一种糕粉包装称重一体装置的制作方法
1.本实用新型属于糕粉包装设备技术领域,具体是指一种糕粉包装称重一体装置。
背景技术:
2.糕粉,又名潮州粉,是一种加工粉,主要由糯米粉炒熟后磨成的细粉。粉粒松散,一般呈洁白色,吸水力大,遇水即黏连。在制品中呈现软滑带黏状,多应用於广东式点心、月饼和水糕皮等。糕粉的工序历经浸泡、砂磨粉碎、过筛、压滤、破碎、烘干和包装成品等工序,其中包装工序需要控制单个包装中糕粉的量,常见的做法是包装完成后称重,将不合格的产品返工,这种做法不仅效率低下,还容易造成资源浪费。
技术实现要素:
3.为了解决上述现有技术中存在的效率低下和资源浪费的问题,本实用新型提出一种糕粉包装称重一体装置。
4.为解决上述技术问题,本实用新型采取的技术方案如下:一种糕粉包装称重一体装置,包括外壳、进料斗、糕粉进料阀门、称重计量装置、压力传感器和热封边装置;所述进料斗设于所述外壳上方,所述进料斗底部连接有所述糕粉进料阀门,所述称重计量装置包括称重容器和称重托板,所述称重托板安装在所述外壳的顶部,所述称重容器放置在所述称重托板上,所述称重托板上均匀设有若干压力传感器,所述称重容器底部连接有所述糕粉进料阀门;
5.所述热封边装置设置于所述称重容器下方,所述热封边装置包括若干封边加热条,所述封边加热条由电控气缸推动。
6.进一步地,所述一种糕粉包装称重一体装置还包括进膜装置,所述进膜装置包括进膜滚轴,两个相邻的所述进膜滚轴为一组,所述进膜装置包括两组所述进膜滚轴,分别设置于所述称重容器两侧下方位置,所述进膜滚轴由滚轴电机驱动,所述进膜滚轴用于将包装袋膜拉进所述热封边装置。所述述进膜装置不断将包装袋膜拉进所述热封边装置,效率较高。
7.进一步地,所述进膜装置还包括卷筒支架,所述卷筒支架安装在所述外壳上,所述卷筒支架用于放置成卷的包装袋膜。就近设置所述卷筒支架安放包装袋膜卷筒,减少所述进膜滚轴拖动包装袋膜所需的力。
8.进一步地,所述一种糕粉包装称重一体装置还包括切割装置,所述切割装置包括刀片和刀槽挡板,所述刀槽挡板上设有刀槽。所述切割装置可将已装好糕粉且热封的包装袋切下,方便后续装箱。
9.进一步地,相对设置的两个所述封边加热条为一组,所述热封边装置包括纵向设置的两组所述封边加热条和横向设置的一组所述封边加热条。一组相对设置的所述封边加热条可将两层包装袋膜压紧封边,设置上述三组封边加热条,可快速封边使包装袋成型。
10.进一步地,所述一种糕粉包装称重一体装置还包括单片机,通过所述单片机控制
所述糕粉进料阀门、所述滚轴电机,所述封边加热条和所述电控气缸。采用所述单片机,可灵活控制各部件的运行,提高整体生产效率。
11.进一步地,所述进膜滚轴上包裹有弹性摩擦材料。提高所述进膜滚轴的摩擦力,防止因摩擦力不足而拉不动包装袋膜的情况出现。
12.进一步地,所述称重容器的顶部设有挡沿,所述挡沿压在所述压力传感器上。所述挡沿压住所述压力传感器,方便测糕粉重量同时支撑起所述称重容器。
13.本实用新型的一种糕粉包装称重一体装置有益效果如下:提高效率,糕粉包装和称重一次完成,节省人工称重的工序;节省成本,设备具有包装称重一体功能,无需人工进行称重,降低人工费用;减少浪费,准确称重后再进行包装,提高产品合格率,节省返工浪费的材料和用电。
附图说明
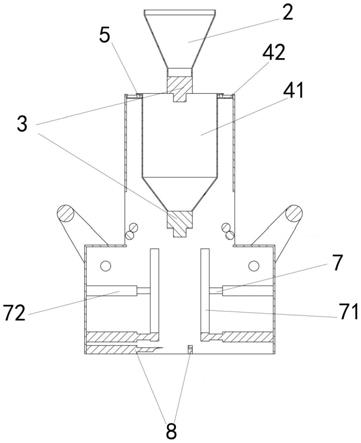
14.图1为本实用新型一种糕粉包装称重一体装置的剖视图;
15.图2为本实用新型一种糕粉包装称重一体装置的结构示意图一;
16.图3为本实用新型一种糕粉包装称重一体装置的结构示意图二;
17.图4为本实用新型一种糕粉包装称重一体装置的称重容器的结构示意图;
18.图5为本实用新型一种糕粉包装称重一体装置的称重托板的结构示意图;
19.其中,1、外壳,2、进料斗,3、糕粉进料阀门,4、称重计量装置,41、称重容器,411、挡沿,42、称重托板,5、压力传感器,6、进膜装置,61、进膜滚轴,611、滚轴电机,62、卷筒支架,7、热封边装置,71、封边加热条,72、电控气缸,8、切割装置,81、刀片,82、刀槽挡板,821、刀槽,9、单片机。
具体实施方式
20.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.如图1-5所示,本实用新型为一种糕粉包装称重一体装置,包括外壳1、进料斗2、糕粉进料阀门3、称重计量装置4、压力传感器5和热封边装置7;所述进料斗2设于所述外壳1上方,所述进料斗2底部连接有所述糕粉进料阀门3,所述称重计量装置4包括称重容器41和称重托板42,所述称重托板42安装在所述外壳1的顶部,所述称重容器41放置在所述称重托板42上,所述称重托板42上均匀设有若干压力传感器5,所述称重容器41底部连接有所述糕粉进料阀门3;
22.所述热封边装置7设置于所述称重容器41下方,所述热封边装置7包括若干封边加热条71,所述封边加热条71由电控气缸72推动。
23.相对设置的两个所述封边加热条71将两层包装袋膜夹紧加热,可将包装袋膜封边。
24.进一步地,所述一种糕粉包装称重一体装置还包括进膜装置6,所述进膜装置6包括进膜滚轴61,两个相邻的所述进膜滚轴61为一组,所述进膜装置6包括两组所述进膜滚轴
61,分别设置于所述称重容器41两侧下方位置,所述进膜滚轴61由滚轴电机611驱动,所述进膜滚轴61用于将包装袋膜拉进所述热封边装置7。所述述进膜装置6不断将包装袋膜拉进所述热封边装置7,效率较高。
25.进一步地,所述进膜装置6还包括卷筒支架62,所述卷筒支架62安装在所述外壳1上,所述卷筒支架62用于放置成卷的包装袋膜。就近设置所述卷筒支架62安放包装袋膜卷筒,减少所述进膜滚轴61拖动包装袋膜所需的力。
26.进一步地,所述一种糕粉包装称重一体装置还包括切割装置8,所述切割装置8包括刀片81和刀槽挡板82,所述刀槽挡板82上设有刀槽821。所述切割装置8可将已装好糕粉且热封的包装袋切下,方便后续装箱。
27.进一步地,相对设置的两个所述封边加热条71为一组,所述热封边装置7包括纵向设置的两组所述封边加热条71和横向设置的一组所述封边加热条71。一组相对设置的所述封边加热条71可将两层包装袋膜压紧封边,设置上述三组封边加热条71,可快速封边使包装袋成型。
28.进一步地,所述一种糕粉包装称重一体装置还包括单片机9,通过所述单片机9控制所述糕粉进料阀门3、所述滚轴电机611,所述封边加热条71和所述电控气缸72。采用所述单片机9,可灵活控制各部件的运行,提高整体生产效率。
29.所述单片机9为市面上可买到的常见型号,如at89c52和atmega16。
30.进一步地,所述进膜滚轴61上包裹有弹性摩擦材料。提高所述进膜滚轴61的摩擦力,防止因摩擦力不足而拉不动包装袋膜的情况出现。
31.进一步地,所述称重容器41的顶部设有挡沿411,所述挡沿411压在所述压力传感器5上。所述挡沿411压住所述压力传感器5,方便测糕粉重量同时支撑起所述称重容器41。
32.具体使用时步骤为:使用所述单片机9控制所述滚轴电机611,驱动所述进膜滚轴61转动,将两个所述卷筒支架62上的包装膜拉出,送进所述热封边装置7,再控制所述进膜滚轴61停止转动;
33.所述热封边装置7的所述封边加热条71被所述电控气缸72推动,将两层包装袋膜的两边和底边夹紧封边后又被收回,此时经过热封的三边构成一个顶边未封口的包装袋;
34.糕粉落进所述进料斗2,所述单片机9控制所述糕粉进料阀门3打开,糕粉落进所述称重容器41,所述挡沿411压迫所述压力传感器5,所述压力传感器5检测所述称重容器41内糕粉的重量,当糕粉重量达到要求,所述单片机9关闭所述进料斗2底部连接的所述糕粉进料阀门3,开启所述称重容器41底部连接的所述糕粉进料阀门3,糕粉落进热封成型的包装袋里,糕粉全装进包装袋后,所述单片机9控制所述进膜滚轴61继续转动,横向设置的一组所述封边加热条71对包装袋的顶边进行夹紧封边,所述单片机9控制所述电控气缸72推出所述刀片81,所述刀片81插入所述刀槽挡板82上的所述刀槽821,将包装袋从连接着的包装袋膜上切落,所述刀片81复位,重复上述操作,便可不断生产重量一致的袋装糕粉。
35.本实用新型的一种糕粉包装称重一体装置有益效果如下:提高效率,糕粉包装和称重一次完成,节省人工称重的工序;节省成本,设备具有包装称重一体功能,无需人工进行称重,降低人工费用;减少浪费,准确称重后再进行包装,提高产品合格率,节省返工浪费的材料和用电。
36.以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示
的也只是本实用新型的实施方式之一,实际的结构并不局限于此,总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1