一种纱线卷绕装置的制作方法
1.本实用新型涉及一种各种色纺纱线样卡及纱线样卷绕装置,属于纱线及色纺实验设备技术领域。
背景技术:
2.目前纺织厂及色纺纱要给客户提供样卡,一般样卡为纸片做成,比较软,缠绕样卡没有合适的机器,需要样卡两边同时同步转动才能顺利缠绕,纺纱厂小样管缠绕没有合适的机器可用,现市场上的样卡机普遍为大型样卡机,适用样卡范围较窄,使用不灵活。
技术实现要素:
3.基于上述问题,本技术提供一种样卡形状、尺寸不受影响,且工作效率高的纱线卷绕装置。其技术方案为,
4.一种纱线卷绕装置,包括传动装置一、传动装置二和横动装置,所述横动装置位于两套传动装置之间,所述两套传动装置之间设有绕线卡片,所述横动装置、两套传动装置均与控制器连接。
5.优选的,所述传动装置一包括安装壳体一,所述安装壳体一上设有夹子一和步进电机一,两者固定连接,所述步进电机一带动夹子一转动;所述传动装置二包括安装壳体二、所述安装壳体二上设有夹子二和步进电机二,两者固定连接,所述步进电机二带动夹子二转动,所述夹子二和夹子一之间设有绕线卡片。
6.优选的,所述横动装置包括步进电机三、柔性联轴器、丝杠、行走螺母和陶瓷导向头,所述丝杠两端分别通过柔性联轴器固定在安装壳体一、安装壳体二上,所述行走螺母套在丝杠,所述丝杠与步进电机三连接,所述行走螺母设有陶瓷导向头,所述陶瓷导向头设有导纱孔,所述步进电机三与控制器连接。
7.优选的,所述横向导纱装置安装位置与丝杠平行,所述横向导纱装置包括框架性安装架,所述安装架上设有导纱环一和导纱环二,所述导纱环一和导纱环二之间设有导纱柱,所述安装架两端分别设有两个霍尔传感器,由霍尔传感器检测行走螺母的位置并发送给控制器,由控制器控制步进电机三做往返动作。
8.优选的,所述安装架两端分别设有行程开关,所述行程开关位于霍尔传感器外侧,接近安装壳体一或安装壳体二的位置,所述行程开关与控制器通信连接。
9.优选的,所述传动装置一、传动装置二和横动装置安装在工作台上,所述工作台上设有纵向导纱装置,所述纵向导纱装置包括立柱和导纱环三,所述立柱上设有折弯部,所述折弯部上设有转轴,所述导纱环三位于折弯部端部。
10.优选的,所述工作台上设有纱锥柱和电源开关,所述纱锥柱用来固定纱锥,所述电源开关给控制器、传动装置一、传动装置二和横动装置供电。
11.优选的,所述传动装置二上设有控制器、显示器和操作按钮。
12.优选的,所述步进电机一和步进电机二采用同一个脉冲信号控制,且都是主传动。
13.有益效果
14.1. 步进电机一和步进电机二采用双步进电机进行卷绕,两边都是主传动,步距角为1.8
°
,更精准。
15.2.样卡可用各种材质,可在柔软的样卡上实现顺利卷绕,不变形。
16.3. 更换夹头可适应绕制不同的样卡,可同时卷绕多个样卡,可在平行管、锥形管,纸板等上绕线。
17.4.往复机构采用两种模式:设定卷绕圈数往复控制和在两个霍尔传感器之间往复。
18.5.行程开关作为行走螺母极限位置保护开关。
19.6.整机无同步带、链条等机械传动,保证卷绕两端无速度偏差。
附图说明
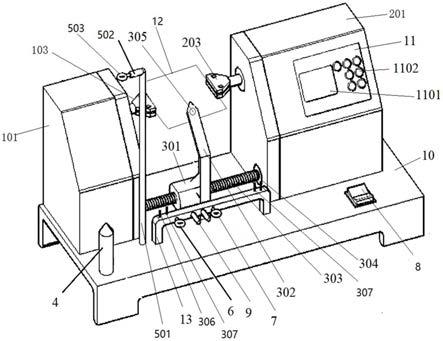
20.图1为本技术结构示意图;
21.图2为本技术电路示意图;
22.图中,101-安装壳体一,102-步进电机一,103-夹子一,104-步进电机驱动器一,201-安装壳体二,202-步进电机二,203-夹子二,204-步进电机驱动器二,301-行走螺母,302-折弯部,303-丝杠,304-柔性联轴器,305-导纱孔,306-行程开关,307-霍尔传感器,308-步进电机驱动器三,309-步进电机三,4-纱锥柱,501-立柱,502-转轴,503-导纱环三,6-导纱环一,7-导纱环二,8-电源开关,9-张力柱,10-工作台,11-控制器,1101-显示器,1102-操作按钮,12-绕线卡片, 13-安装架,14-电源板。
具体实施方式
23.以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。
24.图1-2所示,一种纱线卷绕装置,包括传动装置一、传动装置二和横动装置,横动装置位于两套传动装置之间,两套传动装置之间设有绕线卡片12,横动装置、两套传动装置均与控制器11连接。
25.传动装置一包括壳体一101、安装在壳体一101内的步进电机一102和步进电机驱动器一104,步进电机驱动器一104的输出端接步进电机一102的控制端,步进电机一102的输出端设有夹子一103;传动装置二包括壳体二201、安装在壳体二201内的步进电机二202和步进电机驱动器二204,步进电机驱动器二104的输出端接步进电机二202的控制端,步进电机二202的输出端设有夹子二203;夹子一103与夹子二203相向夹持着绕线卡片12。
26.横动装置包括步进电机三309、柔性联轴器304、丝杠303、行走螺母301和陶瓷导向头302,丝杠303两端分别通过柔性联轴器304固定在安装壳体一101、安装壳体二201上,行走螺母301套在丝杠303,丝杠303与安装在步进电机三309的输出端连接,行走螺母301设有陶瓷导向头302,陶瓷导向头302设有导纱孔305,步进电机三309由步进电机驱动器三308控制,步进电机驱动器三控制308与控制器11连接。
27.图1所示,安装架13安装位置与丝杠303平行,横向导纱装置包括框架性安装架13,所述安装架13上设有导纱环一6和导纱环二7,导纱环一6和导纱环二7之间设有导纱柱9,安装架13两端分别设有两个霍尔传感器307和行程开关306,由霍尔传感器307检测行走螺母301的位置并发送给控制器11,由控制器11控制步进电机三309做往返动作。两个行程开关306分别位于两个霍尔传感器307外侧,接近安装壳体一101或安装壳体二201的位置,行程开关306与控制器11连接。
28.传动装置一、传动装置二和横动装置安装在工作台10上,工作台10上设有纵向导纱装置,纵向导纱装置包括立柱501和导纱环三503,立柱501上设有折弯部,折弯部上设有转轴502,导纱环三503位于折弯部端部。
29.工作台10上设有纱锥柱4和电源开关8,纱锥柱4用来固定纱锥,电源开关8通过电源板14给控制器11、步进电机驱动器一104、步进电机驱动器二204、步进电机驱动器三308、控制器11供电。
30.安装壳体二201上设有控制器11、显示器1101和操作按钮1102。
31.步进电机一102和步进电机二202采用同一个脉冲信号控制,且都是主传动。
32.本实用新型主要用于绕制色纺纱线、尼龙线、涤纶线、绣花线、金银丝线等材料的样卡,能在100mm长度以下和5~80mm宽度的硬质卡纸上绕制色样,本样卡机采用微电脑液晶显示器,步进电机控制,绕线机两端由步进电机一、步进电机二同步运行,步进电机三完成往复运动,往复运动可由两个霍尔传感器作限位,也可在屏幕中设置运行圈数,到圈数后返回,步进电机一、步进电机二和步进电机三同时运行同时停止,步进电机速度通过脉冲信号宽度及细分控制,卷绕速度,卷绕圈数,往复速度都可在屏幕中设置,往复有两种模式可供选择,圈数和霍尔传感器,选择圈数时往复电机转动到圈数后返回,作往复运动,设置为传感器时往复电机在两个霍尔传感器之间运动。
33.工作原理
34.卷绕:包括步进电机驱动器一、步进电机驱动器二接收同样脉冲信号,同步转动,两边都是主传动,步距角为1.8
°
,更精准。
35.控制部分:由电源板14提供dc12v直流电源,控制器11控制步进电机驱动器一、步进电机驱动器二、步进电机驱动器三分别给步进电机一、步进电机二、步进电机三提供数字脉冲信号,同步动作;步进电机一、步进电机二、步进电机三速度、转动圈数等实现数字控制,电源开关8控制整个设备供电,横动装置往返点由霍尔传感器307控制步进电机三309做往返动作。
36.超限保护:由行程开关306作为行走螺母301极限位置保护开关。
37.纱线导向过程:导纱锥上的纱线通过导纱环三503后,依次经过导纱环一6、张力柱9、导纱环二7,从导纱孔305绕到卡片12上。
38.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1