一种包装机的烟包底部检测系统的制作方法
1.本技术涉及卷烟生产技术领域,更具体地,涉及一种包装机的烟包底部检测系统。
背景技术:
2.在gdx1软包包装机组烟包折叠成型过程,涉及原辅材料、胶液粘度、胶液量、烙铁温度、胶液位置、成型间隙等众多因素,其中烟包底部粘贴不良频次较高,尤其当商标纸表面比较光滑,胶液凝固时间相应缩短,底部折叠不良的烟包数量更多。当烟包经过五号旋转分离盘后,烟包经过皮带输送经过烟包外观质量检测,绝大数底部粘贴不良的烟包被识别被剔除,但少量的烟包未被识别出来,在外观检测后其底部折叠部分散开。
3.经外观检测保留的烟包被运输到yb55小包透明纸包装机,底部折叠部分散开的烟包在yb55小包透明纸包装机的入口提升过程中发生底部露白现象,尽管yb55包装机的六角包装成型轮的出口处设有散包检测装置,但散包检测装置无法对烟包的底部和前部进行成像识别,因此底部折叠部分散开的烟包流入到成品库的概率极大。即使同时采用人工自检、质检员巡检的措施,这种偶发的质量缺陷也无法被全部发现,但这种烟属于b类质量缺陷,能很容易被消费者识别出来而导致投诉。
技术实现要素:
4.本技术提供一种包装机的烟包底部检测系统,精准识别和剔除底部出现散开的烟包,提高产品的质量水平,降低市场投诉的概率。
5.本技术提供了一种包装机的烟包底部检测系统,包括位置传感器、控制器和颜色传感器;
6.位置传感器和颜色传感器安装在包装机上预设的烟包暂停位置,颜色传感器朝向烟包的底部;
7.位置传感器与控制器信号连接,控制器与颜色传感器信号连接,控制器与包装机的剔除工位的执行元件信号连接。
8.优选地,烟包底部检测系统还包括聚焦镜,聚焦镜套设在颜色传感器的前部,聚焦镜朝向烟包的底部。
9.优选地,颜色传感器与控制器之间设有放大器。
10.优选地,颜色传感器为光纤探头。
11.优选地,控制器包括计数器。
12.优选地,烟包输送通道的正上方设有定位辅助机构。
13.优选地,烟包底部检测系统还包括用于定位辅助机构的位置调整机构,位置调整机构用于调整定位辅助机构相对于烟包输送通道的位置。
14.优选地,位置调整机构包括调节座和螺钉,调节座与包装机的机身固定,调节座上设有调节孔,定位辅助机构上设有螺纹孔,螺钉穿过调节孔与螺纹孔螺纹连接。
15.优选地,定位辅助机构为毛刷。
16.优选地,毛刷包括本体和刷毛部,螺纹孔设置在本体上。
17.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
附图说明
18.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
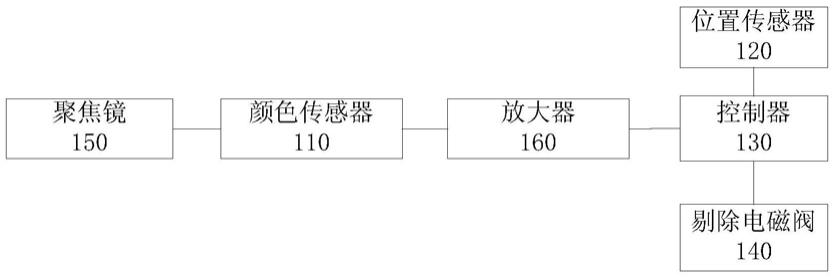
19.图1为本技术提供的包装机的烟包底部检测系统的结构示意图;
20.图2为本技术提供的包装机的六角包装成型轮处的烟包输送通道的结构示意图;
21.图3为本技术提供的位置调整机构的结构示意图。
具体实施方式
22.现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
23.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
24.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
25.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
26.本技术提供一种包装机的烟包底部检测系统,精准识别和剔除底部出现散开的烟包,提高产品的质量水平,降低市场投诉的概率。
27.如图2所示,本技术的包装机的烟包输送通道包括输送带210、输送带210两侧的轨道220和230,以及输送带210上方的盖板240。在输送过程中,包装机通过相位确定烟包的位置,在指定的相位,输送带暂停一段时间,从而使得烟包间歇性运动。本技术中,在预设的烟包暂停位置(例如相位在205度时)对烟包进行底部检测。
28.如图1和2所示,包装机的烟包底部检测系统包括位置传感器120、控制器130和颜色传感器110。
29.位置传感器120和颜色传感器110安装在包装机上预设的烟包暂停位置。位置传感器120用于检测该烟包暂停位置是否存在烟包。若是,则对烟包进行烟包底部检测。作为一个实施例,位置传感器为接近开关。
30.具体地,颜色传感器110安装在烟包暂停位置处的烟包输送通道的一个轨道上,颜色传感器110朝向烟包的底部,对烟包底部的指定位置进行颜色感应。例如,在右侧轨道230上开设通孔,颜色传感器110安装在通孔上。
31.作为一个实施例,颜色传感器为光纤探头。
32.位置传感器120与控制器130信号连接,控制器130与颜色传感器110信号连接,控制器130与包装机的剔除工位的执行元件信号连接。
33.若位置传感器120检测到烟包的存在,将位置信号发送给控制器130,控制器130接
收到位置信号后向颜色传感器110发送指令,控制颜色传感器110启动,对烟包底部的颜色进行感应。若烟包底部出现散开的情况,则颜色传感器110向控制器130输出高电平信号。控制器130接收到高电平信号后,在烟包被输送至剔除工位后,向剔除工位的执行元件发送剔除信号,使底部不合格的烟包被剔除。
34.具体地,控制器包括计数器。控制器130通过接收包装机上的移位脉冲信号来识别烟包的位置,当识别到预定数量的脉冲信号后,说明烟包被移位到剔除工位。
35.优选地,烟包底部检测系统还包括聚焦镜150,聚焦镜150套设在颜色传感器110的前部,聚焦镜150朝向烟包的底部。聚焦镜150用于对检测点进行聚焦,例如聚焦后的检测点为2mm的直径圆点,可以更清晰地识别烟包底部的颜色。
36.优选地,颜色传感器110与控制器130之间设有放大器160,通过放大器将颜色传感器110输出的高电平信号放大,方便控制器130识别故障信号。
37.优选地,在烟包暂停位置的烟包输送通道的正上方设有定位辅助机构,用于对烟包进行位置固定,避免烟包随着输送带发生微动,影响底部检测的精确度。
38.作为一个实施例,定位辅助机构为毛刷250,如图2所示,毛刷250穿过盖板240上的通孔并固定在盖板240上。请结合图3所示,毛刷250包括本体2501和刷毛部2502,刷毛部2502与烟包的上表面抵接,对烟包起到定位作用。
39.优选地,烟包底部检测系统还包括用于定位辅助机构的位置调整机构,位置调整机构用于调整定位辅助机构相对于烟包输送通道的位置。
40.作为一个实施例,如图3所示,位置调整机构包括调节座260和螺钉270,调节座260与包装机的机身固定,调节座260上设有调节孔(例如腰形孔),定位辅助机构上设有螺纹孔,螺钉270穿过调节孔与螺纹孔螺纹连接。具体地,如图3所示,螺纹孔设置在毛刷250的本体2501上。
41.通过调节定位辅助机构相对于定位座260的位置,并通过螺钉270将二者固定,从而调整定位辅助机构对烟包的压力,使得烟包被稳定定位的同时不被破坏。
42.虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1