一种天然橡胶干燥生产线吊装框卸胶一体机
1.本实用新型涉及一种橡胶干燥生产线设备,具体涉及一种天然橡胶干燥生产线吊装框卸胶一体机。
背景技术:
2.天然橡胶是一种以聚异戊二稀为主要成分的天然高分子化合物。从橡胶树上割采得到的乳胶,经除杂稀释后加酸凝固、然后熟化、压绉、造粒、干燥、打包,即得到市售的天然橡胶。根据制造方法的不同,通用类的天然橡胶可分为颗粒胶、烟片胶、绉片胶、风干片胶和技术分级标准胶等。
3.我国在1904年开始引进来自巴西的三叶橡胶树,其经济价值最大,得到了广泛推广。橡胶树种植区主要集中在海南、云南两省,广东、广西和福建等地也有分布,目前总种植1400万亩左右。至2009年,中国天然橡胶的年产量已经达到60万吨,位居世界第六,同时,天然橡胶消耗量位居世界第一。
4.由于天然橡胶具有较为良好的绝缘性、回弹性、可塑性等一系性质,经适当加工后,又具有耐热、耐酸、耐碱、耐磨等宝贵特性,以致其具有极为广泛的用途。
5.天然橡胶干燥包装是天然橡胶加工的重要环节,多年以来,国内学者在农产品干燥方面的研究很多,其中在天然橡胶干燥方面研究内容比较丰富。但这些研究基本上都是对天然橡胶干燥工艺进行研究,而针对天然橡胶干燥包装自动化生产线的研究尚未发现。而天然橡胶干燥生产线吊装框卸胶工序目前完全依靠人工操作,不仅生产效率低,而且劳动强度极大。因此研究设计一种天然橡胶干燥生产线吊装框卸胶一体机,不仅可使天然橡胶干燥生产线吊装框卸胶工序实现了自动化,而且还可提高生产效率,降低工人劳动强度,改善工人劳动环境,为天然橡胶企业提高经济效益开辟了新的途径。因此该项目的研究具有极为重要的社会意义和经济意义。
技术实现要素:
6.本实用新型是一种高效、安全、自动的天然橡胶自动干燥生产设备。该设备的发明,可以使天然橡胶干燥生产线的吊装框卸胶工序由人工操作变为机器自动操作,不仅可使天然橡胶干燥生产线吊装框卸胶工序实现自动化,而且还可提高生产效率,降低工人劳动强度,改善工人劳动环境,为天然橡胶企业提高经济效益开辟了新的途径。
7.本实用新型解决其技术问题所采用的技术方案是:设有重胶车导轨,渡车导轨及空胶车导轨。
8.所述重胶车导轨上设有吊框工位,吊框工位处设有吊框机器人,重胶车导轨中间设有上车小推车。
9.所述渡车导轨与重胶车导轨连接处设有胶车上渡车工位,渡车导轨与空胶车导轨连接处设有胶车下渡车工位,胶车上渡车工位与胶车下渡车工位之间设有卸胶工位,卸胶工位处设有卸胶机器人,卸胶机器人内设有运胶小车,卸胶机器人左侧还设有落胶辊,落胶
辊与胶块称重台相接。
10.所述空胶车导轨上设有装框工位,装框工位处设有装框机器人,空胶车导轨中间设有下车小推车。
11.吊框工位与装框工位之间设有吊框机器人导轨。
12.作业时,从干燥房推出的胶车由上车小推车拉到吊框工位处,由吊框工位处的吊框机器人进行吊框作业,将胶车框吊起,然后吊框机器人沿着吊框机器人导轨将胶车框运送到装框工位,将胶车框交付给位于装框工位的装框机器人,装框机器人接到胶车框后等待空胶车到达装框工位后进行装框作业。
13.胶车在吊框工位处由吊框机器人将胶车框吊离后,由上车小推车推到位于胶车上渡车工位处的渡车上,然后渡车驱动运行,渡车载着胶车将胶车运送到卸胶工位处,这时位于卸胶工位处的卸胶机器人进行卸胶作业,将胶车上的胶块卸下放置到运胶小车上,然后运胶小车将胶块运出卸胶机器人,再通过落胶辊使胶块落到胶块称重台上进行称重。
14.当胶车上的胶块都被卸胶机器人卸完后,渡车载着胶车向前运行到胶车下渡车工位,下车小推车将胶车拉下渡车,渡车返回到胶车上渡车工位,等待下一个胶车的到来,下车小推车将胶车拉下渡车后把胶车运送到装框工位,在装框工位的传感器检测到了胶车到位,装框机器人作业,将胶车框装到胶车上,然后下车小推车将胶车运送出装框工位,再返回到原位等待下一次渡车的到来。至此一个胶车的吊装框卸胶工作完成。
15.本实用新型的有益效果是,使天然橡胶干燥生产线的吊装框卸胶工序由人工作业变为自动化作业,可有效提高生产效率,降低工人劳动强度,改善工人劳动环境,为天然橡胶企业提高经济效益开辟了新的途径,使天然橡胶干燥生产线的生产做到高效、安全、自动。
附图说明
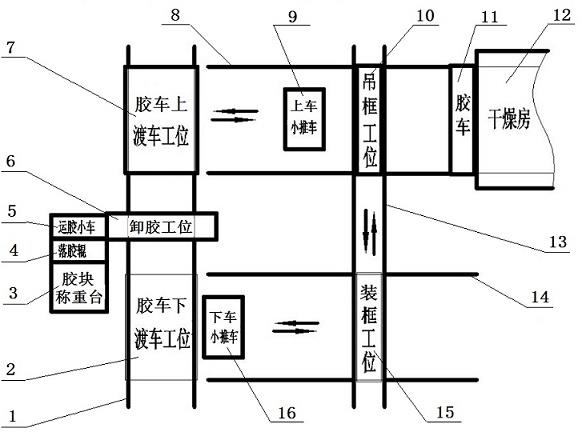
16.图1是本实用新型实施例工作原理示意图。
17.图中 1. 渡车导轨
ꢀꢀ
2. 胶车下渡车工位
ꢀꢀ
3. 胶块称重台
ꢀꢀ
4. 落胶辊
ꢀꢀ
5. 运胶小车
ꢀꢀ
6. 卸胶工位
ꢀꢀ
7. 胶车上渡车工位
ꢀꢀ
8. 重胶车导轨
ꢀꢀ
9. 上车小推车
ꢀꢀ
10. 吊框工位
ꢀꢀ
11. 胶车
ꢀꢀ
12. 干燥房
ꢀꢀ
13. 吊框机器人导轨
ꢀꢀ
14. 空胶车导轨
ꢀꢀ
15. 装框工位
ꢀꢀ
16. 下车小推车。
具体实施方式
18.设有重胶车导轨8,渡车导轨1及空胶车导轨14。
19.所述重胶车导轨8上设有吊框工位10,吊框工位10处设有吊框机器人,重胶车导轨8中间设有上车小推车9。
20.所述渡车导轨1与重胶车导轨8连接处设有胶车上渡车工位7,渡车导轨1与空胶车导轨14连接处设有胶车下渡车工位2,胶车上渡车工位7与胶车下渡车工位2之间设有卸胶工位6,卸胶工位6处设有卸胶机器人,卸胶机器人内设有运胶小车5,卸胶机器人左侧还设有落胶辊4,落胶辊4与胶块称重台3相接。
21.所述空胶车导轨14上设有装框工位15,装框工位15处设有装框机器人,空胶车导轨14中间设有下车小推车16。
22.吊框工位10与装框工位15之间设有吊框机器人导轨13。
23.作业时,从干燥房12推出的胶车11由上车小推车9拉到吊框工位10处,由吊框工位10处的吊框机器人进行吊框作业,将胶车框吊起,然后吊框机器人沿着吊框机器人导轨13将胶车框运送到装框工位15,将胶车框交付给位于装框工位15的装框机器人,装框机器人接到胶车框后等待空胶车到达装框工位15后进行装框作业。
24.胶车11在吊框工位10处由吊框机器人将胶车框吊离后,由上车小推车9推到位于胶车上渡车工位7处的渡车上,然后渡车驱动运行,渡车载着胶车11将胶车11运送到卸胶工位6处,这时位于卸胶工位6处的卸胶机器人进行卸胶作业,将胶车11上的胶块卸下放置到运胶小车5上,然后运胶小车5将胶块运出卸胶机器人,再通过落胶辊4使胶块落到胶块称重台3上进行称重。
25.当胶车11上的胶块都被卸胶机器人卸完后,渡车载着胶车11向前运行到胶车下渡车工位2,下车小推车16将胶车11拉下渡车,渡车返回到胶车上渡车工位7,等待下一个胶车的到来,下车小推车16将胶车11拉下渡车后把胶车11运送到装框工位15,在装框工位15的传感器检测到了胶车11到位,装框机器人作业,将胶车框装到胶车11上,然后下车小推车16将胶车11运送出装框工位15,再返回到原位等待下一次渡车的到来。至此一个胶车的吊装框卸胶工作完成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1