一种多工位的自动化贴标机
1.本实用新型涉及自动化贴标机技术领域,具体为一种多工位的自动化贴标机。
背景技术:
2.贴标机,是将成卷的不干胶纸标签(纸质或金属箔)粘贴在pcb、产品或规定包装上的设备,贴标机是现代包装不可缺少的组成部分,目前我国生产贴标机的种类正在逐步增加,技术水平也有了很大的提高,已从手动、半自动贴标的落后局面,转向自动化高速贴标机占据广大市场的格局,同一包装容器上有多张标签的,应按上述定义求出各自与理论位置的偏差,均应在规定范围内。
3.现有的自动化贴标机,在下压贴标过后,由于具有一定的压力以及粘性,从而容易使标签带与压板之间粘连在一起的问题,为此,我们提出一种多工位的自动化贴标机。
技术实现要素:
4.本实用新型的目的在于提供一种多工位的自动化贴标机,以解决上述背景技术中提出在下压贴标过后,由于具有一定的压力以及粘性,从而容易使标签带与压板之间粘连在一起的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种多工位的自动化贴标机,包括:
6.主体;
7.还包括:
8.安装机构,其设置在所述主体的中部;
9.送料机构,其安装在所述安装机构的内部上方;
10.贴标机构,其设置在所述送料机构的中部下方;
11.所述贴标机构包括:
12.第三气缸,所述第三气缸的输出端安装有压板,且压板的内侧中部固定有复位弹簧,所述复位弹簧的下方连接有推料块,所述压板的上方两侧设置有滑动杆,所述压板通过复位弹簧与推料块之间构成弹性连接。
13.优选的,所述主体包括:
14.输送辊,其安装在所述支撑架的上方中部,且输送辊的表面设置有传送带,所述输送辊的后部一侧设置有第一电机,所述传送带的表面中部固定有限位板,所述第一电机通过输送辊与传送带之间构成旋转结构。
15.优选的,所述安装机构包括:
16.气泵,其设置在所述工作框的内侧中部,所述气泵的输出端连接有导气管,且导气管的顶部安装有吸气头,所述气泵与导气管和吸气头之间相互连通。
17.优选的,所述安装机构还包括:
18.第一气缸,其安装在所述工作框的前后方中部,所述第一气缸的输出端设置有推
板,所述第一气缸与推板之间构成伸缩结构。
19.优选的,所述送料机构包括:
20.安装架,其设置在所述第二气缸的输出端,所述第二气缸通过工作框与安装架之间构成伸缩结构。
21.优选的,所述送料机构还包括:
22.储料辊,其固定在所述安装架的一侧,所述安装架的另一侧设置有收卷辊,且储料辊的表面中部固定有分隔板,所述储料辊的后方安装有第二电机,且储料辊的中部贯穿有转轴,所述转轴的前端安装有拧动盖,所述第二电机通过转轴与储料辊之间构成旋转结构。
23.优选的,所述送料机构还包括:
24.螺纹杆,其贯穿在所述安装架的一侧中部,所述螺纹杆的最下端安装有压紧辊,所述螺纹杆与安装架之间构成螺纹连接。
25.与现有技术相比,本实用新型提供了一种多工位的自动化贴标机,具备以下有益效果:该自动化贴标机,可以导正物件的输送位置,避免发生偏移以及掉落,且可以对输送的两个物件进行同时贴标,以此来完成多工位的加工,同时可以避免贴纸吸附在一起影响后续的工作。
26.1.本实用新型传送带为网状,可以实现空气的流通,限位板,将传送带分为上下两部分,从而可以同时对两个物件进行输送,通过第一气缸,可以在输送时推动推板,来对物件的左右位置进行限制,同时可以导正物件的输送位置,避免发生偏移以及掉落,通过气泵,可以使吸气头产生吸力,从而在对物件进行输送的时候,可以提高较轻物件的贴合力,避免发生偏移以及脱落;
27.2.本实用新型通过第二气缸,可以带动安装架进行上下移动,从而可以根据待加工物件的大小以及高度,来将工作的高度位置进行调整,通过分隔板,可以将储料辊分为两部分,从而可以对输送的两个物件进行同时贴标,以此来完成多工位的加工,进而可以提高加工的效率,通过拧动盖,可以方便将储料辊进行取下更换,通过压紧辊,可以在标签带输送的过程中,对标签带进行压紧,从而可以避免标签带发生松动影响贴标的精准度,通过螺纹杆,可以对压紧辊的高度进行调整,来控制标签带的受压力;
28.3.本实用新型通过第三气缸,可以带动压板进行上下移动,从而可以将标签下压到物件表面进行粘贴,通过复位弹簧,可以在下压时使推料块受力下压,从而可以对贴标时的受力进行进行缓冲,避免压力过大对物件造成损坏,同时在压板回收时推料块自然顶起,从而可以将贴纸与压板表面进行分离,避免吸附在一起影响后续的工作,通过滑动杆,可以在连续下压粘贴时对压板的位置进行导正,避免发生偏移影响贴标的精确度。
附图说明
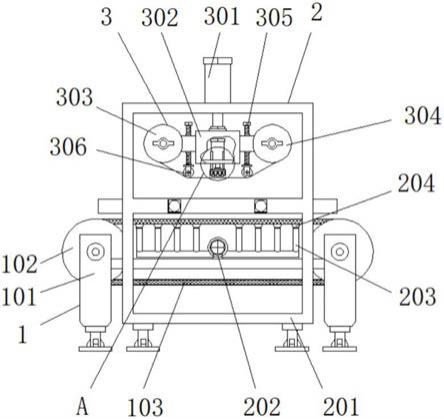
29.图1为本实用新型整体内部结构示意图;
30.图2为本实用新型传送带俯视结构示意图;
31.图3为本实用新型图1中a处放大结构示意图;
32.图4为本实用新型储料辊俯视结构示意图;
33.图5为本实用新型储料辊立体结构示意图。
34.图中:1、主体;101、支撑架;102、输送辊;103、传送带;104、第一电机;105、限位板;
2、安装机构;201、工作框;202、气泵;203、导气管;204、吸气头;205、第一气缸;206、推板;3、送料机构;301、第二气缸;302、安装架;303、储料辊;304、收卷辊;305、螺纹杆;306、压紧辊;307、分隔板;308、第二电机;309、转轴;310、拧动盖;4、贴标机构;401、第三气缸;402、压板;403、复位弹簧;404、推料块;405、滑动杆。
具体实施方式
35.如图1所示,一种多工位的自动化贴标机,包括:主体1,还包括:安装机构2,其设置在主体1的中部,气泵202,其设置在工作框201的内侧中部,气泵202的输出端连接有导气管203,且导气管203的顶部安装有吸气头204,气泵202与导气管203和吸气头204之间相互连通,通过气泵202,可以使吸气头204产生吸力,从而在对物件进行输送的时候,可以提高较轻物件的贴合力,避免发生偏移以及脱落,送料机构3,其安装在安装机构2的内部上方,安装架302,其设置在第二气缸301的输出端,第二气缸301通过工作框201与安装架302之间构成伸缩结构,通过第二气缸301,可以带动安装架302进行上下移动,从而可以根据待加工物件的大小以及高度,来将工作的高度位置进行调整,螺纹杆305,其贯穿在安装架302的一侧中部,螺纹杆305的最下端安装有压紧辊306,螺纹杆305与安装架302之间构成螺纹连接,通过压紧辊306,可以在标签带输送的过程中,对标签带进行压紧,从而可以避免标签带发生松动影响贴标的精准度,通过螺纹杆305,可以对压紧辊306的高度进行调整,来控制标签带的受压力;
36.如图2-4所示,输送辊102,其安装在支撑架101的上方中部,且输送辊102的表面设置有传送带103,输送辊102的后部一侧设置有第一电机104,传送带103的表面中部固定有限位板105,第一电机104通过输送辊102与传送带103之间构成旋转结构,通过输送辊102,可以将待贴标的物件进行输送,传送带103为网状,可以实现空气的流通,限位板105,将传送带103分为上下两部分,从而可以同时对两个物件进行输送,第一气缸205,其安装在工作框201的前后方中部,第一气缸205的输出端设置有推板206,第一气缸205与推板206之间构成伸缩结构,通过第一气缸205,可以在输送时推动推板206,来对物件的左右位置进行限制,同时可以导正物件的输送位置,避免发生偏移以及掉落,储料辊303,其固定在安装架302的一侧,安装架302的另一侧设置有收卷辊304,且储料辊303的表面中部固定有分隔板307,储料辊303的后方安装有第二电机308,且储料辊303的中部贯穿有转轴309,转轴309的前端安装有拧动盖310,第二电机308通过转轴309与储料辊303之间构成旋转结构,通过分隔板307,可以将储料辊303分为两部分,从而可以对输送的两个物件进行同时贴标,以此来完成多工位的加工,进而可以提高加工的效率,通过拧动盖310,可以方便将储料辊303进行取下更换,贴标机构4,其设置在送料机构3的中部下方,第三气缸401,第三气缸401的输出端安装有压板402,且压板402的内侧中部固定有复位弹簧403,复位弹簧403的下方连接有推料块404,压板402的上方两侧设置有滑动杆405,压板402通过复位弹簧403与推料块404之间构成弹性连接,通过第三气缸401,可以带动压板402进行上下移动,从而可以将标签下压到物件表面进行粘贴,通过复位弹簧403,可以在下压时使推料块404受力下压,从而可以对贴标时的受力进行进行缓冲,避免压力过大对物件造成损坏,同时在压板402回收时推料块404自然顶起,从而可以将贴纸与压板402表面进行分离,避免吸附在一起影响后续的工作,通过滑动杆405,可以在连续下压粘贴时对压板402的位置进行导正,避免发生偏移影响
贴标的精确度。
37.工作原理:在使用该自动化贴标机,首先通过输送辊102,可以将待贴标的物件进行输送,传送带103为网状,可以实现空气的流通,限位板105,将传送带103分为上下两部分,从而可以同时对两个物件进行输送,随后通过第一气缸205,可以在输送时推动推板206,来对物件的左右位置进行限制,同时可以导正物件的输送位置,避免发生偏移以及掉落,然后通过气泵202,可以使吸气头204产生吸力,从而在对物件进行输送的时候,可以提高较轻物件的贴合力,避免发生偏移以及脱落,此时通过第二气缸301,可以带动安装架302进行上下移动,从而可以根据待加工物件的大小以及高度,来将工作的高度位置进行调整,随后通过分隔板307,可以将储料辊303分为两部分,从而可以对输送的两个物件进行同时贴标,以此来完成多工位的加工,进而可以提高加工的效率,然后通过拧动盖310,可以方便将储料辊303进行取下更换,随后通过压紧辊306,可以在标签带输送的过程中,对标签带进行压紧,从而可以避免标签带发生松动影响贴标的精准度,在通过螺纹杆305,可以对压紧辊306的高度进行调整,来控制标签带的受压力,此时通过第三气缸401,可以带动压板402进行上下移动,从而可以将标签下压到物件表面进行粘贴,随后通过复位弹簧403,可以在下压时使推料块404受力下压,从而可以对贴标时的受力进行进行缓冲,避免压力过大对物件造成损坏,同时在压板402回收时推料块404自然顶起,从而可以将贴纸与压板402表面进行分离,避免吸附在一起影响后续的工作,最后通过滑动杆405,可以在连续下压粘贴时对压板402的位置进行导正,避免发生偏移影响贴标的精确度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1