一种输送机滚筒表面防护超耐磨陶瓷配件的制作方法
1.本实用新型涉及输送机设备技术领域,具体为一种输送机滚筒表面防护超耐磨陶瓷配件。
背景技术:
2.目前输送机滚筒表面防磨损防打滑一般都是采用:橡胶、聚氨酯、橡胶陶瓷复合材料等,其中使用最多的纯橡胶滚筒防磨防滑制品,寿命短。聚氨酯滚筒防磨防滑制品虽然寿命比纯橡胶的略长,但防滑效果不好,滚筒工作时打滑现象严重。橡胶陶瓷复合材料虽然在防磨和防打滑方面表现优越,但成本是纯橡胶和聚氨酯制品的几倍,而且其安装可靠性不高容易脱落。而且以上几种材料都存在材料老化特性,其使用寿命都在3
‑
4年左右。在工况条件恶劣的情况下,其使用寿命更短,增加了维修频率和运行成本。为此,我们通过对输送机滚筒进行改进,方便输送机滚筒进行耐磨防护,输送机滚筒表面防护超耐磨陶瓷配件的发展给人们在对输送机进行传动时带来了很大的便利,其种类和数量也正在与日俱增。
3.目前市场上的输送机滚筒表面防护超耐磨陶瓷配件虽然种类和数量非常多,但是输送机滚筒表面防护超耐磨陶瓷配件有这样的缺点:输送机滚筒表面耐磨性不好,输送机滚筒表面防护配件容易脱落和输送机滚筒使用时容易打滑。因此要对现在的输送机滚筒表面防护超耐磨陶瓷配件进行改进。
技术实现要素:
4.本实用新型的目的在于提供一种输送机滚筒表面防护超耐磨陶瓷配件,以解决上述背景技术提出的目前市场上的输送机滚筒表面耐磨性不好,输送机滚筒表面防护配件容易脱落和输送机滚筒使用时容易打滑的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种输送机滚筒表面防护超耐磨陶瓷配件,包括:
6.陶瓷块,应用与粘接在输送机滚筒的外侧表面,所述陶瓷块的外侧表面平行设置有耐磨层;
7.安装槽,开设在所述陶瓷块远离所述耐磨层的内侧表面;
8.限位封条,设置在所述陶瓷块的两端外侧。
9.优选的,所述耐磨层外侧表面还开设有防滑凹槽,所述耐磨层呈等间隔分布在陶瓷块的外侧表面,且耐磨层和陶瓷块呈一体结构。
10.优选的,所述防滑凹槽开设在耐磨层外侧中部,且防滑凹槽的截面呈半圆形,并且防滑凹槽的长度和耐磨层的长度相同。
11.优选的,所述安装槽的内部还设置有固定条,所述安装槽的截面形状呈燕尾槽结构,且安装槽靠近所述陶瓷块内部的宽度小于安装槽的开口宽度。
12.优选的,所述固定条的长度和安装槽的长度相同,且固定条的高度和安装槽的深度相匹配,并且固定条远离陶瓷块的一侧和输送机滚筒的外表面呈焊接连接。
13.优选的,所述限位封条还设置有对接块,所述对接块的宽度和固定条内侧表面的间距相吻合,且对接块呈等夹角垂直分布在限位封条的一侧表面。
14.与现有技术相比,本实用新型的有益效果是:
15.(1)、该输送机滚筒表面防护超耐磨陶瓷配件,将金属材质的固定条等夹角的焊接在输送机滚筒外侧表面,并且使用圆弧状的陶瓷块通过内侧的安装槽沿着固定条进行对接,使得燕尾槽结构的安装槽和固定条进行稳定对接,陶瓷块采用胶水粘接的方式和安装槽内部的固定条进行紧密配合,从而对陶瓷块和固定条的安装起到双重保护,从而增强陶瓷块与输送机滚筒紧密牢固成为一体,进而有效提高输送机滚筒表面的耐磨效果;
16.(2)、该输送机滚筒表面防护超耐磨陶瓷配件,通过将圆环状的限位封条设置在陶瓷块的两端,并且将陶瓷块一侧呈等夹角分布的对接块插入到固定条的内部,使得限位封条定位对接在陶瓷块的两端,并且使用焊接的方式将限位封条进行固定,从而保证陶瓷块在输送机滚筒的外侧进行防脱落;
17.(3)、该输送机滚筒表面防护超耐磨陶瓷配件,当陶瓷块完成均匀的粘接在输送机滚筒外侧后,将滚筒安装在输送机的指定位置,通过陶瓷块外侧的耐磨层和安装槽呈防磨波纹设计,从而方便增加滚筒与输送带的摩擦系数,进而方便提高输送机滚筒的防打滑效果。
附图说明
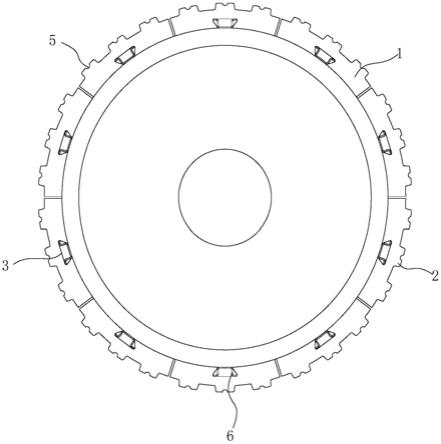
18.图1为本实用新型主视结构示意图;
19.图2为本实用新型左视结构示意图;
20.图3为本实用新型左视截面结构示意图;
21.图4为本实用新型陶瓷块的左视截面结构示意图;
22.图5为本实用新型限位封条的立体结构示意图;
23.图6为本实用新型限位封条的右视结构示意图。
24.图中:1、陶瓷块;2、耐磨层;3、安装槽;4、限位封条;5、防滑凹槽;6、固定条;7、对接块。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.请参阅图1
‑
6,本实用新型提供一种技术方案:一种输送机滚筒表面防护超耐磨陶瓷配件,包括:
27.陶瓷块1,应用与粘接在输送机滚筒的外侧表面,陶瓷块1的外侧表面平行设置有耐磨层2;
28.安装槽3,开设在陶瓷块1远离耐磨层2的内侧表面;
29.限位封条4,设置在陶瓷块1的两端外侧。
30.耐磨层2外侧表面还开设有防滑凹槽5,耐磨层2呈等间隔分布在陶瓷块1的外侧表
面,且耐磨层2和陶瓷块1呈一体结构。
31.防滑凹槽5开设在耐磨层2外侧中部,且防滑凹槽5的截面呈半圆形,并且防滑凹槽5的长度和耐磨层2的长度相同。
32.参阅图1、2和3可知,将滚筒安装在输送机的指定位置,通过陶瓷块1外侧的耐磨层2和安装槽3呈防磨波纹设计,从而增加滚筒与输送带的摩擦系数。
33.安装槽3的内部还设置有固定条6,安装槽3的截面形状呈燕尾槽结构,且安装槽3靠近陶瓷块1内部的宽度小于安装槽3的开口宽度,通过燕尾槽结构的安装槽3和固定条6进行稳定对接,方便陶瓷块1进行定位安装。
34.固定条6的长度和安装槽3的长度相同,且固定条6的高度和安装槽3的深度相匹配,并且固定条6远离陶瓷块1的一侧和输送机滚筒的外表面呈焊接连接。
35.参阅图3和4可知,陶瓷块1采用胶水粘接的方式和安装槽3内部的固定条6紧密配合,从而对陶瓷块1和固定条6的安装并起到双重保护。
36.限位封条4还设置有对接块7,对接块7的宽度和固定条6内侧表面的间距相吻合,且对接块7呈等夹角垂直分布在限位封条4的一侧表面。
37.参阅图5和6可知,将圆环状的限位封条4设置在陶瓷块1的两端,并且将陶瓷块1一侧呈等夹角分布的对接块7插入到固定条6的内部,从而保证陶瓷块1的安装出现偏移脱落。
38.工作原理:在使用该输送机滚筒表面防护超耐磨陶瓷配件时,首先,将金属材质的固定条6等夹角的焊接在输送机滚筒外侧表面,并且使用圆弧状的陶瓷块1通过内侧的安装槽3沿着固定条6进行对接,使得燕尾槽结构的安装槽3和固定条6进行稳定对接,陶瓷块1采用胶水粘接的方式和安装槽3内部的固定条6紧密配合,从而对陶瓷块1和固定条6的安装,容易起到双重保护,从而增强陶瓷块1与输送机滚筒紧密牢固成为一体,随后,将圆环状的限位封条4设置在陶瓷块1的两端,并且将陶瓷块1一侧呈等夹角分布的对接块7插入到固定条6的内部,使得限位封条4定位对接在陶瓷块1的两端,并且使用焊接的方式将限位封条4进行固定,当陶瓷块1完成均匀的粘接在输送机滚筒外侧后,再将滚筒安装在输送机的指定位置,从而使得输送机滚筒旋转避免打滑,本说明中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
39.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1