烟丝装箱装置和烟草生产线的制作方法
1.本实用新型涉及烟草生产领域,具体而言,涉及一种烟丝装箱装置和烟草生产线。
背景技术:
2.烟草生产线配备有一套完整的烟丝装箱系统,成品烟丝来料由皮带机进入装箱系统,空的烟丝箱1由rfid读取位确认烟丝箱1信息为空后,进入装箱系统装烟丝,假设现在正在给1号烟丝箱装烟丝,烟丝装箱过程中,套箱2下降,到位后对烟丝箱1进行布料,蓬松烟丝装到140kg已将烟丝箱1装满,按照一箱烟丝装箱要求180kg,剩下的40kg烟丝装在套箱2里面,装完180kg后,压头3下降对烟丝进行压实,保压后压头3回收,套箱2回收,对烟箱进行加盖,另外一头进行装箱,如此反复循环,具体流程详解图1,图2,图3所示。
3.套箱2是可伸缩式的,套箱2的上端固定,在给烟丝箱1装填烟丝时,套箱2的下端在分别设在套箱2两侧的两个气缸的作用下向烟丝箱1上方的敞口伸出,以与烟丝箱1对接。如图1所示,在完成一个烟丝箱1的装箱后,套箱1的下端向上运动以离开完成装箱的烟丝箱1,传送带运动以降下一个空的烟丝箱1输送到套箱2的下方,如图2所示,在空的烟丝箱1到达套箱2的下方后,套箱2的下端向空的烟丝箱1的敞口端伸出,如图3所示,在将空的烟丝箱1装满后,套箱2的下端向上运动,箱盖4向烟丝箱的敞口端运动,以关闭烟丝箱。
4.现有套箱为伸缩式套箱,使用过程存在以下问题:一是伸缩式套箱,套箱边缘容易积灰,不便于清扫;二是套箱故障率高,套箱伸缩由两边气缸控制,对两边气缸的一致性要求很高,需同时动作,这样套筒两边才可以同步伸缩,如果动作时间不一致,超过一定范围,存在快慢,经常会造成套箱卡住,影响设备效率。
技术实现要素:
5.本实用新型旨在提供一种烟丝装箱装置和烟草生产线,以改善相关技术中存在伸缩式套箱的边缘容易积灰。
6.根据本实用新型实施例的一个方面,提供了一种烟丝装箱装置,其包括:
7.烟丝输送部;以及
8.套箱,设在烟丝输送部的出料端的下方,并被配置成整体地上下移动,以与位于其下方的烟丝箱对接,套箱的下端和上端均为敞口,以使烟丝可经套箱进入到烟丝箱中。
9.在一些实施例中,套箱由刚性部件构成。
10.在一些实施例中,套箱的内表面是平滑的;和/或,套箱的外表面是平滑的。
11.在一些实施例中,套箱的下端的被配置成可插入到烟丝箱的敞口端中。
12.在一些实施例中,烟丝装箱装置还包括烟丝箱输送部,烟丝箱输送部被配置成可在其上沿输送方向并排设置多个烟丝箱。
13.在一些实施例中,烟丝输送部被配置成可沿第一方向和与第一方向相反的第二方向输送烟丝,在烟丝输送部沿第一方向输送烟丝时,烟丝输送部的第一端形成出料端,在烟丝输送部沿第二方向输送烟丝时,烟丝输送部的第二端形成出料端,烟丝输送部的第一端
和第二端的下方分别设置有套箱。
14.在一些实施例中,烟丝装箱装置还包括:
15.重量检测部件,被配置成检测套箱和烟丝箱中的烟丝的重量;
16.控制器,与重量检测部件和烟丝输送部分别信号连接,并被配置成在重量检测部件检测到的重量到达预定值后,控制烟丝输送部改变输送方向。
17.在一些实施例中,烟丝装箱装置还包括:
18.压头,被配置成可沿竖直方向移动,并可穿过套箱,以将套箱和烟丝箱中的烟丝压实在烟丝箱中;
19.驱动部件,与压头传动连接,以驱动压头沿竖直方向移动;
20.控制器与驱动部件信号连接,并被配置成在述重量检测部件检测到的重量到达预定值后,控制驱动部件驱动压头向套箱内移动,以将烟丝压实在烟丝箱中。
21.在一些实施例中,烟丝装箱装置还包括传送带,传送带被配置成向烟丝输送部的中部输送待装箱的烟丝。
22.根据本实用新型的另一方面,还提供了一种烟草生产线,其包括上述的烟丝装箱装置。
23.应用本实用新型的技术方案,套箱为整体移动的部件,不会像现有技术中的套箱因需伸缩而产生褶皱,从而使得套箱的边缘容易积灰,因此改善了现有技术中存在的套箱容易积灰的问题。进一步地,套箱整体上下移动,也容易使得套箱的两侧同步地上下移动,改善了套箱移动过程中容易出现卡滞的问题。
24.通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
附图说明
25.为了更清楚地说明本实用新型实施例或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
26.图1示出了相关技术的烟丝装箱装置的第一工况的结构示意图;
27.图2示出了相关技术的烟丝装箱装置的第二工况的结构示意图;
28.图3示出了相关技术的烟丝装箱装置的第三工况的结构示意图;
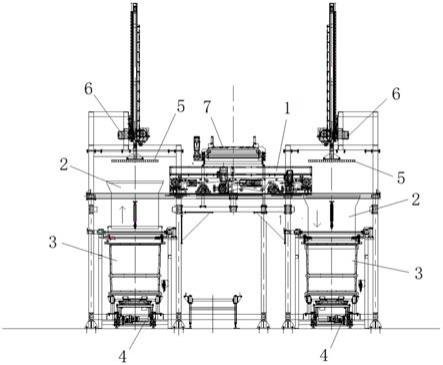
29.图4示出了本实用新型的实施例的烟丝装箱装置的结构示意图;
30.图5示出了本实用新型的实施例的烟丝装箱装置的侧视结构示意图;
31.图6示出了本实用新型的实施例的烟丝装箱装置的第一工况结构示意图;以及
32.图7示出了本实用新型的实施例的烟丝装箱装置的第二工况结构示意图。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用
新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.结合图4至7所示,本实施例的烟丝装箱装置包括烟丝输送部1和套箱2。套箱2设在烟丝输送部1的出料端的下方,并被配置成整体地上下移动,以与位于其下方的烟丝箱3对接,套箱2的下端和上端均为敞口,以使烟丝可经套箱2进入到烟丝箱3中。
35.在本实施例中,套箱2为整体移动的部件,不会像现有技术中的套箱因需伸缩而产生褶皱,从而使得套箱的边缘容易积灰,因此改善了现有技术中存在的套箱容易积灰的问题。进一步地,套箱2整体上下移动,也容易使得套箱的两侧同步地上下移动,改善了套箱移动过程中容易出现卡滞的问题。
36.在一些实施例中,套箱2由刚性部件构成。
37.在一些实施例中,套箱2的内表面是平滑的;和/或,套箱2的外表面是平滑的。
38.套箱2的下端的被配置成可插入到烟丝箱3的敞口端中,以使烟丝经套箱2直接流入烟丝箱中,有利于避免烟丝溢出烟丝箱3或套箱2。
39.烟丝装箱装置还包括烟丝箱输送部4,烟丝箱输送部4被配置成可在其上沿输送方向并排设置多个烟丝箱3。在一些实施例中,烟丝输送部4包括传送带。烟丝输送部4用于在装满一个烟丝箱3后,将另一空的烟丝箱3运送至套箱2的下方。
40.烟丝输送部1被配置成可沿第一方向和与第一方向相反的第二方向输送烟丝,在烟丝输送部1沿第一方向输送烟丝时,烟丝输送部1的第一端形成出料端,在烟丝输送部1沿第二方向输送烟丝时,烟丝输送部1的第二端形成出料端,烟丝输送部1的两端的下方分别设置有套箱2。
41.烟丝装箱装置还包括重量检测部件和控制器,重量检测部件被配置成检测套箱2和烟丝箱3中的烟丝的重量;控制器与重量检测部件和烟丝输送部1分别信号连接,并被配置成在重量检测部件检测到的重量到达预定值后,控制烟丝输送部1改变输送方向。
42.烟丝装箱装置还包括压头5和驱动部件6。压头5被配置成可沿竖直方向移动,并可穿过套箱2,以将套箱2和烟丝箱3中的烟丝压实在烟丝箱3中。驱动部件6与压头5传动连接,以驱动压头5沿竖直方向移动;
43.控制器与驱动部件信号连接,并被配置成在述重量检测部件检测到的重量到达预定值后,控制驱动部件驱动压头5向套箱2内移动,以将烟丝压实在烟丝箱3中。
44.在一些实施例中,烟丝装箱装置还包括传送带7,传送带7被配置成向烟丝输送部1的中部输送待装箱的烟丝。
45.本实施例中,烟丝输送部1将传送带7送来的烟丝交替地向其两端的输送,以交替地装填分别位于烟丝输送部1的两端的烟丝箱,因此,在压头8压实烟丝的过程中,烟丝输送部1能够向另一端的烟丝箱3输送烟丝,充分地利用了时间,有利于提高生产效率。
46.根据本实用新型的另一方面,本实施例还提供了一种烟草生产线,该烟草生产线包括上述的烟丝装箱装置。
47.以上仅为本实用新型的示例性实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1