一种吹塑九脚托盘用摩擦扣和装填装置的制作方法
1.本实用新型属于托盘生产设备领域,尤其是一种吹塑九脚托盘用摩擦扣和装填装置。
背景技术:
2.吹塑九脚托盘作为物流行业常用的载货平台,具有高灵活性,是静态货物转变为动态货物的重要媒介。因为频繁转运的特殊使用需求,所以吹塑九脚托盘在投入使用前会在底部装填橡胶,用以减小吹塑九脚托盘与地面摩擦的损耗,并起到很好的防滑作用。
3.就现有技术而言,吹塑九脚托盘装填的橡胶多为柱状或环状结构,此类结构的橡胶方便装填,但在与地面挤压时,塑像形变的应力在装填边缘集中,导致使用寿命短,托盘在发生水平移动时,塑像与托盘的连接因不够紧密,会导致两者分离,造成托盘的倾斜;另外,现有的装填方法是通过人工利用皮锤逐个手动装填,劳动强度大、效率低,且装填质量参差不齐。
技术实现要素:
4.实用新型目的:提供一种吹塑九脚托盘用摩擦扣和装填装置,以解决现有技术存在的上述问题。
5.技术方案:一种吹塑九脚托盘用摩擦扣,包括,摩擦扣;所述摩擦扣由防脱半球、连接柱、摩擦半球组成,所述连接柱的上端连接有摩擦半球,所述摩擦半球与连接柱呈一体结构,所述连接柱的下端连接有防脱半球,所述防脱半球与连接柱呈一体结构,所述摩擦扣由橡胶材料制成。
6.一种吹塑九脚托盘用摩擦扣的装填装置,包括托盘放置平台、装填机构、驱动装置;所述托盘放置平台的上部安装有若干组装填机构,所述托盘放置平台的左侧设置有驱动装置,所述驱动装置通过管路与装填机构连接。
7.进一步的,所述装填机构由顶升件、传动件、内束弹簧、夹板、连杆、锥形传动块组成,所述传动件呈镂空的圆板状结构,所述传动件上端面的中部安装有连杆,所述连杆的数量为两个,两个所述连杆垂直设置,两个所述连杆的末端分别交接有夹板,所述夹板下部的外侧套装有内束弹簧,所述内束弹簧的下侧设置有锥形传动块,所述传动件的底部与顶升件连接,所述顶升件的数量为三个,中间所述顶升件的输出端与锥形传动块连接;装填机构通过锥形传动块的上下运动改变多个夹板上端的夹扣大小,能够对摩擦扣进行夹取,并改变防脱半球的形状。
8.进一步的,所述托盘放置平台由抬高支撑腿、放置板、定位壳组成,所述放置板的下端面安装有四个呈矩形分布的抬高支撑腿,所述放置板的上端面均匀安装有九个定位壳,所述定位壳呈锥台状空心结构,所述定位壳上端面的中部开设有孔;托盘放置平台能够为九角托盘提供装填摩擦扣的工位,并通过九个定位壳快速定位。
9.进一步的,所述驱动装置空气压缩机,所述驱动装置通过管路与顶升件连接;驱动
装置为装填机构夹取摩擦扣和装填摩擦扣提供动力,空气压缩机的工作形成具有规律的轰鸣声,方便工人识别装填进度。
10.进一步的,所述顶升件是由电磁阀控制的气动伸缩杆;顶升件由电磁阀控制,能更好的协调顶升、夹取和下拉的过程,具有高协调性。
11.有益效果:本实用新型将传统柱状或环状结构的橡胶优化为摩擦扣,摩擦扣通过摩擦半球缓解受重物压迫的应力,从而延长其使用寿命,通过防脱半球提高了摩擦扣抗击水平移动的能力,降低了其脱离托盘的可能,进而提高了托盘的平稳性;另外,本实用新型增设了装填机构,装填机构将传统人工锤击的装填方式优化为半自动装填,大大降低了劳动强度大、提高了装填效率,且保证了优良的装填质量。
附图说明
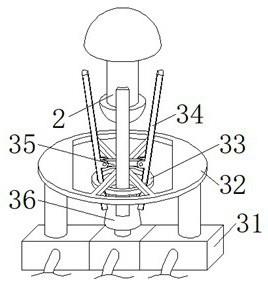
12.图1是本实用新型的结构示意图。
13.图2是本实用新型装填机构的结构示意图。
14.图3是本实用新型摩擦扣的结构示意图。
15.附图标记为:托盘放置平台 1、抬高支撑腿 11、放置板 12、定位壳 13、摩擦扣 2、防脱半球 21、连接柱 22、摩擦半球 23、装填机构 3、顶升件 31、传动件 32、内束弹簧 33、夹板 34、连杆 35、锥形传动块 36、驱动装置 4。
具体实施方式
16.在下文的描述中,给出了大量具体的细节以便提供对本发明更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本发明可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本发明发生混淆,对于本领域公知的一些技术特征未进行描述。
17.如图1、3所示,一种吹塑九脚托盘用摩擦扣,包括摩擦扣2,由橡胶材料制成的摩擦扣2由防脱半球21、连接柱22、摩擦半球23组成,其中,连接柱22的上端连接有摩擦半球23,连接柱22的下端连接有防脱半球21,防脱半球21、连接柱22、摩擦半球23呈一体结构。
18.如图1所示,一种吹塑九脚托盘用摩擦扣的装填装置,包括托盘放置平台1,安装在托盘放置平台1的多组装填机构3,以及设置在托盘放置平台1下侧的驱动装置4,其中,驱动装置4通过管路与装填机构3连接。
19.托盘放置平台1由抬高支撑腿11、放置板12、定位壳13共同组成,放置板12在其下端面焊接了四个呈矩形分布的抬高支撑腿11,放置板12在其上端面焊接了九个均匀分布的定位壳13,定位壳13呈锥台状空心结构,并在上端面开设了孔,用以装填机构3的伸出;托盘放置平台1为九角托盘提供装填摩擦扣2的工位,并通过九个定位壳13快速定位。
20.如图1-2所示,装填机构3由顶升件31、传动件32、内束弹簧33、夹板34、连杆35、锥形传动块36共同组成,呈镂空的圆板状结构的传动件32在其上端面安装了两个垂直设置的连杆35,两个连杆35的末端分别铰接了夹板34,夹板34下部的外侧套装有内束弹簧33,内束弹簧33的下侧设置有锥形传动块36,锥形传动块36的下端连接有顶升件31,顶升件31是由电磁阀控制的气动伸缩杆,一共有三个,剩余两个顶升件31的输出端连接在传动件32的下端面,三个传动件32通过管路连接在驱动装置4上,驱动装置4是空气压缩机;装填机构3通
过驱动装置4控制三个顶升件31,空气规律震动发出的声音能用来判断装填进度,方便工人做出工序判断,三个顶升件31分别控制锥形传动块36和传动件32,实现夹板34对摩擦扣2的夹持和装填。
21.本实用新型在使用时:首先将吹塑九角托盘倒扣到托盘放置平台1上,九个锥台状的定位壳13对其迅速定位;然后,驱动装置4将压缩空气供给到装填机构3,三个顶升件31将装填机构3抬高,夹板34的顶部穿过定位壳13上开的孔;然后由人工将优化后的摩擦扣2放到夹板34中间,放置时,防脱半球21朝下;然后,中部顶升件31驱动锥形传动块36向上运动,锥形传动块36的边缘挤压夹板34的底部,夹板34的中部绕连杆35的铰接端转动,夹板34的顶部内收,将摩擦扣2夹住,并使防脱半球21变形,此过程中内束弹簧33受力外扩;然后,三个顶升件31驱动装填机构3下降,摩擦扣2顶部的摩擦半球23与托盘接触,被装填到注塑九角托盘的底部通孔内;然后,中部顶升件31驱动锥形传动块36下移,在内束弹簧33的形变恢复下,夹板34上部外张,三个顶升件31共同下降,摩擦扣2顶部的摩擦半球23大于装填孔,阻挡了摩擦扣2继续下行,夹板34从托盘内抽出,装填过程结束。
22.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种等同变换,这些等同变换均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1