带吸门装置的移送托架机构的制作方法
1.本实用新型涉及防盗门生产设备领域,具体涉及带吸门装置的移送托架机构。
背景技术:
2.ꢀꢀꢀꢀꢀꢀ
热压胶合机是一种可对复合面料、防盗门板实施热压,使复合面料或防盗门快速实现胶合的专用设备,传统的热压胶合机主要由机体、架设于机体上并呈层叠设置的若干块压合板及驱动压合板压紧或分离的驱动机构,各压合板之间具有压合空间,机体上设有可对压合板内部添加热能的热能发生器;在使用过程中,需要将待胶合的物体放置于压合空间内,然后通过驱动机构驱动压合板,使物体得到热胶合。然而,目前对于待胶合物体的放置及由机体上的输出分别通过人工进行,不仅操作过程较为繁琐,需要耗费较多的人力,而且存在较大的安全隐患,同时也延长了加工时间,胶合效率较低,为此本技术人提出了一种提高胶合效率、节省人工成本、消除安全隐患的全自动热压胶合设备,包括有胶合装置,胶合装置包括有机体、架设于机体上并
3.呈成叠设置的若干块压合板及驱动压合板压紧或分离的驱动机构,各压合板之间具有压合空间,机体上设有可对压合板内部添加热能的热能发生器,其特征在于:所述机体的两侧分别对称的设有待胶合物体输入装置及完成胶合物体输出装置,所述的待胶合物体输入装置
4.包括有机架、架设于机架上的输送平台、架设于输送平台上并可沿输送平台往复移动的送料机构及设于机架上并可对输送平台实施升降的升降机构a;所述的完成胶合物体输出装置包括有机架体、架设于机架体上的输出平台、架设于输出平台上并可沿输出平台往复移动的出料机构及设于机架体上并可对输出平台实施升降的升降机构b,通过在机体的两侧分别设置可自动将待胶合的物体输送至机体上压合空间内的待胶合物体输入装置及将经过胶合的物体输出的完成胶合物体输出装置,使对待胶合物体的输送及移出可通过全自动的机械实施操作,无需人工手动操作,不仅提高了胶合效率,而且降低了由于人工操作而产生的生产成本及消除了人工操作时存在的安全隐患,待胶合物体输入装置中输送平台的设置是为了对待胶合的物体实施输送,升降机构a的设置是由于压合板具有若干块,因此压合空间也就具有若干个,升降机构a可通过升降促使处于输送平台上的待胶合物体可对某个压合空间实施选择,然后通过送料机构将输送平台上的待胶合物体输送至压合空间内实施胶合;完成胶合物体输出装置中的升降机构b的设置是为了将输出平台升降至完成胶合的压合空间处,对该完成胶合的物体实施衔接,使完成胶合的物体可由输出平台自动输出;
5.但实际使用中发现,该种胶合机存在缺陷,由于防盗门在进入胶合机进行热压胶合之前都已在门板表面进行刷漆,甚至部分厂家的防盗门已经在表面覆膜,而该种胶合机将待胶合物即防盗门输送进胶合装置时,是将门板通过输送装置输送进去的,门板在进入胶合装置的过程中,有一部分受到输送装置的输送力,有一部分则位于胶合装置中,表面存在速度差,使得门板会在胶合装置中摩擦向前,从而导致门板表面油漆被刮花、覆膜后的门
板表面薄膜被摩擦收拢挤成一条,在胶合时塑料薄膜将在门板面板压出条状压痕,使得整个防盗门成为废品,不仅浪费物料、影响生产效率、且造成企业生产成本增加。
技术实现要素:
6.本实用新型所要解决的技术问题在于针对上述现有技术的不足,
7.提供带吸门装置的移送托架机构。
8.为实现上述目的,本实用新型提供了如下技术方案:带吸门装置的移送托架机构,用于智能胶合机的移送托架机构,其特征在于:包括有相对设立的托架、设于托架一端可开合设置的托架爪、驱动托架爪沿托架水平位置往复滑移移动的托架驱动机构及促使托架爪张开与托架处于平行位置或促使托架爪闭合与托架处于垂直位置的托架爪开合结构,两托架相对的一侧设有当托架驱动机构驱使托架移动的同时对待胶合防盗门进行吸附的吸门装置。
9.采用上述技术方案,目前的全自动热压胶合机做法是将待胶合防盗门放在输入平台上,通过升降机构将待胶合防盗门进行升降以适配不同高度的压合空间然后送进压合空间,是将整个输送平台进行升降,但这种做法不仅存在速度慢,结构复杂的问题,而且最大的问题是,由于待胶合防盗门在进入压合空间的过程中,有一部分位于输送平台上,有一部分位于压合空间中,位于输送平台上及位于压合空间中待胶合防盗门两端的输送速度并不一致,导致防盗门表面的油漆或者包装薄膜被损坏,严重的将导致胶合后防盗门上出现长条印记(由于被卷边起的包装薄膜在胶合时受压合板压力在防盗门表面所留下),本使用新型的在使用时架设在输送平台上,在待胶合防盗门完全位于输送带上且一端处于托架爪上时,输送带开始输送,输送时移送托架机构的托架驱动机构与输送带速度保持同步,使得待胶合防盗门在进入胶合装置的过程中,受到驱动的一面速度均保持同步状态,从而完全避免了在输送时损坏待胶合防盗门表面油漆或者包装薄膜的问题,胶合后的防盗门表面完好,大大提升了良品率,且本实用新型的移送托架机构还有一个功能,当胶合装置中某一压合空间中的待胶合防盗门完成胶合时,通过移送托架机构将该完成胶合的防盗门顶出压合空间随后进入输出平台上,通过该机构实现了两个功能,大大简化了现有热压胶合机的设备复杂度,实际生产时发现该机构仍旧存在瑕疵,即待胶合防盗门在托架爪及输送带上输送时有可能产生后退的现象,该现象的发生也会损伤到待胶合防盗门表面的油漆及薄膜,为了解决该问题,在移送托架机构进行输送的同时通过吸门装置将待胶合防盗门另一面进行吸附,由于吸门装置与移送托架机构同步行进,很好的解决了待胶合防盗门后退的现象,大大提高了良品率,在待胶合防盗门完全进行压合空间后托架爪在托架爪开合结构的作用下打开吸门装置松开对待胶合防盗门的吸附,同时随托架一起回位。
10.上述的带吸门装置的移送托架机构可进一步设置为:所述吸门装置相对设立于托架上且同侧托架间隔设立至少两个吸门装置。
11.采用上述技术方案,通过在每侧托架上设置至少两个吸门装置对待胶合防盗门的前后两端进行吸附,两个托架上就是至少四个吸门装置,对待胶合防盗门的四周进行吸附,保证待胶合防盗门各部分受到的吸附作用一致。
12.上述的带吸门装置的移送托架机构可进一步设置为:所述托架包括间隔设置的支撑座及设置于支撑座上可转动设置的支撑轮,支撑轮上架设支撑铝材,所述支撑座之间设
有多个间隔设置的固定板,所述固定板上均安装有滑块,所述支撑铝材远离支撑轮的一端固定安装有与滑块适配的直线导轨,所述固定板相对安装滑块的另一端架设有驱动台板,所述托架驱动机构安装于驱动台板上并通过皮带驱动直线导轨滑移设置,所述托架爪安装于支撑铝材一端,所述吸门装置安装于支撑铝材相对的一面。
13.采用上述技术方案,支撑座、固定板均安装在输送带两侧,通过安装在驱动台板上的托架驱动机构与皮带的配合驱动支撑铝材上的直线导轨沿滑块滑移设置,从而带动托架爪往复移动,当托架爪进行输送时托架驱动机构控制托架爪的行进速度与输送带保持一致,从而将待胶合防盗门托进胶合装置中,待胶合防盗门受到驱动力的部位速度一致,不存在速度差,从而起到保护待胶合防盗门表面油漆或者薄膜的作用,吸门装置对待胶合防盗门进行吸附后随支撑铝材同时移动,待胶合防盗门移送到位后吸门装置则松开吸附。
14.上述的带吸门装置的移送托架机构可进一步设置为:所述吸门装置包括与支撑铝材固定连接的吸门底板,吸门底板相对连接支撑铝材的另一端铰接有第一连杆,第一连杆另一端连接有第二连杆,第二连杆另一端连接有第三连杆,第三连杆上安装有吸附磁铁,第三连杆相对连接第二连杆的另一端与第一连杆活动连接,第一连杆上安装有一端与第一连杆连接另一端与第二连杆及第三连杆连接处连接的吸门气缸,所述第一连杆、第二连杆、第三连杆、吸门气缸之间形成四连杆机构。
15.采用上述技术方案,通过四连杆机构及安装在第三连杆上的磁铁实现吸门,当吸门气缸打出时磁铁就在四连杆机构的作用下向下伸出对待胶合防盗门进行吸附,当气缸收回时磁铁就在四连杆机构的作用下回位,四连杆机构可以保证磁铁安装空间更小的同时行程更长。
16.上述的带吸门装置的移送托架机构可进一步设置为:所述吸门气缸通过气管连接气源,所述气源通过电磁阀控制通断。
17.采用上述技术方案,由于不同生产批次的待胶合防盗门的厚度不一致,而吸门气缸的行程是固定的,一般按照防盗门最小厚度设计,若防盗门厚度发生变化(变厚)气缸有顶坏防盗门表面的现象发生,为了防止该现象发生,将吸门气缸的气源通过电磁阀进行控制,当吸附磁铁与防盗门表面接触后电磁阀就切断吸门气缸的气源,使得吸门气缸中的活塞不会在后方气压压力下始终将吸附磁铁保持与防盗门硬性接触,而是柔性接触,由于吸附磁铁在与防盗门表面接触后吸附住,气源就被电磁阀切断,吸门气缸的活塞有一定的反向回弹空间,从而不会对防盗门表面造成硬性压痕。
18.上述的带吸门装置的移送托架机构可进一步设置为:所述托架驱动机构包括设置于驱动台板上的托架驱动电机及托架驱动轴,托架驱动电机与托架驱动轴之间通过链条同步转动设置,所述托架驱动轴两端分别设置托架同步皮带轮,所述皮带沿支撑铝材长度方向设置于支撑铝材外表面且两端分别通过皮带压盖压紧,所述皮带一端通过托架同步皮带轮带动。
19.采用上述技术方案,托架驱动电机通过链条驱动托架驱动轴转动,托架驱动轴上设置托架同步皮带轮,通过托架同步皮带轮驱动包覆于支撑铝材外表面的皮带转动,从而实现托架驱动电机通过皮带驱动支撑铝材沿滑块滑移。
20.上述的带吸门装置的移送托架机构可进一步设置为:所述托架爪包括安装于两支撑铝材之间的托架爪转轴,所述托架爪转轴通过多个间隔设置的立板连接有横板,所述横
板上间隔安装多个钩板,两支撑铝材之间安装多个铝材支撑横梁,所述托架爪开合机构安装于靠近托架爪处的铝材支撑横梁上且一端与立板连接。
21.采用上述技术方案,由于钩板是安装在横板上的,而横板则通过立板与托架爪转轴连接,当托架爪开合机构驱动立板开合时候,立板及钩板就随着托架爪开合机构打开或收回,具体为当待胶合防盗门被完全送入胶合装置后托架爪开合机构驱动立板打开与待胶合防盗门脱离接触的状态,直至支撑铝材完全收回后托架爪开合机构驱动立板收回准备接收下一待胶合防盗门。
22.上述的带吸门装置的移送托架机构可进一步设置为:所述托架爪开合机构包括安装于铝材支撑横梁的多个托架爪开合驱动气缸,所述托架爪开合驱动气缸一端安装有鱼眼接头,所述立板朝向鱼眼接头的一端设置有鱼眼接头安装座,鱼眼接头一端安装于鱼眼接头安装座中。
23.采用上述技术方案,通过托架爪开合驱动气缸驱动立板开合,立板沿托架爪转轴转动,从而实现托架爪的开合。
24.本实用新型的有益效果为:实现待胶合防盗门在通过输送带输送进胶合装置时受力面无速度差的输送,通过吸门装置防止待胶合防盗门输送时回退现象,提高胶合后防盗门表面漆体或膜体的完整性,从而提高胶合后防盗门的成品率。
25.下面结合附图和实施例对本实用新型作进一步详细说明。
附图说明
26.图1为本实用新型实施例的安装于输送台的立体示意图。
27.图2为本实用新型实施例的立体示意图。
28.图3为本实用新型实施例去掉盖板后的立体示意图1。
29.图4为本实用新型实施例去掉盖板后的立体示意图2。
30.图5为本实用新型实施例的吸门装置放大结构示意图。
具体实施方式
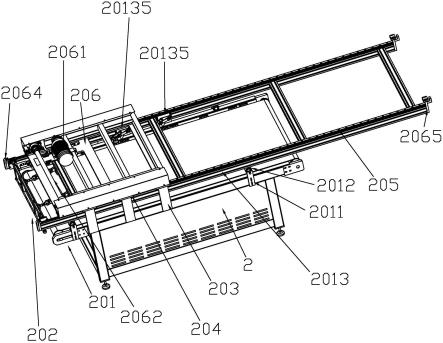
31.参见图1-图5所示:带吸门装置的移送托架机构,包括有相对设立于输送台2上的托架201,设于托架201一端可开合设置的托架爪202、驱动托架爪202沿托架201水平位置往复滑移移动的托架驱动机构及促使托架爪202张开与托架201处于平行位置或促使托架爪202闭合与托架201处于垂直位置的托架爪开合结构,两托架201相对的一侧设有当托架驱动机构驱使托架201移动的同时对待胶合防盗门进行吸附的吸门装置20135,托架201包括间隔设置的支撑座2011及设置于支撑座2011上可转动设置的支撑轮2012,支撑轮2012上架设支撑铝材2013,支撑座2011之间设有多个间隔设置的固定板203,固定板203上均安装有滑块204,支撑铝材2013远离支撑轮2011的一端固定安装有与滑块204适配的直线导轨205,固定板203相对安装滑块204的另一端架设有驱动台板206;
32.吸门装置20135相对设立于托架201上且同侧托架201间隔设立两个吸门装置20135,吸门装置20135包括与支撑铝材2013固定连接的吸门底板201351,吸门底板201351相对连接支撑铝材2013的另一端铰接有第一连杆201352,第一连杆201352另一端连接有第二连杆201353,第二连杆201353另一端连接有第三连杆201354,第三连杆201354上安装有
吸附磁铁201355,第三连杆201354相对连接第二连杆201353的另一端与第一连杆201352活动连接,第一连杆201352上安装有一端与第一连杆201352连接另一端与第二连杆201353及第三连杆201354连接处连接的吸门气缸201356,第一连杆201352、第二连杆201353、第三连杆201354、吸门气缸201356之间形成四连杆机构,吸门气缸201356通过气管(图中未示出)连接气源(图中未示出),气源(图中未示出)通过电磁阀(图中未示出)控制通断;
33.托架驱动机构安装于驱动台板206上并通过皮带(图中未示出)驱动直线导轨205滑移设置,托架爪202安装于支撑铝材2013一端,托架驱动机构包括设置于驱动台板206上的托架驱动电机2061及托架驱动轴2062,托架驱动电机2061与托架驱动轴2062之间通过链条(图中未示出)同步转动设置,托架驱动轴2062两端分别设置托架同步皮带轮2063,皮带沿支撑铝材2013长度方向设置于支撑铝2013材外表面且两端分别通过前皮带压盖2064、后皮带压盖压紧2065,皮带一端通过托架同步皮带轮2063带动;
34.托架爪202包括安装于两支撑铝材2013之间的托架爪转轴(方轴)2021,托架爪转轴2021通过多个间隔设置的立板20211接有横板20212,横板20212上间隔安装多个钩板20213,两支撑铝材2013之间安装多个铝材支撑横梁20131,托架爪开合机构安装于靠近托架爪202处的铝材支撑横梁20131上且一端与立板20211连接;
35.托架爪开合机构包括安装于铝材支撑横梁20131的多个间隔设置的托架爪开合驱动气缸20132,托架爪开合驱动气缸20132一端安装有鱼眼接头20133,立板20211朝向鱼眼接头20133的一端设置有鱼眼接头安装座20134,鱼眼接头20133一端安装于鱼眼接头安装座20134中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1