烟包检品打包捆扎一体连线结构的制作方法
1.本实用新型涉及机械制造技术领域,尤其是一种烟包检品打包捆扎一体连线结构。
背景技术:
2.随着烟包印刷品在质检阶段使用的检测机的运行速度越来越快,目前单台烟包检品机可以达到13万/小时的速度,在检品后产品还需要按照规定的数量进行捆扎。在检品后需要人工将产品按照一定的数量摆放到码盘上,再将码盘上的产品拉到固定的位置进行人工或者设备打包捆扎,这样在检品机后增加专人负责人工收料、码盘;拉到固定打包捆扎位置后还需要专人将码盘好的待打包捆扎的烟包放到平台上人工或者设备打包捆扎,按照这样的模式就需要2个专人操作,加上烟包检品机的运行的速度快,人工的劳动强度是非常的大。
3.现有技术的缺点是只能针对烟包小盒,即烟包检品机与打包捆扎机之间的连接流线后,烟包检品机只能生产烟包小盒产品,不能满足烟包硬化、烟包条盒等产品生产;如需要生产除烟包小盒以外的产品,只能打包捆扎机移开,在抬升模组后增加一个收料的平台。
4.缺点和问题点的产生是烟包印刷的多样性造成的,即烟包印刷品包含了常见的烟包硬小盒产品,还包含了烟包条盒、烟包硬化软包、烟包软包等产品或其他的异形产品。
5.对应现有技术中的所有缺点和问题点就是烟包检品机与打包捆扎机是分别独立的设备,是采用了烟包印刷厂的生产工艺的流程而约束,即烟包印刷厂一般会将烟包印刷的品检与捆扎分成不同的班组或者不同的小部门。检品车间通常与打包捆扎车间不在一个地方。
技术实现要素:
6.本实用新型要解决的技术问题是:提供一种烟包检品打包捆扎一体连线结构,以解决烟包检品机与打包捆扎机的对接问题。
7.本实用新型解决其技术问题所采用的技术方案是:一种烟包检品打包捆扎一体连线结构,包括烟包检品机以及打包捆扎机,所述的烟包检品机与打包捆扎机之间设置有连线机构,所述的连线机构具有抬升模组,连线机构将烟包检品机的计数收集部套内的产品传输至抬升模组内,所述的抬升模组将产品抬升后传输至打包捆扎机内。
8.进一步的说,本实用新型所述的抬升模组包括抬升平台,所述的抬升平台与抬升气缸连接,所述的抬升气缸驱动抬升平台沿导向柱上下运动;所述的抬升平台上设置有传输皮带,所述的传输皮带的上方设置有压料模块,所述的压料模块通过压料气缸驱动进行压料动作;所述的传输皮带的一侧还设置有光电传感器。
9.再进一步的说,本实用新型所述的连线结构还包括对接检品机计数收集部套的接纸杆,所述的接纸杆与同步带连接,所述接纸杆与同步带的连接处设置有限位阻挡板。
10.再进一步的说,本实用新型所述的同步带的输出端与传输皮带的输入端衔接,所
述的同步带的输出端设置有启动抬升模组工作的传感器。
11.再进一步的说,本实用新型所述的同步带的传输速度与传输皮带的传输速度一致。
12.本实用新型的有益效果是,解决了背景技术中存在的缺陷,在不同的烟包检品机垂直收集后增加抬升模组,使检品后的产品在检品机与打包捆扎机之间顺利的过渡;减少了检品人员的收集码垛及打包机捆扎的上料人员,也从而大大降低了劳动强度;减少了至少2个工人以及对应的劳动强度,实现了烟包印刷的检品到打包捆扎的自动化。
附图说明
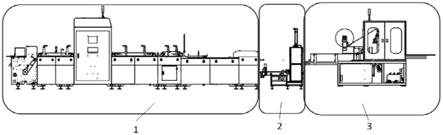
13.图1是本实用新型的整体结构示意图;
14.图2是本实用新型连线机构的结构示意图;
15.图中:1、烟包检品机;2、连线机构;3、打包捆扎机;21、对接检品机计数收纸部套的接纸杆;22、产品限位阻挡板;23、产品传输同步带;24、抬升皮带感应启动光电;25、抬升气缸;26、抬升产品传输皮带;27、抬升产品传输皮带停止光电;28、压料气缸;29、抬升平台。
具体实施方式
16.现在结合附图和优选实施例对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
17.如图1所示的一种烟包检品打包捆扎一体连线结构,包括烟包检品机1以及打包捆扎机3,所述的烟包检品机1与打包捆扎机3之间设置有连线机构2。借助于烟包检品机的计数收集部套的特点,在结合设备打包捆扎的上料特点进行结构上的设计,即烟包检品机的计数收集部套是将产品检测完成并一垛一垛的推送到相应的位置后,连线机构将产品从烟包检品机的计数收集部套内过渡到抬升模组内,再抬高至与打包捆扎设备一样的高度,再将产品流入到打包捆扎的上料流线内,完成烟包检品后的打包捆扎。
18.如图2所示,连线机构2具有抬升模组,连线机构2将烟包检品机的计数收集部套内的产品传输至抬升模组内,所述的抬升模组将产品抬升后传输至打包捆扎机内。
19.抬升模组包括抬升平台,所述的抬升平台29与抬升气缸25连接,所述的抬升气缸25驱动抬升平台29沿导向柱上下运动;所述的抬升平台29上设置有传输皮带,所述的传输皮带的上方设置有压料模块,所述的压料模块通过压料气缸28驱动进行压料动作;所述的传输皮带的一侧还设置有光电传感器。
20.连线结构还包括对接检品机计数收集部套的接纸杆,所述的接纸杆与同步带连接,所述接纸杆与同步带的连接处设置有限位阻挡板。
21.同步带的输出端与传输皮带的输入端衔接,所述的同步带的输出端设置有启动抬升模组工作的传感器。
22.烟包检品机的计数收集部套的整改:需要将烟包检品机计数收集部套的推送部分进行整改,其目的是将原有的一垛接着一垛的产品更改为单个一垛产品的输送至抬升模组上;
23.连线机构:是将烟包检品机的计数收集部套内的一垛产品通过同步带的传输至抬
升模组内,抬升模组转动皮带将产品流入到打包捆扎机内;在抬升模组的plc逻辑顺序考虑到烟包检品机的高速运行产品会排队依次流入到输送线内;
24.抬升模组与打包捆扎机的连接:需要在细节及plc程序的动作逻辑上排队确保产品流到到打包捆扎机的流线内抬升模组才会执行下一个动作。
25.工作过程为:产品在烟包检品机里已经检测并按照规定的计数收集后,被检品机推到对接检品机计数收纸部套的接纸杆21处,对接检品机计数收纸部套的接纸杆21上感应到有产品时,产品限位阻挡板22会限制产品的运行;接纸杆会下降至产品传输同步带23的下方,产品限位阻挡22打开后产品传输同步带23转动将产品传输;产品传输至抬升皮带感应启动光电24后抬升产品传输皮带26动作,产品传输同步带23与抬升产品传输皮带26的速度一致;产品被抬升产品传输皮带26运行至抬升产品传输皮带停止光电7处时,抬升产品传输皮带停止,此时压料气缸28动作将产品压紧,抬升气缸25将产品及抬升平台29抬起到达动点后,压料气缸28气缸到达原点,抬升产品传输皮带26运行,将产品传送至打包机的流线内。
26.本实用新型将烟包检品机与烟包打包捆扎机的有效连接,做到烟包检品后直接打包捆扎的目的。结合烟包印刷的特点,烟包小硬盒产品的生产量是烟包条盒的10倍,更是其他烟包产品的数倍之多。解决了工人的劳动强度又能够节省至少2名员工,同时实现了烟包印刷厂的烟包自动化,简化烟包印刷厂的工艺生产流程。
27.以上说明书中描述的只是本实用新型的具体实施方式,各种举例说明不对本实用新型的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离实用新型的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1