一种自动入库出库存储系统的制作方法
1.本实用新型涉及存储系统技术领域,尤其涉及一种自动入库出库存储系统。
背景技术:
2.屠宰场对肉类产品包装完成后,需要按照肉类产品的类别进行分类存储,以便于后续出货。目前,大多数屠宰场依靠人工分拣对肉类产品进行分类,再将分类完成的肉类产品放置在对应的货架上,由于肉类产品种类较多,导致通过人工分拣的方式对肉类产品分类需要耗费大量的人力,加重了企业的人力成本。
3.因此,如何降低企业的人力成本,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
4.有鉴于此,本实用新型的目的在于提供一种自动入库出库存储系统,以降低企业的人力成本。
5.为了实现上述目的,本实用新型提供了如下技术方案:
6.一种自动入库出库存储系统,用于待入库产品和待出库产品,包括:
7.用于接收并输送所述待入库产品的第一输送线,所述待入库产品上设置有能够存储所述待入库产品的产品信息的第一卡片,并且所述第一输送线上设置有能够读取并传输所述第一卡片上的产品信息的第一读码器;
8.用于接收所述第一输送线的待入库产品的第一提升机,并且所述第一提升机能够带动所述待入库产品移动;
9.用于接收所述第一提升机的待入库产品的存储货架,所述存储货架设置有能够存放待出库产品的存储层,并且每层所述存储层对应单一种类的待出库产品;
10.用于接收所述存储货架的待出库产品的第二提升机,并且所述第二提升机能够带动所述待出库产品移动;
11.用于接收并输出所述待出库产品的第二输送线;
12.plc控制系统,所述plc控制系统能够接收和存储所述第一读码器所读取的产品信息并根据所述产品信息控制所述第一提升机移动到所述待入库产品所对应的存储层;所述plc系统还能够接收和存储出库指令,根据所述出库指令生成并输出移位指令,所述第二提升机接收到所述移位指令后移动到所述出库指令所指示的待出库产品所对应的存储层。
13.优选地,在上述自动入库出库存储系统中,所述第一提升机和所述第二提升机的结构相同;
14.所述第一提升机包括第一支架、升降台、升降驱动件、横移驱动件和不锈钢滚筒,所述升降台设置于第一支架上,所述升降驱动件用于驱动所述升降台升降,所述横移驱动件用于驱动所述升降台在平行于所述存储货架的长度方向移动,所述不锈钢滚筒用于接收和输送所述待入库产品至所述存储货架的存储层。
15.优选地,在上述自动入库出库存储系统中,所述第一提升机还包括用于阻挡所述
待入库产品的阻挡气缸。
16.优选地,在上述自动入库出库存储系统中,所述第一提升机上设置有用于检测所述待入库产品是否位于所述第一提升机的第一光电开关,所述第二提升机上设置有用于检测所述待出库产品是否位于所述第二提升机上的第二光电开关。
17.优选地,在上述自动入库出库存储系统中,所述第一提升机和所述第二提升机上均设置有第二读码器,每层所述存储层均设置有能够显示所述存储层的信息的第二卡片。
18.优选地,在上述自动入库出库存储系统中,所述第一输送线和所述第二输送线的结构相同,所述第一输送线为不锈钢滚筒输送线。
19.优选地,在上述自动入库出库存储系统中,所述第一输送线包括用于监测相邻的所述待入库产品之间距离的位移传感器和用于调节相邻的所述待入库产品之间的距离的挡板。
20.优选地,在上述自动入库出库存储系统中,所述第一卡片为rfid卡片,所述第一读码器为rfid读卡器,所述第一卡片存储有所述待入库产品的种类信息、重量信息、产地信息和生产日期信息中的一种或多种。
21.优选地,在上述自动入库出库存储系统中,所述存储层包括呈倾斜状设置的滑板和与所述滑板连接的动力辊道。
22.优选地,在上述自动入库出库存储系统中,所述存储层还包括设置于所述动力辊道远离所述滑板一端的电动推杆。
23.使用本实用新型所提供的自动入库出库存储系统时,第一输送线接收并输送待入库产品,第一提升机接收由第一输送线输送的待入库产品,由于待入库产品上设置有能够存储待入库产品的产品信息的第一卡片,第一输送线上设置有能够读取并传输第一卡片上的产品信息的第一读码器,因此,通过第一读码器能够识别待入库产品的产品信息,第一读码器将读取到的产品信息传输给plc控制系统后,plc系统根据第一读码器读取到的产品信息控制第一提升机带动待入库产品移动到待入库产品所对应的存储层,由于每层存储层对应单一种类的待入库产品,因此该自动入库出库存放系统能够使待入库产品分类进入并分类存储;当plc系统接收到出库指令后,根据出库指令生成并输出移位指令,第二提升机接收到移位指令后移动到出库指令所指示的待出库产品对应的存储层,由第二提升机接收出库指令所指示的待出库产品,然后第二提升机带动待出库产品移动,由第二输送线接收并输出待出库产品,从而完成待出库产品的出库。由此可见,本实用新型所提供的自动入库出库存储系统能够在入库时对待入库产品进行分类,从而实现对待入库产品的分类存储,同时,出库时根据出库指令自动出库,较之前的人工分拣入库、存储和出库减少了人力消耗,减轻了企业的人力成本。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
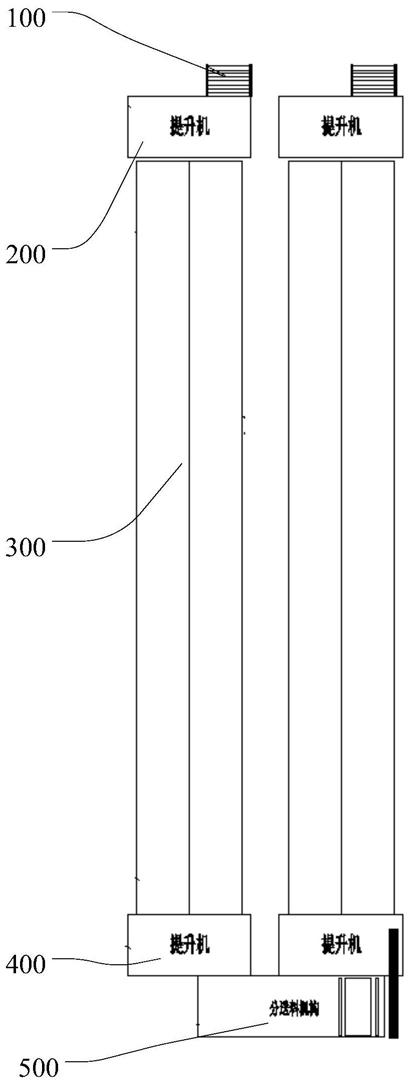
25.图1为本实用新型实施例所提供的一种自动入库出库存储系统的结构示意图;
26.图2为本实用新型实施例所提供的一种存储货架的正面结构示意图;
27.图3为本实用新型实施例所提供的一种存储货架的俯视结构示意图;
28.图4为本实用新型实施例所提供的一种自动入库出库存储系统的工作流程图。
29.其中,100为第一输送线,200为第一提升机,300为存储货架,301为存储层,3011为滑板,3012为动力辊道,3013为电动推杆,400为第二提升机,500为第二输送线。
具体实施方式
30.有鉴于此,本实用新型的核心在于提供一种自动入库出库存储系统,以降低企业的人力成本。
31.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.如图1至图4所示,本实用新型实施例公开了一种自动入库出库存储系统,用于待入库产品和待出库产品,包括第一输送线100、第一提升机200、存储货架300、第二提升机400、第二输送线500和plc控制系统。
33.第一输送线100用于接收并输送待入库产品,以便于将待入库产品输送给第一提升机200,由第一提升机200将入库产品输送至存储货架300的对应位置,待入库产品上设置有能够存储待入库产品的产品信息的第一卡片,并且第一输送线100上设置有能够读取并传输第一卡片上的产品信息的第一读码器,以便于通过第一读码器读取第一卡片,从而识别产品信息;第一提升机200用于接收第一输送线100的待入库产品,并且第一提升机200能够带动待入库产品移动,以便于将待入库产品移动到存储货架300的对应位置;存储货架300用于接收第一提升机200的待入库产品,以便于将待入库产品入库存放,存储货架300设置有能够存放待出库产品的存储层301,并且每层存储层301对应单一种类的待出库产品;第二提升机400用于接收存储货架300的待出库产品,并且第二提升机400能够带动待出库产品移动,以便于移动至存储货架300的对应存储层301接收待出库产品,并将待出库产品移动至第二输送线500;第二输送线500用于接收并输出待出库产品,以便于完成对待出库产品的出库;plc控制系统能够接收和存储第一读码器所读取的产品信息并根据产品信息控制第一提升机200移动到待入库产品所对应的存储层301;plc系统还能够接收和存储出库指令,根据出库指令生成并输出移位指令,第二提升机400接收到移位指令后移动到出库指令所指示的待出库产品所对应的存储层301。
34.使用本实用新型所提供的自动入库出库存储系统时,第一输送线100接收并输送待入库产品,第一提升机200接收由第一输送线100输送的待入库产品,由于待入库产品上设置有能够存储待入库产品的产品信息的第一卡片,第一输送线100上设置有能够读取并传输第一卡片上的产品信息的第一读码器,因此,通过第一读码器能够识别待入库产品的产品信息,第一读码器将读取到的产品信息传输给plc控制系统后,plc系统根据第一读码器读取到的产品信息控制第一提升机200带动待入库产品移动到待入库产品所对应的存储层301,由于每层存储层301对应单一种类的待入库产品,因此该自动入库出库存放系统能够使待入库产品分类进入并分类存储;当plc系统接收到出库指令后,根据出库指令生成并
输出移位指令,第二提升机400接收到移位指令后移动到出库指令所指示的待出库产品对应的存储层301,由第二提升机400接收出库指令所指示的待出库产品,然后第二提升机400带动待出库产品移动,由第二输送线500接收并输出待出库产品,从而完成待出库产品的出库。由此可见,本实用新型所提供的自动入库出库存储系统能够在入库时对待入库产品进行分类,从而实现对待入库产品的分类存储,同时,出库时根据出库指令自动出库,较之前的人工分拣入库、存储和出库减少了人力消耗,减轻了企业的人力成本。
35.需要说明的是,本实用新型所提供的plc系统(plc为programmable logic controller的缩写,即可编程逻辑控制器)具有可编程的存储器,用于其内部存储程序、执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。目前,plc系统已广泛实用,例如c200h、c200hs和c200hx等型号plc。本实用新型所涉及的plc系统即为现有技术的plc系统,并且应用的是plc系统本身所具有的功能,并未对plc系统本身进行改进。
36.另外,待入库产品可以直接放置于第一输送线100,也可以通过托盘、包装盒或者周转箱等容器盛装,实际应用中,可以根据待入库产品的具体内容选择是否使用盛装容器以及选用盛装容器的类型;优选地,本实用新型实施例中,待入库产品为分割肉类产品,选用周转筐盛装分割肉类产品,减少与第一输送线100的接触,提升食品安全性。
37.并且,上述第一卡片可以通过二维码、条形码或者芯片等形式存储待入库产品的产品信息,只要是能够存储待入库产品的产品信息的卡片均属于本实用新型保护范围内;优选地,本实用新型实施例采用rfid卡片(rfid为radio frequency identification的缩写,为射频识别技术,俗称电子标签)。
38.同时,上述第一卡片存储有待入库产品的种类信息、重量信息、产地信息和生产日期信息中的一种或多种,以便于根据不同的产品信息进行分类存储。
39.此外,第一输送线100和第二输送线500的结构可以相同,也可以不相同,只要是能够满足使用要求的结构均属于本实用新型保护范围内;优选地,本实用新型实施例采用相同结构的第一输送线100和第二输送线500,以便于减少非标件的设计开发,降低成本。
40.第一输送线100可以是滚筒输送线、链板输送线或者皮带输送线等类型,只要是能够满足待入库产品的使用需求的类型均属于本实用新型保护范围内;优选地,本实用新型实施例采用不锈钢滚筒输送线,具有较大的承载能力。
41.进一步地,第一输送线100包括用于监测相邻的待出库产品之间距离的位移传感器和用于调节相邻的待出库产品之间的距离的挡板,以便于通过位移传感器监测相邻的待入库产品之间的距离,当相邻的待入库产品之间的距离小于距离阈值时,plc系统控制挡板升起,阻挡后续的待入库产品,防止待入库产品堆积,影响入库。
42.由于第二输送线500和第一输送线100的结构相同,因此,第二输送线500具有第一输送线100的所有技术效果,本文在此不再一一赘述。
43.同样地,本实用新型所涉及的第一提升机200和第二提升机400的结构可以相同,也可以不相同,只要是能够满足使用要求的结构均属于本实用新型保护范围内;优选地,本实用新型采用相同结构的第一提升机200和第二提升机400,以减少非标件的开发制造,降低成本。
44.具体地,第一提升机200包括第一支架、升降台、升降驱动件、横移驱动件和不锈钢
滚筒,升降台设置于第一支架上,以便于通过升降台接收第一输送线100的待入库产品;升降驱动件用于驱动升降台升降,横移驱动件用于驱动升降台在平行于存储货架300的长度方向移动,以便于使升降台能够在存储货架300的高度方向和平行于存储货架300的长度方向移动,从而带动待入库产品进入存储货架300对应的层和列的位置;不锈钢滚筒用于接收和输送待入库产品至存储货架300的存储层301,以便于完成对待入库产品的入库。
45.进一步地,第一提升机200还包括用于阻挡待入库产品的阻挡气缸,以便于阻挡待入库产品,防止不锈钢滚筒对待入库产品的输送距离过远,导致待入库产品由不锈钢滚筒的端部脱落,影响待入库产品的入库。
46.另外,第一提升机200上设置有用于检测待入库产品是否位于第一提升机200的第一光电开关,以便于检测待入库产品是否进入第一提升机200以及第一提升机200是否将待入库产品输送至存储货架300;第二提升机400上设置有用于检测待出库产品是否位于第二提升机400上的第二光电开关,以便于检测待出库产品是否进入第二提升机400以及第二提升机400是否将待出库产品输送至第二输送线500。
47.第一提升机200和第二提升机400上均设置有第二读码器,每层存储层301均设置有能够显示存储层301的信息的第二卡片,以便于通过第二读码器读取第二卡片上的信息,从而使第一提升机200和第二提升机400在移动时能够准确定位存储货架的层和列。
48.上述第二卡片上可以存储存储层的位置信息、存储产品的信息和剩余储存空间信息等内容,具体应用中,可以对第二卡片上的信息进行适应性的增减,只要是能够满足使用要求的第二卡片均属于本实用新型保护范围内。
49.同样地,第二卡片可以通过二维码、条形码或者芯片等形式存储待入库产品的产品信息,只要是能够存储待入库产品的产品信息的卡片均属于本实用新型保护范围内;优选地,本实用新型实施例采用rfid卡片,相应地,第二读码器为rfid读卡器。
50.进一步地,如图2和图3所示,存储货架300的存储层301包括呈倾斜状设置的滑板3011和与滑板3011连接的动力辊道3012,以便于使待入库产品在自重作用下通过滑板3011滑入动力辊道3012,再由动力辊道3012带动待入库产品在存储层301上移动。
51.需要说明的是,本实用新型对滑板3011的长度、宽度和倾斜角度等参数不作具体限定,具体应用中,可以根据实际情况对滑板3011参数作适应性调整,只要是能够满足使用要求的参数均属于本实用新型保护范围内。
52.另外,存储层301还包括设置于动力辊道3012远离滑板3011一端的电动推杆3013,通过伸长的电动推杆3013阻挡待入库产品,防止待入库产品由动力辊道3012的端部滑出,脱离存储层301,降低该自动入库出库存储系统的安全性;在需要出库时,使电动推杆3013缩回,位于动力辊道3012端部的待出库产品排出。
53.如图4所示,入库时,将肉类产品在分割车间进行分割,然后通过第一卡片和第一读码器配合进行rfid识别,第一读码器将读取到的产品信息传输给plc系统,通过plc系统判断是否为需要入库存储的肉类产品,如果不是需要入库存储的肉类产品,则剔除至一侧的人工工位,如果是需要入库存储的肉类产品,则进入入库流程,由plc系统分配存储货架300的层、列信息;然后第一提升机200伺服待机位,以便于接收第一输送线100输送的待入库产品,同时使第一提升机200的阻挡气缸升起,防止后续接收待入库产品时,待入库产品从第一提升机200上脱落,当第一提升机200到达待机位后,第一提升机200的不锈钢滚筒动
作,以接收待入库产品;当第一光电开关检测到待入库产品进入第一提升机200时,第一提升机200伺服移动至plc系统分配的层、列信息所对应的位置,同时第一提升机200的阻挡气缸下降,第一提升机200的不锈钢滚筒动作,以将待入库产品输送至存储货架300对应的层、列,待第一光电开关检测到待入库产品离开第一提升机200时,入库完成。
54.出库时,plc系统接收出库指令后,根据出库指令选择存储货架300上对应的层、列,然后生成移位指令,第二提升机400接收移位指令后伺服移动至对应的层、列,同时第二提升机400的阻挡气缸上升,防止接收的待出库产品在第二提升机400上的移动距离过长,由第二提升机400的端部脱落,然后,第二提升机400的不锈钢滚筒动作,以接收待出库产品;存储货架300上的电动推杆3013缩回,动力辊道3012动作,使位于存储货架300上的待出库产品自动排出至第二提升机400;当第二提升机400上的第二光电检测到待出库产品进入第二提升机400上后,第二提升机400伺服移动到出库位,同时,第二提升机400的阻挡气缸下降,第二提升机400的不锈钢滚筒动作,以便于将位于第二提升机400上的待出库产品输送至第二输送线500,待第二提升机400的第二光电开关检测到待出库产品离开第二提升机400后,则完成出库。
55.另外,出库时,若存储货架300上对应的层、列没有存储出库指令所指示的待出库产品时,plc系统控制第二提升机400自动切换到该类待出库产品所在的其他层、列,直至存储货架300上没有此种待出库产品,停止该类产品的出库操作,后续切换待出库产品类型后,继续进行出库操作。
56.需要说明的是,本实用新型所提供的自动入库出库存储系统能够但不仅限于肉类产品,还可以用于快递行业的分类存储、汽车行业的零部件存储或者超市商品的分类存储等领域,因此,本实用新型对该自动入库出库存储系统的应用领域不作限定。
57.本实用新型的说明书和权利要求书及上述附图中的术语“第一”和“第二”等是用于区别不同的对象,而不是用于描述特定的顺序。此外术语“包括”和“具有”以及他们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有设定于已列出的步骤或单元,而是可包括没有列出的步骤或单元。
58.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1