一种干粉砂浆正压气力输送系统的制作方法
1.本实用新型涉及物料输送领域,更具体地,涉及一种干粉砂浆正压气力输送系统。
背景技术:
2.干粉砂浆,是指经干燥筛分处理的骨料(如石英砂)、无机胶凝材料(如水泥)和添加剂(如聚合物)等按一定比例进行物理混合而成的一种颗粒状或粉状,以袋装或散装的形式运至工地,加水拌和后即可直接使用的物料。在干粉砂浆的制备过程中,需要将物料从较低处的卸料站输送到较高处的粉料仓开口,若直接搬运则需要耗费过多人力物力,因此,目前一般采用正压气力输送的方式将粉状的物料输送到粉料仓后进行配料。
3.正压气力输送系统利用正压气体对物料进行输送,系统进行输送时将压缩气体输入到储有待输送物料的物料罐内,使压缩气体和物料混合,混合后的压缩气体和物料经管道进入料仓内,压缩气体经过除尘装置排入空气中,物料沉积到料仓中,以实现物料和压缩气体的分离。这种方式输送物料量大、输送距离长,可有效提高生产效率。然而,在现有技术中,这种用于输送粉状物料的正压气力输送系统只是简单地通过压缩空气输送物料,不能自动调节输送管道内的压力,当输送管道内的压力过大就会导致能耗较高和设备磨损,不利于长期生产,当输送管道内压力过小就会使得输送物料量降低,耗时过长,影响生产效率,而且物料在通过输送管道时会沉积在管道内,容易造成管道堵塞,需要经常对输送管道进行清理,费时费力,为生产带来诸多不便。
技术实现要素:
4.本实用新型旨在克服上述现有技术的至少一种缺陷(不足),提供一种干粉砂浆正压气力输送系统,可自动调节发送罐的进口压力,节省能源消耗和减缓设备损耗的同时,还能避免粉状物料在输送时堵塞管道,提高输送效率和保证生产安全。
5.本实用新型采取的技术方案是,提供一种干粉砂浆正压气力输送系统,包括:
6.发送罐;
7.粉料仓,其通过送料管道与所述发送罐连接,在所述送料管道上设有气动球阀;以及
8.正压提供装置,其包括用于提供压缩空气的空气储罐、输气管道和气控单元,所述输气管道一端与所述空气储罐连接,另一端设置冲压支路和助吹支路,所述气控单元设于所述输气管道与所述空气储罐连接的一端,所述冲压支路和助吹支路上均设有气动球阀,所述冲压支路与所述发送罐连接以向所述发送罐内部输入压缩空气,所述助吹支路与所述送料管道连接以向所述送料管道输入压缩空气。
9.在本技术方案中,所述空气储罐用于提供压缩空气,在输送压缩空气时,所述送料管道和助吹支路的气动球阀关闭,冲压支路的气动球阀开启,以使所述发送罐仅通过冲压支路接通空气储罐,所述空气储罐提供的压缩空气通入所述输气管道内,并通过所述气控单元对压缩空气的压力进行调节,调节后的压缩空气经所述冲压支路进入所述用于容置待
输送物料的发送罐内部,以对所述发送罐内部增压,物料在所述发送罐内与压缩空气进行混合,当发送罐内部达到一定压力时,才打开所述送料管道和助吹支路的气动球阀使混合了物料的压缩气体则经所述送料管道进入所述粉料仓以待进行配料工序,助吹支路对所述送料管道进行助吹,通过设置助吹支路可避免在输送过程中物料堵塞送料管道,通过设置气控单元控制压缩空气的压力,可减少消耗的气量,实现节省能源消耗和减缓设备损耗,而且通过助吹管道可保证送料管道内的压力足以将物料输送至粉料仓,避免送料管道发生堵塞,减少人工清理频率,使生产更能省时省力。
10.进一步地,所述粉料仓包括若干粉料储罐,所述送料管道一端与所述发送罐连接,并设置所述气动球阀,所述送料管道另一端设置多条支路分别与所述粉料储罐连接,于所述送料管道各支路上各设有气动换向阀。
11.优选地,所述气动换向阀为气动三通换向阀。
12.在本技术方案中,若干粉料储罐组成一组粉料仓,不同的粉料储罐用于储存不同的物料,向所述发送罐加入不同的物料,通过调节各粉料储罐对应支路上的气动换向阀至直通阀位或旁通阀位,以使所述发送罐内的物料输送至相应的粉料储罐内,以进行后续配料工序。
13.进一步地,所述粉料仓上方设有用于以对所述粉料仓进行脉冲反吹的料仓反吹装置,所述料仓反吹装置包括离心风机和与之连接的除尘器。
14.更进一步地,于各所述粉料储罐上方设有用于以对所述粉料仓进行脉冲反吹的料仓反吹装置,所述料仓反吹装置包括离心风机和与之连接的除尘器。
15.在本技术方案中,当混有粉状物料的压缩空气进入所述粉料仓的粉料储罐内部后,气体和物料分离,气体被所述离心风机抽至所述除尘器过滤后排出粉料储罐外,避免排出气体含有微小的粉尘污染环境,所述除尘器还可进行脉冲反吹,当过滤阻隔物料达到一定量时即进行反吹,将这些物料吹落以重新利用。
16.进一步地,还包括用于向所述发送罐卸料的物料斗,所述物料斗通过卸料管道与所述发送罐连接,所述卸料管道上设有气动蝶阀。
17.再进一步地,还包括用于以对所述物料斗进行脉冲反吹的卸料反吹装置,所述卸料反吹装置与所述物料斗连接,其包括离心风机和与之连接的除尘器。
18.优选地,所述物料斗上方设置吨袋卸料站。
19.在本技术方案中,在所述发送罐上部设置物料斗以便吨袋卸料站的物料可顺利落入物料斗中,所述物料斗与卸料反吹装置连接,以对卸料过程中的粉尘进行过滤及对过滤阻隔的粉尘脉冲反吹;卸料时,所述气动蝶阀打开,吨袋卸料站的物料落入物料斗,并通过卸料管道进入发送罐,卸料完毕后,将所述气动蝶阀关闭,使发送罐处于密闭状态,向所述发送罐内通入压缩空气增压。
20.进一步地,所述气控单元包括plc联锁装置、气体控制阀、比例阀和压力传感器,所述气体控制阀、比例阀和压力传感器按照压缩空气输送方向依次设于所述输气管道上,所述plc联锁装置与所述气体控制阀、压力传感器连接,以调节向所述发送罐内部输入的压缩空气压力。
21.在本技术方案中,通过所述压力传感器检测压缩空气的压力并将检测数值反馈至所述plc联锁装置,所述plc联锁装置根据所述压力传感器的检测数值自动调节所述气体控
制阀以控制输送的压缩空气压力,当发送罐的压力增大超过预设范围时,则自动通过气体控制阀调低压缩空气的压力,反之则自动调高压力,通过对输送的压缩空气压力进行自动调节,可使输送过程中设备内部的压力维持在稳定的范围,比例阀在开始输送压缩空气前先设置一定开度,可对冲压时进入输气管道的压缩空气进行调节,避免冲压时压缩空气压力过大损坏压力传感器和管道,与现有的正压气力输送系统相比,其消耗的气量和能源更少,设备磨损更慢,且还可以使输送的物料流量维持在一定范围,避免输送过程中物料堵塞。
22.进一步地,所述发送罐上部还设有放空阀。
23.优选地,所述放空阀为放空蝶阀。
24.进一步地,所述发送罐上部还设有高料位开关,和/或,所述粉料仓的上部设有高料位开关,下部设有低料位开关。
25.优选地,所述发送罐上部还设有高料位开关,和/或,各所述粉料储罐的上部设有高料位开关,下部设有低料位开关。
26.在本技术方案中,所述发送罐上部的高料位开关用于监测所述发送罐内部物料的高度,当物料到达设定高度时,则停止卸料;分别设于所述粉料储罐上部的高料位开关和下部的低料位开关用于监测所述粉料储罐内部物料的高度,当物料到达设定高度时,则停止提供压缩空气以停止物料的输送,当物料低于所述粉料储罐下部的低物料开关,则向控制室报警,以及时通知现场操作人员向相应的粉料储罐内补充物料,通过设置高物料开关和低物料开关,可及时监控物料输送和使用情况,避免出现物料溢出或生产过程中物料不足的情况。
27.进一步地,所述冲压支路上,气动球阀
28.设置在冲压支路的一端,冲压支路的另一端设置第一冲压支路和第二冲压支路,所述第一冲压支路与所述发送罐上部连接,所述第二冲压支路与所述发送罐下部连接,所述第一冲压支路和第二冲压支路上均设有止回阀。
29.进一步地,所述助吹支路上还设有止回阀,所述气动球阀和所述止回阀沿压缩空气输送方向依次设于所述助吹支路上。
30.在本技术方案中,所述第一冲压支路向发送罐上部输入压缩空气以增大所述发送罐内部的压力,实现正压气力输送,所述第二冲压支路向所述发送罐下部输入压缩空气,避免粉状物料沉积堵塞发送罐的出料口,导致无法正常输送物料,影响输送效率;在所述第一冲压支路、第二冲压支路和助吹支路上设有止回阀,以保证管道内压缩空气的单向流动,避免在输送过程中出现事故。
31.与现有技术相比,本实用新型的有益效果为:
32.(1)本实用新型在空气储罐和发送罐之间设置了气控单元,根据发送罐的进口压力调整输送至发送罐的压缩空气压力,节省使用的压缩空气量和能源消耗的同时,还能提高物料的输送效率;
33.(2)本实用新型通过助吹管道和气控单元可保证送料管道内的压力足以将物料输送至粉料仓,且能避免送料管道发生堵塞,减少人工清理频率,使生产更能省时省力;
34.(3)本实用新型在各输送压缩空气的管道上设置了止回阀,在发送罐上部设置了高料位开关,以及在粉料仓上、下部设置了高、低料位开关,使生产更加安全有效,避免输送
过程中出现事故。
附图说明
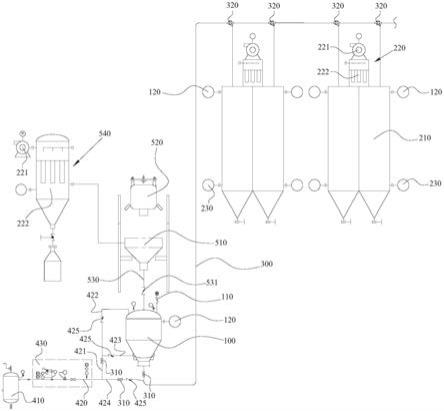
35.图1为本实用新型的结构示意图。
36.图2为气控单元的结构示意图。
37.附图中标记为:发送罐100;放空阀110;高料位开关120;粉料储罐210;料仓反吹装置220;离心风机221;除尘器222;低料位开关230;送料管道300;气动球阀310;气动换向阀320;空气储罐410;输气管道420;冲压支路421;第一冲压支路422;第二冲压支路423;助吹支路424;止回阀425;气控单元430;plc联锁装置431;气体控制阀432;比例阀433;压力传感器434;物料斗510;吨袋卸料站520;卸料管道530;气动蝶阀531;卸料反吹装置540。
具体实施方式
38.本实用新型附图仅用于示例性说明,不能理解为对本实用新型的限制。为了更好说明以下实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
39.实施例1
40.如图1所示,本实施例提供了一种干粉砂浆正压气力输送系统,包括发送罐100、粉料仓和正压提供装置,所述粉料仓通过送料管道300与所述发送罐100连接,所述正压提供装置与所述发送罐100连接。
41.所述发送罐100用于容置待输送的物料,于所述发送罐100上方还设有物料斗510,所述物料斗510通过卸料管道530与所述发送罐100连接,所述卸料管道530上设有气动蝶阀531,于所述物料斗510上方设有吨袋卸料站520,所述吨袋卸料站520将物料倒入物料斗510内,物料通过所述卸料管道530进入所述发送罐100内完成卸料;还设置了与所述物料斗510连接的卸料反吹装置540,其包括离心风机221和与之连接的除尘器222,以对卸料过程中的粉尘进行过滤及对过滤阻隔的粉尘脉冲反吹;所述发送罐100上部还设置了放空阀110和高料位开关120,所述放空阀110可为放空蝶阀,所述高料位开关120,用于监测所述发送罐100内部物料的高度,当物料到达设定高度时,则停止卸料,避免在卸料过程中发生溢料的情况。
42.所述粉料仓包括若干粉料储罐210,以储存不同种类的物料,数量优选为8个,各粉料储罐210均通过送料管道300与所述发送罐100连接,具体为,所述送料管道300一端与所述发送罐100连接,另一端设置多条支路分别与所述粉料储罐210连接,于所述送料管道300各支路上各设有气动换向阀320,所述气动换向阀320可为气动三通换向阀,在向不同的粉料储罐210输送相应种类的物料时,需要调节各粉料储罐210对应支路上的气动换向阀320至直通阀位或旁通阀位实现输送;各粉料储罐210上方还设有用于以对所述粉料仓进行脉冲反吹的料仓反吹装置220,所述料仓反吹装置220包括离心风机221和与之连接的除尘器222,以使混有粉状物料的压缩空气进入所述粉料仓的粉料储罐210内部后,气体和物料可顺利分离,气体被所述离心风机221抽至所述除尘器222过滤后排出粉料储罐210外,避免排出气体含有微小的粉尘污染环境,所述除尘器222还可进行脉冲反吹,当过滤阻隔物料达到一定量时即进行反吹,将这些物料吹落至粉料储罐210内进行重新利用;各粉料储罐210的
上部设有高料位开关120,下部设有低料位开关230,设置高料位开关120和低物料开关可监测所述粉料储罐210内部物料的高度,当物料到达设定高度时,则停止提供压缩空气以停止物料的输送,当物料低于所述粉料储罐210下部的低物料开关,则向控制室报警,以及时通知现场操作人员向相应的粉料储罐210内补充物料,避免出现物料溢出或生产过程中物料不足的情况。
43.所述正压提供装置包括用于提供压缩空气的空气储罐410、输气管道420和气控单元430,所述输气管道420一端与所述空气储罐410连接,另一端设置冲压支路421和助吹支路424,所述冲压支路421与所述发送罐100连接,所述助吹支路424与所述送料管道300连接,所述气控单元430设于所述输气管道420与所述空气储罐410连接的一端,以使调节压力后的压缩空气通过所述冲压支路421进入所述发送罐100内部及通过所述助吹支路424进入所述送料管道300;所述冲压支路421一端设有气动球阀310,另一端设置第一冲压支路422和第二冲压支路423,所述第一冲压支路422与所述发送罐100上部连接,向发送罐100上部输入压缩空气以增大所述发送罐100内部的压力,实现正压气力输送,所述第二冲压支路423与所述发送罐100下部连接,向所述发送罐100下部输入压缩空气,避免粉状物料沉积堵塞发送罐100的出料口,于所述第一冲压支路422和第二冲压支路423上均设有止回阀425,以保证管道内压缩空气的单向流动;所述助吹支路424用于对所述送料管道300进行助吹,以保证输送压力和避免管道堵塞,于所述助吹支路424上沿压缩空气输送方向依次设有气动球阀310和止回阀425,以保证助吹支路424内压缩空气的单向流动。
44.如图2所示,所述气控单元430包括plc联锁装置431、气体控制阀432、比例阀433和压力传感器434,所述气体控制阀432、比例阀433和压力传感器434按照压缩空气输送方向依次设于所述输气管道420上,所述比例阀433在开始输送压缩空气前先设置一定开度,可对冲压时进入输气管道420的压缩空气进行调节,避免冲压时压缩空气压力过大损坏压力传感器434和管道,所述plc联锁装置431与所述气体控制阀432、压力传感器434连接,以调节向所述发送罐100内部输入的压缩空气压力,通过所述压力传感器434检测压缩空气的压力并将检测数值反馈至所述plc联锁装置431,所述plc联锁装置根据所述压力传感器反馈的检测数据自动调节所述气体控制阀432以控制输送的压缩空气压力,当发送罐100的压力增大超过预设范围时,则自动通过所述气体控制阀432调低压缩空气的压力,反之则自动调高压力,通过对输送的压缩空气压力进行自动调节,可使输送过程中设备内部的压力维持在稳定的范围,且当发送罐100内的物料输送完毕后,压力传感器434可检测到发送罐100内的压力变小,自动开启发送罐100和送料管道300的清理程序,与现有的正压气力输送系统相比,其消耗的气量和能源更少,设备磨损更慢,且还可以使输送的物料流量维持在一定范围,避免输送过程中物料堵塞。
45.本实施例提供的干粉砂浆正压气力输送系统的工作过程为:
46.s1根据所要输送的物料种类,通过所述吨袋卸料站520选择设定目标粉料储罐210,此时对应的粉料储罐210上方的气动换向阀320切换至直通阀位或旁通阀位,使送料管道300可通入目标粉料储罐210中,启动料仓反吹装置220和卸料反吹装置540开始进行脉冲反吹后,操作吨袋向卸料站卸料,物料掉落至物料斗510内,并通过卸料管道530和开启的气动蝶阀531进入发送罐100内;
47.s2待物料进入发送罐100后,确认开始发送,此时卸料管道530的气动蝶阀531和发
送罐100上部的放空阀110相继关闭,然后开启冲压支路421上的气动球阀310,并将比例阀433开启至一定开度后,开启气控单元430的气体控制阀432,压缩空气则通过比例阀433调控压力后经冲压支路421进入发送罐100内部冲压,在压缩空气输送过程中,压力传感器434检测输气管道420内的压力,并将检测数值反馈至所述plc联锁装置431处,所述plc联锁装置431根据该检测数值自动调节气体控制阀432控制输送的压缩空气压力,当发送罐100内部达到设定压力范围时,压力传感器434反馈此时的压力数值,开启送料管道300上的气动球阀310将发送罐100内的物料输送到相应的粉料储罐210内,同时还开启助吹支路424上的气动球阀310以对所述送料管道300进行助吹;
48.s3当压力传感器434反馈的压力数值较低时,即表明发送罐100内的物料输送完毕,此时则对发送罐100重新依照步骤s1和s2输送压缩空气,以将发送罐100和送料管道300内残留的粉状物料吹至粉状储罐内实现清理,清理完成后,所有阀门回归原位,料仓反吹装置220和卸料反吹装置540关闭。
49.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型技术方案所作的举例,而并非是对本实用新型的具体实施方式的限定。凡在本实用新型权利要求书的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1