一种纸板品检机的检测机构的制作方法
1.本实用新型涉及的是一种纸板品检机,特别涉及的是一种纸板品检机的检测机构。
背景技术:
2.纸板印刷后经品检检测印刷是否错误、偏移等问题,若符合要求才能用于糊盒加工,若印刷不合格则剔除。在检测时,要确保纸板位置在检测范围内,而且不能发生偏移,否则会影响质检结果,现有的检测机构在纸板输送上就存在这一问题,影响质检准确度度。
技术实现要素:
3.鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种提高质检准确度的纸板品检机的检测机构。
4.为解决上述技术问题,本实用新型采用如下的技术方案:该种纸板品检机的检测机构,其特征在于:包括有
5.机架,其包括有左牌坊和右牌坊;
6.输送装置,其包括有
7.输送带,其设置在传动辊上,所述传动辊转动安装在机架上,所述输送带设有吸气孔,
8.和吸气部件,其设置在输送带送料段的下方,所述吸气部件包括有安装板、导流板及若干小型风机,所述安装板分为安装区和吸风区,所述小型风机密布在安装板吸风区的下表面,且排列整齐,所述安装板的吸风区设有若干长条形第一通孔,所述第一通孔在安装板上纵向、横向均匀排列,所述导流板上设有若干长条形第二通孔,所述第二通孔在导流板上纵向、横向均匀排列,所述导流板设置在安装板的上方,所述第一通孔与第二通孔纵向位置上下对应设置,所述第一通孔和第二通孔横向位置交叉设置;
9.和检测装置,其包括有图像传感器,所述图像传感器设置在输送带的上方,所述图像传感器电气控制器连接。
10.本实用新型的吸气部件在输送带送料段形成负压,将输送带上的纸板吸附,使其在输送过程中不发生移位,图像传感器精确采集纸板上的印刷图案,从而提高检测的准确度;本实用新型的导流板和安装板上的第二通孔和第一通孔横向交叉设置,形成更大的负压面积,增加吸附面积,提高吸附效果,并且本实用新型采用小型风机,相对于大型风机维护成本低,而且噪音小,使用效果更佳。
11.作为优选,所述左牌坊或右牌坊上开设有吸附部件穿插的缺口;
12.所述机架上设有导杆,所述导杆横向安装在机架上,所述安装板安装区的下表面安装有与导杆滑动配合的导套,所述导套套设在导杆外,所述安装板安装区的下方设有与其滚动配合的滚轮,所述滚轮转动安装在机架上。在维护时,可以将安装板从机架上抽出,安装板及小型风机移至机架外,这样便于工作人员维护,提高效率;而且在推拉安装板时,
安装板在滚轮上移动,方便且省力,而导杆和导套配合则起到了导向作用。
13.作为优选,所述滚轮和导套设置有两组,分别设置在安装板的前后两端。
14.作为优选,所述输送装置还包括有与输送带压合的压轮,所述压轮设置在输送带的始端和尾端;所述压轮与输送带压合,增加摩擦力,使纸板顺利进入输送带上,并转由输送带吸附输送。
15.作为优选,所述压轮安装在安装座上,所述机架上设有横梁,所述安装座上设有与横梁匹配的安装槽,所述安装座能够滑动设置在横梁上;用户可以根据需求调节压轮的横向位置
16.作为优选,所述输送装置的后方设有纠偏装置,所述纠偏装置包括有
17.安装轴,其两端安装在机架的牌坊上;
18.侧挡板,其安装在安装轴上;
19.及纵向输送的纠偏皮带,其设置在调节板上,所述调节板能够左右摆动安装在安装轴上。
20.所述纠偏装置的纠偏皮带使纸板靠向侧挡板,如此使得进入输送带的纸板的位置统一,这样更利于品检,进一步提高品检的准确度。
附图说明
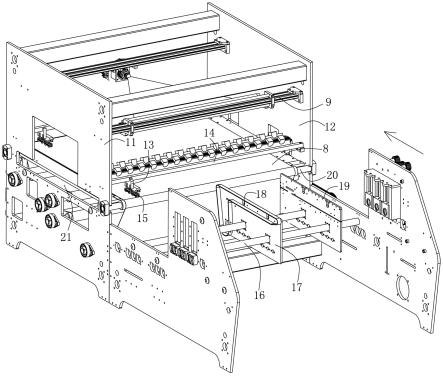
21.图1为本实用新型的结构示意图。
22.图2为本实用新型维护时的示意图。
23.图3为本实用新型拆除左牌坊后的示意图。
24.图4为本实用新型吸气部件的局部示意图。
25.图5为本实用新型拆除部分导流板的吸气部件的局部俯视图。
26.图6为本实用新型拆除部分导流板的吸气部件的局部仰视图。
具体实施方式
27.下面结合附图描述本实用新型的实施方式及实施例的有关细节及工作原理。该种纸板品检机的检测机构,包括有机架、输送装置和检测装置,所述机架包括有左牌坊11和右牌坊12;所述输送装置包括有输送带8和吸气部件,所述输送带设置在传动辊20上,所述传动辊转动安装在机架上,所述输送带设有吸气孔,所述吸气部件设置在输送带送料段的下方,绕设在传动辊上的输送带,其水平输送区即输送带的送料段,用于纸板的输送,所述吸气部件使送料段形成负压,将纸板吸附,纸板被输送带8吸附着向前输送,使其在输送过程中不发生移位,这样检测装置才能精确采集纸板上的印刷图案,提高检测的准确度。所述吸气部件包括有安装板1、导流板2及若干小型风机3,所述安装板分为安装区6和吸风区7,见附图,所述安装板1的四边为安装区,由安装区包围部分即吸风区,见附图6,所述小型风机3密布在安装板吸风区7的下表面,且排列整齐,所述小型风机为方形,小型风机可以贴合排列成矩形,将吸风区覆盖,这样形成的负压大,而且小型风机3相对于大型风机来说总体的噪音较小,而且后期维护、更换成本较低;所述安装板的吸风区7设有若干长条形第一通孔5,所述第一通孔在安装板上纵向、横向均匀排列,所述导流板2上设有若干长条形第二通孔4,所述第二通孔在导流板上纵向、横向均匀排列,所述导流板设置在安装板的上方,所述第
一通孔5与第二通孔4纵向位置上下对应设置,所述第一通孔和第二通孔横向位置交叉设置,即第一通孔和第二通孔有部分重合,有部分否则错开,重合部分使第一通孔和第二通孔气源相通,所述导流板2不需要安装区,其表面均为吸风区,这样的设置可以进一步加大的负压面积,增加吸附面积,提高吸附效果。所述检测装置包括有图像传感器9,所述图像传感器设置在输送带8的上方,所述图像传感器电气控制器连接。所述输送带将纸板吸附并向前输送,纸板经过图像传感器9,其表面的图案被图像传感器采集,并将采集信息发送给电气控制器,由电气控制器进行比对判断是否合格。
28.为了便于维护作业,所述左牌坊11或右牌坊12上开设有吸附部件穿插的缺口21;所述机架上设有导杆23,所述导杆横向安装在机架上,所述安装板安装区6的下表面安装有与导杆滑动配合的导套22,所述导套套设在导杆外,所述安装板安装区6的下方设有与其滚动配合的滚轮25,所述滚轮转动安装在机架上,所述安装板1从牌坊的缺口21抽出,为提高移动的稳定性,所述滚轮25和导杆23设置有两组,分别设置在安装板的前后两端;在维护时,将安装板从机架上抽出,安装板1及小型风机3被移至机架外,这样便于工作人员维护,提高效率;而且在推拉安装板时,安装板在滚轮25上移动,方便且省力,而导杆和导套配合则起到了导向作用,完成维护作业后,将安装板推入机架内即可。所述输送带8绕设在传动辊20上,因此输送带的始端和尾端吸气孔被传动辊遮挡,没有负压,为保证纸板顺利进入输送带上,所述输送装置还包括有与输送带压合的压轮15,所述压轮设置在输送带的始端和尾端,所述压轮15与输送带8压合,增加摩擦力,使纸板顺利进入输送带上,并转由输送带吸附输送;所述压轮安装在安装座13上,所述机架上设有横梁14,所述安装座上设有与横梁匹配的安装槽,所述安装座能够滑动设置在横梁上,用户可以根据需求调节压轮的横向位置,也可以设置多个,为避免纸板上的印刷面受损,所述压轮设置在输送带的两侧端最佳。
29.所述输送装置的后方设有纠偏装置,所述纠偏装置包括有安装轴16、侧挡板19及纵向输送的纠偏皮带18,所述安装轴的两端安装在机架的牌坊11、12上,所述侧挡板19安装在安装轴16上,所述纠偏皮带设置在调节板17上,所述调节板能够左右摆动安装在安装轴16上,所述调节板上开设有供安装轴穿过的通孔,所述通孔的直径比安装轴的直径大,调节板可以相对安装轴左右摆动,调节纠偏皮带的输送角度,调节完成后,通过螺栓将调节板固定在安装轴上即可。所述纠偏装置的纠偏皮带使纸板靠向侧挡板,如此使得进入输送带的纸板的位置统一,这样更利于品检,进一步提高品检的准确度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1