一种禽类足环电子标签的自动化生产设备的制作方法
1.本实用新型属于自动化生产设备领域,涉及一种禽类足环电子标签的自动化生产设备。
背景技术:
2.禽类足环电子标签是动物身份的重要标识,动物竞赛业、养殖业用户众多,养殖动物的数量也与日俱增,因动物防疫、竞赛等管理需要,电子标签的需求数量不断增加;为了保证动物养殖业精准管理、竞赛识别,动物电子标签是唯一的精准保证,现有的生产方式都是人工生产,效率低下,信息人工录入存储、标注失误多,导致管理漏洞,有失竞赛公平性,电子标签的产量和质量也一直无法满足动物竞赛业、动物养殖业的需求,实现动物电子标签自动化生产是必要出路。
技术实现要素:
3.基于以上需求本实用新型提供了一种动物电子标签的自动化生产设备,其主要目的在于克服现有技术条件下人工生产效率低下,使用中信息存储、标注不准确,电子标签的产量和质量一直无法满足动物竞赛、养殖业的需求,从而实现动物电子标签自动化生产和降低生产成本。
4.本实用新型解决其技术问题所采用的技术方案是:
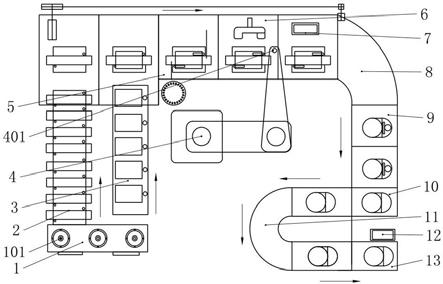
5.本实用新型提供的禽类足环电子标签的自动化生产设备,包括电器控制系统(1)、机器人自动装卸料装置(4)、芯片焊接装置(6)、履带传送装置(8)、标签组装装置(9)、自动灌封装置(10)、加温固化装置(11)、计数包装装置(13)和封装前后检测装置组成,
6.所述封装前后检测装置包括封装前检测装置(7)和封装后检测装置(12);
7.机器人自动装卸料装置(4)和履带传送装置(8)连接,
8.芯片焊接装置(6)设置在履带传送装置(8)上,履带传送装置(8)依次和标签组装装置(9)、自动灌封装置(10)、加温固化装置(11)、计数包装装置(13)连接;
9.封装前检测装置(7)设置在履带传送装置(8)上,并且位于芯片焊接装置(6)的后面,封装后检测装置(12)设置在加温固化装置(11)后面。
10.进一步的,机器人自动装卸料装置(4)是由一台或多台水平多关节机器人、垂直多关节机器人单独或组合而成,配有柔性机械手,并装有摄像头视觉抓取系统(401)。
11.具体的,机器人自动装卸料装置(4)是由一台或多台水平多关节机器人、垂直多关节机器人单独或组合而成,配有柔性机械手,并装有摄像头视觉抓取系统,可以准确抓取不规则元器件并按照一定顺序排列在工位或工件内,本工序结束后自动抓取排入下道工序,可在多道工序中共用一台或多台机器人,实现往复快速准确的循环作业。
12.进一步的,标签组装装置(9),标签内的标签组装装置也依靠摄像头视觉抓取系统(401),利用视觉系统对工件抓取进行定位、组装。
13.进一步的,芯片焊接装置(6)由固定芯片机构(5)、自动弯折线头机构(501)组成。
具体的,所述焊接装置(6)可以自动弯折线头、固定芯片位置,并自带纠偏装置可以消除工位与工件之间的位置差,实现准确定位、自动送焊丝并同时焊接一个或多个焊点。
14.具体的,所述标签组装装置配有组装视觉系统,利用视觉系统对工件抓取进行定位、组装,并配有芯片料盘输送机构、芯片定位机构。标签形状可以是圆环形、片形、方形等,视觉系统自动识别根据不同形状更换不同卡具和工序。
15.进一步的,自动灌封装置(10)其配有自动调节定量灌注机构、震动除泡装置,使产品灌注量均匀一致。具体的,所述自动灌封装置配有自动调节定量灌注机构、震动除泡机构,使产品灌注量均匀一致。加温固化装置采用uv光照射实现快速固化,电控封闭加温装置、干燥通风装置,利用履带传送装置实现工件液态进入固态出来,使用变频技术或机械控制调整出货速度。
16.进一步的,加温固化装置(11)采用uv光照射实现快速固化,电控封闭加温装置、干燥通风装置,利用履带传送装置实现工件液态进入固态出来,使用变频技术或机械控制调整出货速度。
17.进一步的,计数包装装置(13)会根据电子标签不同形状进行有规则排列,按照控制装置的指令进行排序、计数、分类自动装袋或装盘封口包装。
18.具体的,所述计数包装装置(13)会根据标签不同形状进行有规则排列,按照控制装置的指令进行排序、计数、分类自动装袋或装盘封口包装。传送装置由传动带、滚筒或传动链条、链轮和分度圆盘、伺服电机等组成,传动装置的传送带或链条和分度圆盘都排列设有多个卡具,每个定位卡具都单独定位,伺服电机提供可调、平稳、准确的动力,自始至终贯穿整个自动化生产设备,以提高供料、卸料、焊接和组装的精确度。
19.进一步的,履带传送装置(8)其由传动带(807)、滚筒(803)、传动链条(805)、链轮(804)和分度圆盘(802)、伺服电机(806)及感应线圈定位(2)、芯片定位(3)组成,传送装置的传动带(807)和分度圆盘(802)都排列设有多个卡具(801),每个定位卡具(801)都单独定位,伺服电机(806)提供可调、平稳、准确的动力,自始至终贯穿整个自动化生产设备,以提高供料、卸料、焊接和组装的精确度。
20.进一步的,履带传送装置(8)中设置感应线圈定位(2)和芯片定位(3),感应线圈定位(2)和芯片定位(3)与履带传送装置联动,负责定位并传送感应线圈和芯片进入下一步工序。
21.进一步的,电器控制系统(1)中设置报警器(101),电器控制系统(1)采用plc、单片机、触摸屏、视觉系统的方式控制,能够完成整个生产设备的高精度快速上料、焊接、卸料、测试及零件组装、灌封、固化、包装等一系列动作及逻辑控制,当出现故障或不合格产品时报警器(101)会报警或停机提示直至故障解除。
22.具体的,所述封装前后检测装置采用无接触、无损检测装置,并将封装后的检测数据自动采集上传,并存储在数据库内,检测到的不合格品自动归入废品箱。在以上检测工序中,若连续出现不合格检测结果达到设定的数值,设备则会自动启动报警提示对设备进行调试、检修。
23.本实用新型的整个流程是电器控制系统(1)控制整个自动化生产设备的电器及程序,机器人自动装卸料装置(4)依靠视觉系统401按照程序执行各工序间的物料换位、装配及传递,芯片和感应线圈进入履带传送装置(8)传送入芯片焊接装置(6)焊接完成后,进入
封装前检测装置(7)检测合格,由机器人自动装卸料装置(4)将芯片换位装入标签组装装置(9)与标签外壳组装成型,组装成型传送入自动灌封装置(10)进行标签灌封,再传送到加温固化装置(11)进行固化,再传送到封装后检测装置(12)检测合格后,最终传送入计数包装装置(13)进行打包存储。
24.本实用新型的有益效果是:集自动生产、自动检测、自动包装于一体化,自动化装配生产线是基于机械、电控、视觉等一体的高度自动化组装线,采用plc、单片机、触摸屏、机械手、伺服电机等方式控制,能够完成高精度快速上料、焊接、卸料、测试及零件组装、灌封、固化、包装等一系列动作,结构紧凑,占地面积小,生产速度快,节省人工成本,降低劳动强度。
附图说明
25.附图只是用来提供对本实用新型的进一步理解,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的任何限制。
26.附图1是本实用新型的一种动物电子标签的自动化生产设备运行示意图。
27.附图2是本实用新型的一种动物电子标签的自动化生产设备履带传送示意图。
28.图中,各个附图标记名称如下:
29.电器控制系统1、感应线圈定位2、芯片定位3机器人自动装卸料装置4、固定芯片机构5、芯片焊接装置6、封装前检测装置7、履带传送装置8、标签组装装置9、自动灌封装置10、加温固化装置11、封装后检测装置12、计数包装装置13。
30.报警器101、摄像头视觉抓取系统401、自动弯折线头机构501、传动带807、滚筒803、传动链条805、链轮804和分度圆盘802、伺服电机806、卡具801。
31.具体实施方式:
32.下面结合附图和实施例对本实用新型进一步说明。
33.实施例1
34.本实施例提供一种禽类足环电子标签的自动化生产设备,包括电器控制系统(1)、机器人自动装卸料装置(4)、芯片焊接装置(6)、履带传送装置(8)、标签组装装置(9)、自动灌封装置(10)、加温固化装置(11)、计数包装装置(13)和封装前后检测装置组成,
35.所述封装前后检测装置包括封装前检测装置(7)和封装后检测装置(12);
36.机器人自动装卸料装置(4)和履带传送装置(8)连接,
37.芯片焊接装置(6)设置在履带传送装置(8)上,履带传送装置(8)依次和标签组装装置(9)、自动灌封装置(10)、加温固化装置(11)、计数包装装置(13)连接;
38.封装前检测装置(7)设置在履带传送装置(8)上,并且位于芯片焊接装置(6)的后面,封装后检测装置(12)设置在加温固化装置(11)后面。
39.机器人自动装卸料装置(4)是由一台或多台水平多关节机器人、垂直多关节机器人单独或组合而成,配有柔性机械手,并装有摄像头视觉抓取系统(401)。
40.具体的,机器人自动装卸料装置(4)是由一台或多台水平多关节机器人、垂直多关节机器人单独或组合而成,配有柔性机械手,并装有摄像头视觉抓取系统,可以准确抓取不规则元器件并按照一定顺序排列在工位或工件内,本工序结束后自动抓取排入下道工序,可在多道工序中共用一台或多台机器人,实现往复快速准确的循环作业。
41.标签组装装置(9),标签内的标签组装装置也依靠摄像头视觉抓取系统(401),利用视觉系统对工件抓取进行定位、组装。
42.具体的,所述标签组装装置配有组装视觉系统,利用视觉系统对工件抓取进行定位、组装,并配有芯片料盘输送机构、芯片定位机构。标签形状可以是圆环形、片形、方形等,视觉系统自动识别根据不同形状更换不同卡具和工序。
43.芯片焊接装置(6)由固定芯片机构(5)、自动弯折线头机构(501)组成。具体的,所述焊接装置(6)可以自动弯折线头、固定芯片位置,并自带纠偏装置可以消除工位与工件之间的位置差,实现准确定位、自动送焊丝并同时焊接一个或多个焊点。
44.自动灌封装置(10)其配有自动调节定量灌注机构、震动除泡装置,使产品灌注量均匀一致。具体的,所述自动灌封装置配有自动调节定量灌注机构、震动除泡机构,使产品灌注量均匀一致。加温固化装置采用uv光照射实现快速固化,电控封闭加温装置、干燥通风装置,利用履带传送装置实现工件液态进入固态出来,使用变频技术或机械控制调整出货速度。
45.加温固化装置(11)采用uv光照射实现快速固化,电控封闭加温装置、干燥通风装置,利用履带传送装置实现工件液态进入固态出来,使用变频技术或机械控制调整出货速度。
46.计数包装装置(13)会根据电子标签不同形状进行有规则排列,按照控制装置的指令进行排序、计数、分类自动装袋或装盘封口包装。
47.具体的,所述计数包装装置(13)会根据标签不同形状进行有规则排列,按照控制装置的指令进行排序、计数、分类自动装袋或装盘封口包装。传送装置由传动带、滚筒或传动链条、链轮和分度圆盘、伺服电机等组成,传动装置的传送带或链条和分度圆盘都排列设有多个卡具,每个定位卡具都单独定位,伺服电机提供可调、平稳、准确的动力,自始至终贯穿整个自动化生产设备,以提高供料、卸料、焊接和组装的精确度。
48.履带传送装置(8)其由传动带(807)、滚筒(803)、传动链条(805)、链轮(804)和分度圆盘(802)、伺服电机(806)及感应线圈定位(2)、芯片定位(3)组成,传送装置的传动带(807)和分度圆盘(802)都排列设有多个卡具(801),每个定位卡具(801)都单独定位,伺服电机(806)提供可调、平稳、准确的动力,自始至终贯穿整个自动化生产设备,以提高供料、卸料、焊接和组装的精确度。
49.履带传送装置(8)中设置感应线圈定位(2)和芯片定位(3),感应线圈定位(2)和芯片定位(3)与履带传送装置联动,负责定位并传送感应线圈和芯片进入下一步工序。
50.电器控制系统(1)中设置报警器(101),电器控制系统(1)采用plc、单片机、触摸屏、视觉系统的方式控制,能够完成整个生产设备的高精度快速上料、焊接、卸料、测试及零件组装、灌封、固化、包装等一系列动作及逻辑控制,当出现故障或不合格产品时报警器(101)会报警或停机提示直至故障解除。
51.具体的,所述封装前后检测装置采用无接触、无损检测装置,并将封装后的检测数据自动采集上传,并存储在数据库内,检测到的不合格品自动归入废品箱。在以上检测工序中,若连续出现不合格检测结果达到设定的数值,设备则会自动启动报警提示对设备进行调试、检修。
52.以上为本实用新型较佳的实施方式之一,本实用新型所属领域的技术人员还能够
对上述实施方式进行变更和修改,因此本实用新型并不局限于上述的具体实施方式,凡是本领域技术人员,在本实用新型的基础上所作的任何改进、替换或变型均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1