纠偏平台装置的制作方法
1.本实用新型涉及电池加工装置技术领域,具体涉及一种纠偏平台装置。
背景技术:
2.在锂电池生产加工过程中,现有的极片送料机构一般为机械手送料,需要机械手伸入冲切模具内才能完成正、负极带输送。在锂电池生产加工设备中对极片跑偏进行纠正普遍采用的是uvw平台式的纠偏平台,其仍然需要机械手进行搬运上下料。
3.因此,迫切需要研发出一种送料机构无需伸入冲切模具内即可送料,且能对送料极片进行跑偏纠正的纠偏装置。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种无需伸入冲切模具内即可送料,且能对送料极片进行跑偏纠正的纠偏平台装置。
5.本实用新型的技术方案如下:
6.一种纠偏平台装置,包括底座、x方向滑动机构、第一y方向直线模组组件、第二y方向直线模组组件、正极极片纠偏输送机构、负极极片纠偏输送机构以及纠偏检测机构,所述底座上沿x方向设置有所述x方向滑动机构,所述第一y方向直线模组组件沿y方向活动设置在所述x方向滑动机构上,所述第二y方向直线模组组件沿y方向活动设置在所述底座上,并与所述第一y方向直线模组组件相对设置,所述正极极片纠偏输送机构、负极极片纠偏输送机构沿x方向相对设置在所述第一y方向直线模组组件和第二y方向直线模组组件上,所述正极极片纠偏输送机构、负极极片纠偏输送机构采用输送带进行极片输送,所述纠偏检测机构设置在所述正极极片纠偏输送机构与负极极片纠偏输送机构之间。
7.进一步的,所述纠偏检测机构包括支架及沿y方向相对设置在支架上的第一边沿检测传感器、第二边沿检测传感器、第三边沿检测传感器、第四边沿检测传感器和第五边沿检测传感器、第六边沿检测传感器、第七边沿检测传感器、第八边沿检测传感器,所述第一边沿检测传感器、第五边沿检测传感器朝向所述正极极片纠偏输送机构,所述第二边沿检测传感器、第六边沿检测传感器沿着所述正极极片纠偏输送机构前后设置,所述第三边沿检测传感器、第七边沿检测传感器朝向所述负极极片纠偏输送机构,所述第四边沿检测传感器、第八边沿检测传感器沿着所述负极极片纠偏输送机构前后设置。
8.进一步的,所述第一y方向直线模组组件通过第一铰链机构与所述正极极片纠偏输送机构、负极极片纠偏输送机构连接,所述第二y方向直线模组组件通过第二铰链机构与所述正极极片纠偏输送机构、负极极片纠偏输送机构连接。
9.进一步的,所述正极极片纠偏输送机构、负极极片纠偏输送机构的输送带上均设有若干个吸附孔,所述正极极片纠偏输送机构、负极极片纠偏输送机构的下方分别设置有第一真空组件和第二真空组件。
10.进一步的,所述正极极片纠偏输送机构的底部设置有第一除尘组件,所述负极极
片纠偏输送机构的底部设置有第二除尘组件。
11.进一步的,所述正极极片纠偏输送机构、负极极片纠偏输送机构的输出端下方分别放置有第一废料盒和第二废料盒。
12.相对于现有技术,本实用新型的有益效果在于:
13.(1)相比现有技术中通过机械手送料的方式,本实用新型通过设计正极极片纠偏输送机构和负极极片纠偏输送机构,整个极片送料机构无需伸入冲切模具内即可完成送料,采用输送带可以直接与极片输送组件对接,减少搬运时间,提高效率;
14.(2)通过x方向滑动机构、第一y方向直线模组组件、第二y方向直线模组组件对送料极片进行跑偏纠正,确保在极片行进过程中始终从预先设定的位置经过,防止极片出现蛇形现象或进入下一工序时出现边缘不齐的情况。
附图说明
15.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
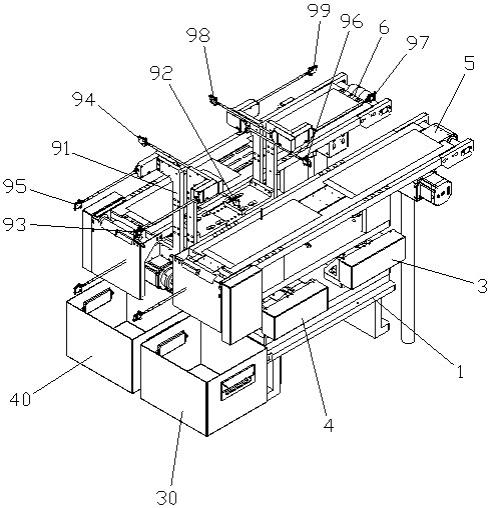
16.图1为本实用新型提供的一种纠偏平台装置的立体结构图;
17.图2为本实用新型提供的一种纠偏平台装置的正面视图;
18.图3为本实用新型提供的一种纠偏平台装置的侧面视图。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
20.为了说明本实用新型所述的技术方案,下面通过具体实施例来进行说明。
实施例
21.请参阅图1~3,本实用新型实施例提供一种纠偏平台装置,包括底座1、x方向滑动机构2、第一y方向直线模组组件3、第二y方向直线模组组件4、正极极片纠偏输送机构5、负极极片纠偏输送机构6以及纠偏检测机构,底座1上沿x方向设置有x方向滑动机构2,第一y方向直线模组组件3沿y方向活动设置在x方向滑动机构2上,第二y方向直线模组组件4沿y方向活动设置在底座1上,并与第一y方向直线模组组件3相对设置,正极极片纠偏输送机构5、负极极片纠偏输送机构6沿x方向相对设置在第一y方向直线模组组件3和第二y方向直线模组组件4上,第一y方向直线模组组件3通过第一铰链机构7与正极极片纠偏输送机构5、负极极片纠偏输送机构6连接,第二y方向直线模组组件4通过第二铰链机构8与正极极片纠偏输送机构5、负极极片纠偏输送机构6连接,正极极片纠偏输送机构5、负极极片纠偏输送机构6采用输送带进行极片输送,正极极片纠偏输送机构5、负极极片纠偏输送机构6的输送带上均设有若干个吸附孔,正极极片纠偏输送机构5、负极极片纠偏输送机构6的下方分别设置有第一真空组件7和第二真空组件8,纠偏检测机构设置在正极极片纠偏输送机构5与负
极极片纠偏输送机构6之间。
22.所述纠偏检测机构包括支架91及沿y方向相对设置在支架91上的第一边沿检测传感器92、第二边沿检测传感器93、第三边沿检测传感器94、第四边沿检测传感器95和第五边沿检测传感器96、第六边沿检测传感器97、第七边沿检测传感器98、第八边沿检测传感器99,第一边沿检测传感器92、第五边沿检测传感器96朝向正极极片纠偏输送机构5,第二边沿检测传感器93、第六边沿检测传感器97沿着正极极片纠偏输送机构5前后设置,第三边沿检测传感器94、第七边沿检测传感器98朝向负极极片纠偏输送机构6,第四边沿检测传感器95、第八边沿检测传感器99沿着负极极片纠偏输送机构6前后设置。
23.工作时,输送带直接与极片输送组件对接,极片经输送组件送至正极极片纠偏输送机构5、负极极片纠偏输送机构6上,并进入纠偏区域,经过第一边沿检测传感器92、第五边沿检测传感器96、第二边沿检测传感器93、第六边沿检测传感器97可以检测出前后正极极片x、y方向的偏差值,还有旋转的角度值,经过第三边沿检测传感器94、第七边沿检测传感器98、第四边沿检测传感器95、第八边沿检测传感器99可以检测出前后负极极片x、y方向的偏差值,还有旋转的角度值。假设正极极片或负极极片没有角度旋转,只存在x、y方向偏移,则第一y方向直线模组组件3与第二y方向直线模组组件4同时移动,即可纠正y方向偏移,而x方向偏移将反馈叠片搬运机械手,由搬运机械手行补偿(可节省纠偏时间),本装置不进行x方向纠偏。如果极片存在角度偏差,则第一y方向直线模组组件3和第二y方向直线模组组件4行走距离不同,正极极片纠偏输送机构5旋转相应的角度,并进行y方向纠偏,由于此过程中第一y方向直线模组组件3和第二y方向直线模组组件4间x方向相对距离变化,因此需要正极极片纠偏输送机构5来改变两者间的相对距离,同理,x方向偏移将反馈给叠片搬运机械手,由搬运机械手进行补偿。
24.较佳的,在正极极片纠偏输送机构5的底部设置有第一除尘组件10,在负极极片纠偏输送机构6的底部设置有第二除尘组件20,具有自动除尘功能,可以自动清洁皮带。
25.较佳的,在正极极片纠偏输送机构5、负极极片纠偏输送机构6的输出端下方分别放置有第一废料盒30和第二废料盒40,用于收集多余的料。
26.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1