1.本实用新型涉及裁切分料领域,具体涉及一种用于分料的裁切模块。
背景技术:2.随着科学技术的发展,在工业生产加工中越来越多的需要裁切分料。目前,广泛应用于工业生产加工中裁切分料方式有人工分料和自动化裁切。人工分料耗时耗力,生产加工效率低,难以满足大规模的生产需求;自动化裁切需要使用到自动裁切设备,传统的裁切设备体积庞大,结构复杂,价格昂贵,无形中增加了裁切分料的加工成本。
技术实现要素:3.为解决现有技术存在的不足,本实用新型提供了一种用于分料的裁切模块。
4.一种用于分料的裁切模块,包括:支架、上转轴、下转轴、上封刀、下封刀、连接块、弹簧和旋钮;所述上转轴和下转轴平行设置在所述支架上,所述上封刀设置在所述上转轴上,所述下封刀设置在所述下转轴上;所述旋钮设置在所述连接块上,所述旋钮与支架螺纹连接;所述弹簧设置在所述连接块与上封刀之间。
5.优选的,所述上封刀和下封刀的刀口均设置为锯齿状。
6.优选的,所述下封刀的刀口内设置有加热块。
7.优选的,还包括连接座,所述连接座与支架滑动连接,所述连接座连接在所述弹簧上,所述上转轴插入所述连接座内。
8.优选的,还包括轴承,所述轴承分别套设在所述上转轴和下转轴上,所述上转轴和下转轴通过所述轴承与支架连接。
9.优选的,还包括驱动单元,所述驱动单元包括电机,通过所述电机驱动所述上转轴和下转轴转动。
10.优选的,所述驱动单元还包括主动轮和从动轮,所述主动轮连接在所述下转轴上,所述从动轮连接在所述上转轴上,所述从动轮和主动轮啮合连接,所述电机连接在所述下转轴上。
11.优选的,所述上转轴上设置有两个上封刀,且两个上封刀位于同一平面上。
12.优选的,所述下转轴上设置有两个下封刀,且两个下封刀位于同一平面上。
13.由于上述技术方案的运用,本实用新型与现有技术相比具有下列有益效果:
14.提供了一种用于分料的裁切模块,在驱动单元带动上封刀和下封刀转动的过程中,产品经过上封刀和下封刀之间,通过上封刀和下封刀的接触实现对产品的裁切功能,该裁切模块结构简单,体积小,可以满足大规模的生产加工需求。
附图说明
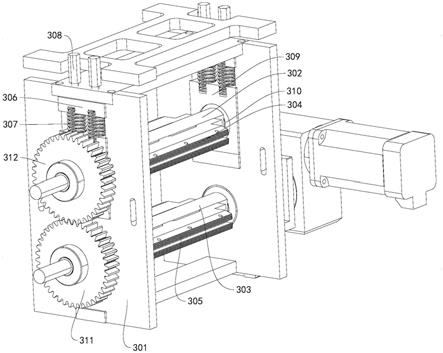
15.图1是本实用新型一种用于分料的裁切模块的结构示意图。
16.图2是本实用新型一种用于分料的裁切模块应用于说明书自动包装装置的结构示
意图。
17.图3是说明书自动包装装置另一角度的结构示意图。
18.图4是说明书自动包装装置中上料模块的结构示意图。
19.图5是说明书自动包装装置中压合模块的结构示意图。
20.附图标记说明:
21.1、上料模块;11、第一上料单元;111、前端输送带;112、限位板;113、档条;12、第二上料单元;121、卷膜轴;122、导向滚筒;13、成袋盒;
22.2、压合模块;21、压合单元;2111、压合轴一;2112、压合轴二;212、压合轮;213、伞齿轮;214、拉簧;22、熔融单元;221、加热板;23、定型单元;24、工作台;241、传输带;
23.3、裁切模块;301、支架;302、上转轴;303、下转轴;304、上封刀;305、下封刀;306、连接块;307、弹簧;308、旋钮;309、连接座;310、轴承;311、主动轮;312、从动轮;
24.4、料模块;41、传送带;42、出料刷。
具体实施方式
25.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
26.参阅附图,一种说明书自动包装装置,包括:上料模块1、压合模块2、裁切模块3和下料模块4。
27.上料模块1包括,第一上料单元11用于产品的上料,第二上料单元12用于包装膜的上料,产品经过第一上料单元11后位于经过第二上料单元12的包装膜上。
28.需要说明的是,本实用新型中的包装膜需要是可热封的材料,例如opp膜、pt膜、pvc膜、pe膜、纸膜、铝膜等,包装膜的厚度可以设置为0.02mm~0.07mm。包装膜的宽度可以设置为产品的宽度与高度之和的两倍再加上30mm。
29.第一上料单元11包括前端输送带111,前端输送带111设置在压合模块2的进料端,产品通过前端输送带111输送到压合模块2的进料端。第一上料单元11还包括挡条,挡条设置在前端输送带111上,档条113的材质可使用pvc材质或橡胶材质。放置在前端输送带111上产品通过档条113隔开,避免多个产品同时进入压合模块2,从而避免成品后的一个包装袋内有多个产品。
30.为了规整产品的排列方向,第一上料单元11还包括限位板112,限位板112位于前端输送带111的两侧。产品位于限位板112之间,通过限位板112的限位作用,使得进入压合模块2的产品为同一方向,防止产品在前端输送带111左右偏移。
31.第二上料单元12包括卷膜轴121和导向滚筒122,导向滚筒122设置在卷膜轴121与压合模块2之间。包装膜缠绕在卷膜轴121上,包装膜的自由端经过导向滚筒122位于压合模块2内。导向滚筒122包括至少两个导向辊,且导向辊与卷膜轴121平行设置,通过导向辊在包装膜前进的过程中起到导向作用,使其一直处于拉伸状态,避免其发生褶皱或翻转等现象。
32.由于包装膜的原材料为一整卷,为了便于其放料,第二上料单元12还包括马达,卷膜轴121连接在马达上,马达驱动卷膜轴121转动。在卷膜轴121转动的过程中,是的包装膜
能够轻松地放料,避免包装膜被扯断。
33.该上料模块1还包括成袋盒13,第一上料单元11和第二上料单元12位于成袋盒13的同一侧。成袋盒13设置在第一上料单元11与压合模块2之间,成袋盒13为包装膜与产品结合处。成袋盒13包括底板和侧壁,侧壁设置在底板的两侧。包装膜铺在底板上,当产品在前端输送带111的作用下被输送到底板上时,产品位于包装膜上方。
34.为了便于包装膜更好地包装产品,侧壁之间的距离与侧壁的高度的两倍之和小于包装膜的宽度,这样包装膜是可以搭设在侧壁上的。侧壁靠近第一上料单元11的一面可以设置为斜面,防止包装膜在前进过程中碰到侧壁的边角被蹭破。
35.压合模块2包括压合单元21和熔融单元22,压合单元21和熔融单元22位于上料模块1的一侧,放置有产品的包装膜依次经过压合单元21和熔融单元22进行熔合。压合模块2还包括工作台24,工作台24上设置有传输带241。压合单元21和熔融单元22设置在工作台24的上方,工作台24上设置有中端输送带。压合单元21和熔融单元22与工作台24之间设置有间隙,该间隙用于产品从中通过。
36.压合单元21包括压合轴一2111和压合轴二2112,压合轴一2111与压合轴二2112竖直设置,使得该压合模块2可以实现在竖直方向上的压合功能。压合轴一2111和压合轴二2112的自由端设置有压合轮212,两个压合轮212与压合轴一2111和压合轴二2112均为固定连接。两个压合轮212抵接,包装膜在两个压合轮212之间穿过,通过两个压合轮212对包装膜进行压合。
37.压合轴一2111与驱动件连接,驱动件驱动压合轴一2111转动,驱动件可以选用常规技术中的电机。也就是设置在压合轴一2111上的压合轮212为主动件,设置在压合轴二2112上的压合轮212为从动件,压合轴一2111上的压合轮212在驱动件的作用下转动,压合轴二2112上的压合轮212通过两个压合轮212之间的摩擦力实现转动。
38.为了有效保证两个压合轮212之间的摩擦力,压合单元21还包括拉簧214,拉簧214设置在压合轴一2111与压合轴二2112之间。通过拉簧214限制压合轴一2111与压合轴二2112之间的距离,从而有效保证两个压合轮212之间压紧力度,避免其过紧或过松影响对包装膜的压合效果。
39.压合单元21还包括两个伞齿轮213,一个伞齿轮213套设在压合轴一2111上,另一个伞齿轮213连接在驱动件上,两个伞齿轮213啮合连接。通过伞齿轮213之间的连接,可以改变转动方向,便于驱动件在水平位置上的安装,提高稳定性。
40.熔融单元22包括两个加热板221,且两个加热板221位于同一平面上,压合后的包装膜从两个加热板221之间穿过。加热板221采用铜块连接导线制成。经过压合单元21后的包装膜在经过熔融单元22时,两个加热板221对包装膜宽度方向的两侧进行加热热封,使其固定连接,从而实现在包装膜长度方向上的热封包装。
41.两个加热板221相对的面设置为平面,可以有效提高热封效果,避免在热风过程中出现鼓包或皱褶等问题。
42.为了提高包装效果,压合模块2还包括定型单元23,定型单元23设置在熔融单元22与裁切模块3之间,即熔融单元22位于压合单元21与定型单元23之间,定型单元23设置在熔融单元22的出料端。定型单元23的结构可以设置为与压合单元21相同的结构,通过定型单元23的压合轮212对热封后的包装膜再次进行压合,避免包装开口处出现鼓包等问题。
43.裁切模块3用于将熔合后的包装膜进行裁切分离。裁切模块3包括支架301、上转轴302、下转轴303、上封刀304、下封刀305、连接块306、弹簧307和旋钮308。上转轴302和下转轴303平行设置在支架301上,上封刀304设置在上转轴302上,下封刀305设置在下转轴303上。下封刀305的刀口内设置有加热块。
44.为了提高切断效果,上封刀304和下封刀305的刀口均设置为锯齿状,在转动的过程中上封刀304和下封刀305的啮合能够更好的实现切断功能。
45.上转轴302上设置有两个上封刀304,且两个上封刀304位于同一平面上。下转轴303上设置有两个下封刀305,且两个下封刀305位于同一平面上。这样的设置可以提高裁切模块3的切断效率,上转轴302和下转轴303每转180
°
可以进行一次包装膜的切断操作。
46.产品和包装膜从上转轴302和下转轴303之间经过,当上封刀304和下封刀305接触时将包装膜切断,在切断的同时下封刀305内的加热块对包装膜加热热封,使其固定连接,实现在包装膜宽度方向上的热封包装并切断,从而完成产品的整个单独包装。
47.旋钮308设置在连接块306上,旋钮308与支架301螺纹连接。弹簧307设置在连接块306与上封刀304之间,通过该弹簧307微调上封刀304与下封刀305之间的距离,确保上封刀304与下封刀305之间的嵌合度松紧,有效保证上封刀304与下封刀305能够充分切断包装膜。
48.该裁切模块3还包括连接座309,连接座309与支架301滑动连接,连接座309连接在弹簧307上,上转轴302插入连接座309内。该裁切模块3还包括轴承310,轴承310分别套设在上转轴302和下转轴303上,上转轴302和下转轴303通过轴承310与支架301连接,通过轴承310的设置使得上转轴302和下转轴303能够更好地实现转动。
49.该裁切模块3还包括驱动单元,驱动单元包括电机,通过电机驱动上转轴302和下转轴303转动。驱动单元还包括主动轮311和从动轮312,主动轮311连接在下转轴303上,从动轮312连接在上转轴302上,从动轮312和主动轮311啮合连接,电机连接在下转轴303上。
50.下料模块4设置在裁切模块3的出料端。下料模块4包括传送带41和出料刷42,传送带41设置在裁切模块3的出料端,出料刷42设置在传送带41的上方,通过出料刷42对包装后的产品进行滚压,使得出料成品平整。
51.为了出料刷42在滚压产品的过程中损坏包装膜影响包装效果,出料刷42上套设有保护套,保护套的材质为橡胶或尼龙。
52.在实际使用过程中,包装膜料卷安装于卷膜轴121上,前端输送带111自动将待包装产品输送到成袋盒13位置,产品位于包装膜中,然后经过压合加热成型,被输送至裁切模块3的封切刀处热合横封并切断,最后由传送带41输出成品。
53.具体地,将包装膜料卷安装在卷膜轴121上,使包装膜料卷处于卷膜轴121的中间位置。将包装膜料卷安装在卷膜轴121上,通过导向滚筒122将包装膜牵引并拉直,使得包装膜撑开成型,并由导向滚筒122根据节拍放料。包装膜经过成袋盒13,由压合轮212夹住,再经过熔融单元22加热将包装膜料带端面纵封加热,加热后由定型单元23同步进行压紧粘合两片料带。
54.纵封后,由中端输送带继续向将产品和包装膜传送到达上封刀304与下封刀305之间。电机经过减速器减速输出动力带动下转轴303转动,由于从动轮312与主动轮311的啮合传动带动上转轴302同步转动。在转动的过程中,上封刀304与下封刀305接触实现分切功能
分切后的产品和包装膜由传送带41继续传送。经出料刷42滚压整理后出料。
55.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。