精雕机自动化托盘式上料系统的制作方法
1.本实用新型涉及精雕机自动化设备领域,尤其涉及一种精雕机自动化托盘式上料领域。
背景技术:
2.近几年,随着我国3c行业的快速发展和人力成本的增加,用户对数控雕刻机自动化的程度要求也越来越高,用机械手代替人工对数控雕刻机上下料已经成为趋势。如今精雕机自动化生产主要以一个机械手、一台精雕机和一条流水线的方式,虽取代了以往的人工操作,也大大的提升了以往精雕机的工作效率,但是工件在运输过程中容易刮花甚至碰撞开裂损坏工件。
3.当前现状存在的技术问题:工件在运输过程中容易损伤,造成不必要的损失。
技术实现要素:
4.本实用新型实施例所要解决的技术问题在于,是提出一种精雕机自动化托盘式上料系统,旨在解决现有一种精雕机自动化托盘式上料系统技术中对玻璃工件运输过程容易损伤的问题,提出改用将玻璃工件装载在料盘内的进行自动化上料的方式,减少工件的损伤,从而提高了加工成品率,同时方便了工作人员对工件的摆放,降低工作人员的劳动强度。
5.为解决上述技术题,本实用新型实施例提出了一种精雕机自动化托盘式上料系统,包括传送带,该传送带上设有多个料盘定位装置。该系统还包括与传送带相连的摆板机,所述摆板机包括料盘传送带,按料盘传送带从前往后依次还设有的分料盘装置和出料盘装置;
6.所述料盘传送带包括:料盘传送带a、料盘传送带b以及驱动所述料盘传送带a与所述料盘传送带b运动的驱动装置;所述料盘传送带a和所述料盘传送带b相互平行且间隔预设距离;
7.所述分料盘装置包括料盘挡板组件a、托料盘组件和分料夹组件;所述料盘挡板组件a设置在所述料盘传送带的预设位置上,所述料盘挡板组件a由多个料盘挡板组成,用于筛选料盘及料盘定位;所述托料盘组件位于所述料盘挡板组件a的下方,所述托料盘组件包括顶料气缸和设置在顶料气缸的活塞杆上的顶料平台;在所述料盘传送带两侧的上方均设有分料夹组件;所述分料夹组件包括朝内侧推动的分料夹气缸和设置在分料夹气缸的活塞杆上的衔接板,所述衔接板上设有分料气缸和分拨片a,所述分料气缸的活塞杆上设有与所述分拨片a平行的分拨片b;
8.所述出料盘装置包括挡料组件和出料盘组件;所述挡料组件位于料盘传送带a和料盘传送带b之间,所述挡料组件包括挡料气缸和设置在挡料气缸的活塞杆上的挡料板;在所述挡料气缸前面对应设有所述出料盘组件;所述出料盘组件包括出料气缸、设置在出料气缸的活塞杆上的定位板,在所述定位板的两侧对应设有送料传送带,所述送料传送带上
表面高于所述定位板。
9.优选地,所述料盘挡板与料盘传送带连接的一端切有槽口,槽口高度大于料盘高度,用于筛选料盘。
10.优选地,所述出料盘装置还包括气缸固定座,出料气缸设于固定座上,固定座上设有导柱,台上对应设有导向孔,导柱顶端穿过导向孔。
11.优选地,所述分料盘装置和料盘定位装置均设有对应的对射感应器。
12.本实用新型实施例通过提出一种精雕机自动化托盘式上料系统,同时设置分料盘装置和出料盘装置,以此实现利用将玻璃工件装载在料盘中进行上料来保护工件,避免玻璃工件在运输过程中受到一系列不确定因素的破坏。同时利用料盘挡板组件进行对工件摆放的定位、输送和筛选料盘的功能,方便了工作人员的摆放,也防止堆叠的载料料盘输送到传送带而无法区分加工造成损失,降低了工作人员的工作强度和失误率。
附图说明
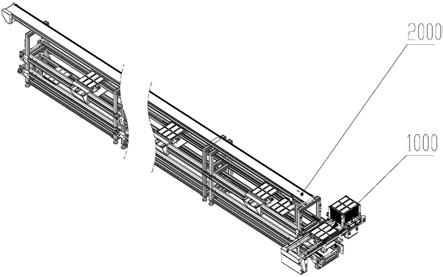
13.图1为本实用新型实施例中精雕机自动化托盘式上料系统的整体结构示意图。
14.图2为本实用新型实施例中精雕机自动化托盘式上料系统的摆板机结构示意图。
15.图3为本实用新型实施例中精雕机自动化托盘式上料系统的传送带的结构示意图。
16.图4为本实用新型实施例中精雕机自动化托盘式上料系统的摆板机的分料盘装置的结构示意图。
17.图5为本实用新型实施例中精雕机自动化托盘式上料系统的摆板机的出料盘装置的结构示意图。
18.图6为本实用新型实施例中精雕机自动化托盘式上料系统的摆板机的出料盘装置的顶料气缸装置的结构示意图。
19.图7为本实用新型实施例中精雕机自动化托盘式上料系统的摆板机的料盘传送带的结构示意图。
具体实施方式
20.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互结合,下面结合附图和具体实施例对本实用新型作进一步详细说明。
21.本实用新型实施例中若有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
22.另外,在本实用新型中若涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
23.下面将详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制,基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所
获得的所有其他实施例,都属于本实用新型保护的范围。
24.实施例一,本实用新型提出一种精雕机自动化上下料系统,如图1所示一种精雕机自动化托盘式上料系统,包括传送带2000,该传送带上设有多个料盘定位装置2210,该系统还包括与传送带2000相连的摆板机1000,摆板机1000包括料盘传送带1100,按料盘传送带1100从前往后依次还设有的分料盘装置1200和出料盘装置1300;
25.料盘传送带1100包括:料盘传送带a1110、料盘传送带b1120以及驱动料盘传送带a与料盘传送带b运动的驱动装置1130;料盘传送带a1110和料盘传送带b1120相互平行且间隔预设距离;
26.分料盘装置1200包括:料盘挡板组件a1210、托料盘组件1220和分料夹组件1230;料盘挡板组件a1210设置在料盘传送带1100的预设位置上,用于筛选料盘及料盘定位;托料盘组件1220位于料盘挡板组件a1210的下方,托料盘组件1220包括顶料气缸1221和设置在对应活塞杆1222上的顶料平台1223;在料盘传送带1100两侧的上方均设有分料夹组件1230;分料夹组件1230包括朝内侧推动的分料夹气缸1231和设置在分料夹气缸1231的活塞杆1232上的衔接板1233,衔接板1233上设有分料气缸1236和分拨片a1234,分料气缸1236的活塞杆上设有与分拨片a1234平行的分拨片b1235;
27.出料盘装置1300包括挡料组件1310和出料盘组件1320;挡料组件1310位于料盘传送带a1110和料盘传送带b1120之间,挡料组件1310包括挡料气缸1311和设置在挡料气缸1311的活塞杆1312上的挡料板1313;在挡料气缸1311前面对应设有出料盘组件1320;出料盘组件1320包括:出料气缸1321、设置在出料气缸1321的活塞杆1322上的定位板1323,在定位板1323的两侧对应设有送料传送带1330,送料传送带1330上表面高于定位板1323。
28.实施例二,料盘挡板组件1210与连接杆1140连接的一端切有槽口,槽口高度大于料盘高度,当分料盘装置1230的分拨片a1234和分拨片b1235分离,驱使料盘脱离顶料平台1223,顶料气缸1221驱动顶料平台1223下降,将物件输送到料盘传送带1110上,随料盘传送带1110传送方向通过料盘挡板组件1210的槽口抵达出料盘装置1300。槽口只能通过一片料盘,为分料盘装置分料结果进行确认,避免因堆叠的料盘工件,造成不必要的损坏,间接提高了加工的成品率。
29.实施例三,出料盘装置1300还包括气缸固定座,出料气缸设于固定座上,固定座上竖设有导柱,台上对应设有导向孔,导柱顶端穿过导向孔。所设导柱均衡了顶料平台的受力方向,降低了活塞杆的压力载荷,提高了出料盘装置的使用寿命。
30.实施例四,分料盘装置1200、出料盘装置1300和料盘定位装置1400对应设有对射感应器。当工件经过对射感应器时,对射感应器向出信号在设定的时间后驱动对应的下一步工序,完成精雕机加工的自动化。
31.上述仅为本实用新型的部分或优选实施例,无论是文字还是附图都不能因此限制本实用新型保护的范围,凡是在与本实用新型一个整体的构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1