一种化妆笔自动上料机构
1.本实用新型具体涉及一种化妆笔自动装配机构的上料专用机构。
背景技术:
2.当前,中国已成为世界的制造业基地,随着自动化技术的不断进步,在现今的工业生产中,各种各样的自动化设备被广泛的运用在不同的行业和领域中,特别是在一些高危行业或是高重复性工作中。自动化设备不仅能够取代人类的劳动力,同时也能在一定程度上体改进生产效率,从而促进工业生产的发展。因此自动上下料设备也被广泛的运用在工业行业中。自动上下料设备是在上料环节取代人工完成工件的自动装卸功能,主要适应对象为大批量、重复性强或是工件重量较大以及工作环境具有高温、粉尘等恶劣条件情况下使用。具有定位精确、生产质量稳定、工作节拍可调、运行平稳可靠、维修方便等特点。
3.在化妆笔的实际生产过程中,化妆笔零件体积小,但生产量大,以往需要人工分别将装有化妆笔笔头和笔杆的储料箱搬运至工作台,并且工人需守在装配工位,随时进行上料工作,本发明正是基于解决小体积大批量零件装配的上料开发的专用上料机构,上料机构与自动装配机构相结合,可以实现所有工艺过程的工件自动上料、装卡、工件移位翻转、工件转序加工等,能够极大的节约人工成本,提高生产效率,特别适用于大批量、小体积零部件的加工。
技术实现要素:
4.本发明针对现有化妆笔自动装配机构需要人工上料的不足,设计了一种能实现自动上料的装置,适用于小体积大批量零件的上料。
5.本实用新型解决技术问题所采取的技术方案为:
6.一种能实现自动上料的装置,包括支撑模块、化妆笔平移模块、化妆笔运输模块。
7.所述支撑模块主要包括支撑型材、挡板、挡板固定、转轴固定、橡胶脚垫;支撑型材底部装有橡胶脚垫;挡板固定和转轴固定通过螺纹固定在支撑型材上,挡板与挡板固定通过螺纹连接。
8.所述化妆笔平移模块包括带式输送机、分离斜坡、第一皮带轮机构、第一电机、第一电机支架、第一调速器;所述带式输送机与第一皮带轮机构连接,第一皮带轮机构与第一电机、第一调速器连接;第一电机安装在第一电机支架上,第一电机支架和第一调速器通过螺纹连接安装在所述支撑模块上;分离斜坡安装在带式输送机的最前端,两侧固定在挡板上。
9.所述化妆笔输送模块主要包括斗式输送机、第二电机、第二电机支架、第二皮带轮机构、第二调速器;斗式输送机与第二皮带轮机构连接,第二皮带轮机构与第二电机、第二调速器连接;第二电机安装在第二电机支架上,第二电机支架和第二调速器通过螺纹连接安装在所述支撑模块上。
10.进一步说,所述支撑型材采用铝合金材质。
11.进一步说,所述带式输送机和斗式输送机的转轴安装在所述转轴固定的通孔内。
12.进一步说,所述分离斜坡的底面一侧与带式输送机水平面平齐,另一侧连接斗式输送机。
13.进一步说,所述斗式输送机由多个料斗依次排列组成,按设定角度倾斜放置。
14.本实用新型的有益效果是:
15.本实用新型采用两个电机为驱动,通过两个调速器调节斗式输送机和带式输送机在两个方向上的运动速度,可以方便实现多种规格圆管类零件的上下操作,运行平稳、精度高,可以大幅减少人力成本,极大地提高生产效率。由于这款自动上料机构结构简单,拆装方便,所占空间较小,使用者易于操作,可以广泛应用于车间,流水线作业。
附图说明
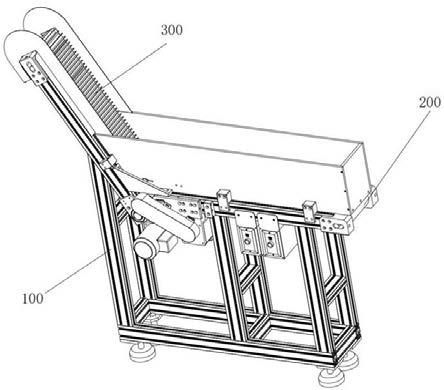
16.图1为本实用新型的化妆笔自动上料机构结构图;
17.图2为支撑模块结构图;
18.图3为化妆笔平移模块结构图;
19.图4为分离斜坡的安装结构图;
20.图5为化妆笔输送模块结构图。
21.图中,100、支撑模块;200、化妆笔平移模块;300、化妆笔运输模块;101、支撑型材;102、橡胶脚垫;103、转轴固定;104、挡板;105、挡板固定;201、带式输送机;202、分离斜坡;203、第一皮带轮机构;204、第一电机支架;205、第一电机;206、第一调速器;301、斗式输送机;302、第二电机;303、第二电机支架;304、第二皮带轮机构;305、第二调速器。
具体实施方式
22.本发明针对现有化妆笔自动装配机构需要人工上料的不足,设计了一种能实现自动上料的装置,适用于小体积、大批量零件的上料。如图1所示,该装置主要包括支撑模块100、化妆笔平移模块200、化妆笔运输模块300。
23.如图2所示,支撑模块100主要包括支撑型材101、橡胶脚垫102、转轴固定103、挡板104、挡板固定105。支撑模块100是所有模型的支撑部件,所以应该保证支撑模块100具有充分的稳定性刚度性要求,结构形式选择性较大,支撑模块100部分大多具有驱动和各种各样的接线,因为所有线路接口最终都将布置在支撑模块100,所以支撑模块100部分需合理设计电气接口的结构连接口。支撑型材101采用铝合金材质,质量轻、机械强度大、不易变形,将铝合金型材焊接成支架,底部装有橡胶脚垫102,可增大与地面的摩擦。挡板固定105和转轴固定103通过螺纹固定在支撑型材101上,挡板104与挡板固定105通过螺纹连接。化妆笔平移模块200上方安装有三块挡板104,且与化妆笔输送模块300一起构成四边包围的空间。
24.如图3所示,化妆笔平移模块200包括带式输送机201、分离斜坡202、第一皮带轮机构203、第一电机支架204、第一电机205、第一调速器206。带式输送机201的转轴安装在转轴固定103的通孔内,与第一皮带轮机构203连接,第一皮带轮机构203由第一电机205驱动,速度可通过第一调速器206调节。第一电机205安装在第一电机支架204上,第一电机支架204和第一调速器206通过螺纹连接安装在支撑模块100上。如图4所示,分离斜坡202安装在带式输送机201的最前端,分离斜坡202的两侧固定在挡板104上,底面一侧与带式输送机201
水平面平齐连接。
25.如图5所示,化妆笔输送模块300是上料机构的主要运动部分,负责将堆积的零件分离并运输到化妆笔平移模块200上。化妆笔输送模块300主要包括:斗式输送机301、第二电机302、第二电机支架303、第二皮带轮机构304、第二调速器305。所述第二调速器305安装在如图3所示的第一调速器206旁。斗式输送机301由多个料斗依次排列组成,呈一定角度倾斜放置,具体倾斜角以实际加工工作台的高度要求设定。斗式输送机301的转轴安装在转轴固定103的通孔内,与第二皮带轮机构304连接,第二皮带轮机构304由第二电机302驱动,速度可通过第二调速器305调节。第二电机302安装在第二电机支架303上,第二电机支架303和第二调速器305通过螺纹连接安装在支撑模块100上。如图4所示,分离斜坡202底面的另一侧连接斗式输送机301。
26.装置启动开始工作,将待分类的化妆笔放置于带式输送机201上。第一电机205转动,驱动第一皮带轮机构203,带动带式输送机201,在带式输送机201上的化妆笔被运输到分离斜坡202处。由于坡度,化妆笔不会堆积,在惯性作用下化妆笔依次通过分离斜坡202。第二电机302启动后驱动第二皮带轮机构304,带动斗式输送机301,速率由第二调速器305调节,使化妆笔通过分离斜坡202时,能正好落入斗式输送机301的料斗中,且每个料斗中只落入一支化妆笔。化妆笔被输送到斗式输送机301的最高处后落下,落到后续装配工作台上,进行后续的装配工作。
27.综上,这款专用于化妆笔装配机构的上料机构,采用两个电机为驱动,通过两个调速器调节斗式输送机和带式输送机在两个方向上的运动速度,可以方便实现多种规格圆管类零件的上下操作,运行平稳、精度高,可以大幅减少人力成本,极大地提高生产效率。由于这款自动上料机构结构简单,拆装方便,所占空间较小,使用者易于操作,可以广泛应用于车间,流水线作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1