本实用新型具体实施例中一种新型带钩梅花片上料装置主视结构示意图;
21.图3是本实用新型具体实施例中一种新型带钩梅花片上料装置俯视结构示意图;
22.图4是本实用新型具体实施例中料盘结构示意图;
23.附图中:100、料盘;110、支撑框体;111、第一安装孔;112、开口;120、支撑板;121、沟槽;122、透孔;123、探测孔;124、斜面;140、支撑条;150、间隔部;160、支撑部;200、转盘支架;310、旋转盘;311、梅花片槽;312、钩槽;313、让位槽;314、梅花片槽探测孔;320、带钩梅花片旋转电机;410、带钩梅花片上料柱;420、带钩梅花片上料气缸;430、带钩上料连接板。
具体实施方式
24.为了使本领域的人员更好地理解本实用新型的技术方案,下面结合本实用新型的附图,对本实用新型的技术方案进行清楚、完整的描述,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的其它类同实施例,都应当属于本技术保护的范围。此外,以下实施例中提到的方向用词,例如“上”“下”“左”“右”等仅是参考附图的方向,因此,使用的方向用词是用来说明而非限制本实用新型创造。
25.如图1
‑
3所示,一种新型带钩梅花片上料装置,包括用于接收带钩梅花片的旋转盘310、用于驱动旋转盘310转动的带钩梅花片旋转电机320以及用于将带钩梅花片输送至料盘100的带钩梅花片上料组件,所述旋转盘310上设置有多个用于接收梅花片的梅花片槽311,所述梅花片槽311中央设置有用于容置钩子的钩槽312,所述梅花片槽311上设置有用于进出梅花片的梅花片让位口,钩槽312上设置有用于进出钩子的钩子让位口。通过设置旋转盘310转动接收带钩梅花片,将带钩梅花片与未穿钩的梅花片区分开,再通过带钩梅花片上料组件将带钩梅花片推至料盘100内执行下一步工序,简单有效的实现带钩梅花片的逐一有序上料过程,上料时间及上料质量可控,有利于提高成品的质量合格率。
26.进一步的,还包括转盘支架200,所述转盘支架200上设置有旋转轴承,旋转盘310通过旋转轴承旋转固定于转盘支架200上方,带钩梅花片旋转电机320的输出轴固定连接旋转轴承。通过设置转盘支架200,用于支撑旋转盘310及带钩梅花片旋转电机320,使旋转盘310与带钩梅花片的上下料位置保持在同一水平面上。
27.进一步的,所述转盘支架200上还设置有用于监测钩子是否安装于梅花片上的第一检测传感器以及用于将未安装钩子的梅花片吹走的气动吹头,所述第一检测传感器和气动吹头设置于同一梅花片槽311下方。第一检测传感器和气动吹头设置于远离带钩梅花片上料位和下料位的同一梅花片槽311下方。通过在同一梅花片槽311下方同时设置第一检测传感器和气动吹头,实时监测梅花片与钩子是否匹配完全,当第一检测传感器检测不到钩子存在时,表明上一步的穿钩动作失败,此时梅花片仍处于梅花片槽311内,若继续执行下一步的推料操作,很容易导致梅花片继续参与后续的涂胶、胶片上料、固化等一系列操作,最终导致不合格产品输出,增加质检负担,且浪费生产原材料,而通过气动吹头将没有钩子的梅花片吹走,就能很好的避免这种浪费,提高成品合格率。优选的,第一检测传感器和气动吹头设置在转盘支架200的外侧,且气动吹头吹气方向设置为沿旋转盘310轴向外辐射方向,方便在转盘支架200外侧设置收纳箱接收被吹离梅花片槽311的梅花片,有利于原材料的二次投放使用。
28.进一步的,所述带钩梅花片上料组件包括用于转移带钩梅花片的带钩梅花片上料柱410、用于驱动带钩梅花片上料柱410往复运动的带钩梅花片上料气缸420以及用于连接带钩梅花片上料柱410和带钩梅花片上料气缸420的带钩上料连接板430,所述带钩上料连接板430为l形连接板,所述带钩梅花片上料柱410垂直固定于带钩上料连接板430的一侧,带钩上料连接板430的另一侧固定连接带钩梅花片上料气缸420的输出端。
29.进一步的,所述梅花片槽311和钩槽312均沿旋转盘310半径方向设置。确保随着旋转盘310的转动,梅花片槽311和钩槽312的朝向相对带钩梅花片上料柱410运动方向始终保持不变。
30.进一步的,所述旋转盘310上还设置有用于使带钩梅花片上料柱410滑动推料的让
位槽313,所述让位槽313由旋转盘310轴心沿钩槽312方向向外延伸。让位槽313沿旋转盘310半径方向设置,且多条让位槽313在旋转盘310轴心处汇合,相邻两条让位槽313交汇处设置倒圆角,增加带钩梅花片上料柱410的让位空间。
31.进一步的,所述让位槽313深度大于梅花片厚度,所述让位槽313宽度大于带钩梅花片上料柱410宽度。确保带钩梅花片上料柱410在让位槽313内顺畅滑动并能推动梅花片滑出梅花片槽311。
32.进一步的,所述梅花片槽311槽底高度高于让位槽313槽底高度,且梅花片槽311槽底高度与料盘100的支撑板120高度一致。设置梅花片槽311槽底高度高于让位槽313槽底高度,确保带钩梅花片上料柱410能够完全接触梅花片的侧边,且钩槽312设置宽度大于带钩梅花片上料柱410宽度,确保顺畅推动梅花片向料盘100运动。
33.进一步的,所述旋转盘310的轴心设置为带钩梅花片上料柱410停留位点,所述带钩上料连接板430上靠近带钩梅花片上料柱410一测设置有用于检测梅花片到位情况的第二检测传感器,在梅花片槽311内对应第二检测传感器位置设置有梅花片槽311探测孔123。梅花片槽311内设置有供第二检测传感器探测的梅花片槽探测孔314,当梅花片槽311内没有梅花片存在时,带钩梅花片上料柱410始终停靠在旋转盘310轴心处,直到第二检测传感器检测到与料盘100对齐的梅花片槽311内有梅花片的存在时,带钩梅花片上料气缸420驱动带钩梅花片上料柱410在让位槽313内滑动,将带钩梅花片推向料槽内,此时旋转盘310保持不动,待带钩梅花片上料气缸420回复到停留位点后,旋转盘310转动,将相邻位置的下一个梅花片槽311与料盘100对齐,执行下一循环的上料过程。
34.进一步的,所述旋转盘310设置有四个梅花片槽311,四个梅花片槽311等间距分布在旋转盘310上。四个梅花片槽311等间距分布,相邻两个钩槽312夹角为90度,因而带钩梅花片旋转电机320每次旋转角度设置为90度且转动方向不变,从而实现梅花片的逐个供料。
35.如图4所示,对应该带钩梅花片上料装置设计专用料盘100,料盘100包括支撑框体110和支撑板120,支撑框体110底部与支撑板120固定连接,支撑框体110的中心开设有第一安装孔111,第一安装孔111用于容纳胶片;第一安装孔111一侧的孔壁上开设有用于进出挂钩固定片的开口112;支撑板120上开设有沟槽121,沟槽121槽宽与固定片凸起宽度一致;沟槽121向着靠近开口112的一侧贯穿支撑板120,两个固定片凸起在沟槽121槽壁的引导下滑动,钩子从沟槽121底部伸出沟槽121;当一个固定片凸起抵在沟槽121背离开口112一端的槽壁上时,挂钩固定片位于第一安装孔111底部的中心,此时将挂钩胶片放入第一安装孔111中,挂钩固定片正好处于挂钩胶片的底面中心,本实用新型使得涂胶过程中挂钩胶片及挂钩固定片相对位置准确,提高的产品的定位精度进而提高了产品的合格率。具体的,支撑板120上还开设有透孔122,透孔122环绕沟槽121背离开口112一端槽壁的外侧设置并竖直贯穿支撑板120,以便于用于固化uv胶水的紫外线光通过透孔122,对胶片和挂钩固定片之间的uv胶水进行固化,实现胶片和挂钩固定片之间的粘结固定。具体的,透孔122外边缘大于挂钩固定片外边缘。本实施例还包括支撑条140,支撑条140设置多个,多个支撑条140均匀分布在透孔122中;支撑条140的两端分别与透孔122的内侧壁和沟槽121的外侧壁固定连接。多个支撑条140用于辅助支撑沟槽121位于透孔122内的槽壁。本实施例中支撑条140设置五个。具体的,五个支撑条140顶面低于支撑板120顶面,由于支撑条140与挂钩固定片之间存在缝隙,紫外线光不会被支撑条140所遮挡,使得紫外线光能与uv胶水充分接触,提高
了紫外线光固化uv胶水的效果。还包括两组支撑部160,本实施例中每组支撑部160设置两个,位于沟槽121长度方向两侧的四个支撑条140与四个支撑部160一一对应,四个支撑部160分别固定在与其对应的支撑条140靠近沟槽121一端的顶部。四个支撑部160顶面与支撑板120顶面共面。四个支撑部160用于辅助沟槽121槽壁支撑挂钩固定片,减少挂钩固定片在第一安装孔111中晃动的可能。具体的,无痕挂钩自动生产设备上设置有用于检测料盘100上挂钩固定片到位情况的激光传感器,支撑板120上开设有用于被激光传感器检测的探测孔123,当无痕挂钩自动生产设备上的激光传感器通过探测孔123检测到挂钩固定片时,无痕挂钩自动生产设备进行下一步的加工工序,当无痕挂钩自动生产设备上的激光传感器通过探测孔123未检测到挂钩固定片时,无痕挂钩自动生产设备停止进行下一步的加工工序,避免了无痕挂钩自动生产设备误操作的发生。还包括间隔部150,间隔部150固定在第一安装孔111的孔壁上。本实施例中,间隔部150设置六个。六个间隔部150分为三组,每组设置两个,三组间隔部150分别固定在第一安装孔111除开口112对侧孔壁外的三个孔壁上。当胶片放入第一安装孔111中时,胶片的侧边与六个间隔部150和第一安装孔111位于开口112对侧的孔壁相互贴合。间隔部150保证了支撑框体110、支撑板120和胶片之间始终有空气流动,减少了三者之间构成负压空间的可能性,便于将组装完成的挂钩从本实施例中取出。具体的,沟槽121靠近开口112一端的两槽壁上分别设置有两个斜面124,两斜面124背离透孔122的一侧向相互背离的方向倾斜,以便于引导固定片凸起进入沟槽121。具体的,本实施例由不锈钢板材一体加工制成。综上,本实施例通过沟槽121和第一安装孔111确定了挂钩固定片和胶片的相对位置,使得涂胶过程中胶片及挂钩固定片相对位置准确,提高的产品的定位精度进而提高了产品的合格率。而且本实施例将透孔122环绕沟槽121背离开口112的一端设置,使得用于固化uv胶水的紫外线光能够通过透孔122,对胶片和挂钩固定片之间的uv胶水进行固化。最后,本实施例在第一安装孔111的孔壁上设置多个间隔部150,使得支撑框体110、支撑板120和挂钩固定片之间始终有空气流动,以便于将组装完成的挂钩从本实施例中取出。
36.以上已将本实用新型做一详细说明,以上所述,仅为本实用新型之较佳实施例而已,当不能限定本实用新型实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本实用新型涵盖范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1