一种手柄自动贴膜机的制作方法
1.本实用新型涉及机械装置技术领域,尤其涉及一种手柄自动贴膜机。
背景技术:
2.部分汽车零部件在生产完成后往往需要对其进行贴膜,从而避免在搬运、转移过程中落上灰层或产生划伤等。传统的贴膜方式通常是将汽车零部件放置在贴膜治具上,然后通过工作人员用手工的方式进行贴膜,这种传统的贴膜方式需要耗费较大的人力,而且贴膜误差较大,需要花费较长的时间,加工效率低,产品良率得不到提高,经常需要重复贴膜,浪费汽车膜。
3.现有技术对汽车零部件的贴膜方式进行了改进,如公开号为cn109484699a的专利提出了一种贴膜装置,使用时,将待贴膜产品放置在放置架ⅰ上,保护膜设置在保护膜定位工装上,然后拉动保护膜至送膜工装上,送膜工装对应的真空发生器将保护膜吸附到模型产品上后,切断装置中的气缸ⅱ推动切刀切断保护膜,压膜工装中气缸ⅰ推动压膜装置,压膜装置对应的真空发生器将模型产品上的保护膜吸附到压膜块上,最终压膜工装将保护膜压向保护膜,从而将保护膜贴于放置在放置架ⅰ上的待贴膜产品表面。上述技术方案虽然能提高效率,但自动化程度不高,贴膜系统不够完善。
4.此外,汽车零部件在进行贴膜前可能由于放置时间过长沉积的灰尘,而在贴膜过程中也并未采取对应的除尘措施,这容易导致在贴膜过程中保护膜与零部件的工作面之间产生大量褶皱或气泡,严重影响零部件的美观和贴膜的质量。基于上述问题,本领域亟需提出一种新型包膜装置,以解决现有技术的缺陷和限制。
技术实现要素:
5.本实用新型的目的在于提供一种手柄自动贴膜机,其能有效清楚产品表面灰尘,防止贴膜是产生褶皱和气泡;自动化程度高节约人力成本;整体装置结构简单,易于安装、拆卸和更换,实用性强。
6.本实用新型解决其技术问题所采用的技术方案是:
7.一种手柄自动贴膜机,包括固定在工装架上的输送装置、拉膜装置、压膜装置和切膜装置,还包括与切膜装置固定连接的第四动力装置和固定设置在输送装置上的除尘装置;
8.所述输送装置包括第一动力装置、输送组件和推动装置,其中,第一动力装置和输送组件均固定在工装架上;推动装置滑动设置在工装架上,且推动装置与第一动力装置输出端固定连接;输送组件包括输送轨道和活动放置在输送轨道上的工装盘;推动装置包括推动工装盘运动的推板组件。
9.本实用新型解决其技术问题所采用的工作原理是:
10.在实际操作过程中,工作人员将手柄放置在输送装置上,当除尘装置检测到手柄存在时,对手柄进行除尘吹气,除尘吹气完成后进行下一步动作;除尘装置未感应到产品设
备报警停机。拉膜装置拉出的塑料膜位于送货工装上方,当送货工装将手柄转到压膜装置下方时,压膜装置向下运动,将塑料膜压在手柄上。然后保持手柄和压膜装置相对位置不变,同时将压膜装置和手柄向输送方向移动。检测到压膜装置向输送方向运动到位后,切膜装置和包膜装置同时向下运动,切膜装置对下方覆盖在手柄上的塑料膜进行切割,包膜装置对下方的手柄进行包膜,随后压膜装置、切膜装置和包膜装置均退回到初始位置,进行下一循环。
11.本实用新型的有益效果在于:
12.(1)本装置在贴膜前通过除尘装置对其手柄进行除尘,可进一步防止贴膜过程中产生褶皱或气泡,进一步提高产品质量。
13.(2)本装置还在压膜块上设置了弹簧,可在贴膜过程中防止保护膜被刀片带走,保证保护膜与汽车零部件之间贴合的更加平滑。
14.(3)本实用新型采用全自动贴膜,设置了多个感应装置,在保证产品质量的同时自动化程度高,可节约大量人力资源。
15.(4)本装置结构简单,易于安装、拆卸和更换,实用性强。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将结合附图及实施例对本实用新型作进一步说明,下面描述中的附图仅仅是本实用新型的部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图:
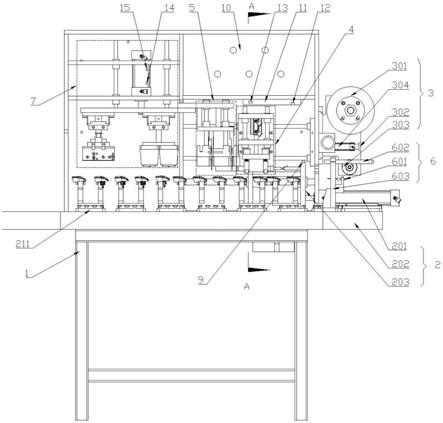
17.图1是本实用新型的一种整体结构主视结构示意图;
18.图2是本实用新型图1中a-a处剖视结构示意图;
19.图3是本实用新型图1中一种右视结构示意图;
20.图4是本实用新型压膜装置和切膜装置的一种局部放大示意图;
21.图5是本实用新型输送装置的一种整体结构示意图;
22.图6是本实用新型输送装置的局部放大示意图;
23.图7是本实用新型推动装置与第一动力装置配合的一种放大示意图;
24.图8是本实用新型第一调节件与第二调节件位置关系的一种示意图;
25.图9是本实用新型第一调节件与第二调节件位置关系的一种立体示意图;
26.图10是本实用新型包膜装置的一种放大示意图;
27.图11是本实用新型第一包膜机构的一种放大示意图;
28.图12是本实用新型运行的一种逻辑框架示意图。
29.图中:1.工装架;2.输送装置;201.第一动力装置;202.输送组件;203.推动装置;210.输送轨道;211.工装盘;220.辅助槽;221.推动槽口;230.推板组件;231.连接架;232.连接板,233.滑动机构;240.基座;241.推板;242.第四弹簧;243.第一调节件;3.拉膜装置;301.安放轴;302.小推板;303.导向轴;304.第二动力装置;4.压膜装置;401.固定架;402.第三动力装置;403.第一连接件;404.第一压膜件;405.第一弹簧;5.切膜装置;501.第二连接件;502.刀架组件;503.第二压膜件;504.第二弹簧;505限位件;6.除尘装置;601.检测件;602.除尘件;603.固定板;7.包膜装置;701.连接座;702.第一包膜件;703.第四动力装
置;704.第三连接件;705.第三弹簧;710.第一连接座;711.第二连接座;720.导向杆;721.轴套;722.固定孔;723.第二包膜件;8.第二调节件;801.底座;802.限位块;9.接近开关;10.控制箱;11.安置板;12.磁感应开关ⅰ;13.磁感应开关ⅱ;14.磁感应开关ⅲ;15.磁感应开关ⅳ。
具体实施方式
30.为了使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本实用新型的部分实施例,而不是全部实施例。基于本实用新型的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型的保护范围。
31.如图1-图11所示,一种手柄自动贴膜机,包括固定在工装架1上的输送装置2、拉膜装置3、压膜装置4和切膜装置5,还包括与切膜装置5固定连接的第四动力装置703和固定设置在输送装置2上的除尘装置6;
32.如图1、图5-图9所示,所述输送装置2包括第一动力装置201、输送组件202和推动装置203,其中,第一动力装置201和输送组件202均固定在工装架1上;推动装置203滑动设置在工装架1上,且推动装置203与第一动力装置201输出端固定连接;输送组件202包括输送轨道210和活动放置在输送轨道210上的工装盘211;推动装置203包括推动工装盘211运动的推板组件230。
33.所述除尘装置6包括检测件601和除尘件602,检测件601和除尘件602通过固定板603固定在输送盘上。检测件601为光纤,除尘件602为钢管,在钢管底部钻一排孔,用气管连接气源,工作时可对手柄表面吹气除尘。当光纤感应到手柄有设备是才正常工作。固定板603固定在输送盘的安放槽上,其作用是用于安装检测件601和除尘件602。
34.第一动力装置201其主要为推动装置203的往返动作提供动力。气缸的输出轴与输送盘表面平行便于输出推动产品在输送盘表面循环输送。
35.输送组件202还包括辅助槽220。辅助槽220可为与输送组件202上除了输送轨道210上的任意位置,以不干扰机器工作为准。优选地,所述输送组件202行的形状优选圆盘或椭圆盘,且输送轨道210位于圆盘或椭圆盘的外圈,辅助槽220位于圆盘或椭圆盘的内圈。输送组件202为圆盘或椭圆盘便于循环输送产品,减少输送装置2的占地场地;输送轨道210用于放置承载产品的工装盘211,辅助槽220底面可进行开孔,用于放置设备需要的电线等,具体是作用可根据实际情况进行调整。
36.所述推动装置203还包括连接架231和连接板232,其中,连接架231通过滑动机构233与工装架1滑动连接,连接架231与第一动力装置201的输出轴固定连接,且连接架231通过连接板232与推板组件230固定连接。
37.滑动机构233可采用导向轴303和套筒的方式连接,导向轴303设置在在工装架1上,套筒设置在连接架231上,导向轴303与套筒间隙配合,从而实现连接架231在工装架1上的滑动连接。推板组件230的作用是用于与输送盘上承载产品的工装盘211接触,从而推动工装盘211沿着输送方向运动,当运动到一定距离后推组件退回初始位置,进入下一循环。
38.所述输送轨道210内沿着轨道方向还开设有推动槽口221,且推动槽口221位于推板组件230上方。
39.所述推动槽口221是为了便于推板组件230与承载产品的工装盘211接触,将推板组件230置于推动槽口221下方进一步节约横向空间,提高场地的利用率。
40.所述推板组件230包括基座240和推板241,其中,基座240与连接板232固定连接;推板241的一端与基座240铰接,另一端呈活动状态,推中部与基座240通过第四弹簧242固定连接,且推板241上表面呈斜坡状;基座240上还固定连接有沿着输送方向延伸的第一调节件243,第一调节件243为块状或条状结构,且第一调节件243末端为楔形。所述基座240与推板241之间可以直接铰接,也可以通过铰接件进行铰接。在本实用新型的一个实施例中选择铰接件进行铰接,铰接件固定在基座240上,与推板241的一端铰接。
41.推板241的上半部分可穿过推动槽口221与运动到槽口上方承载产品的工装盘211接触,在实际工作过程中,推板241未工作状态下,推板241活动端的顶部卡在承载产品的工装盘211边缘,在第一动力装置201的作用下整个推板组件230向输送方向运动,当运动到一定距离时第一动力装置201带动推板组件230退回到初始位置。推板组件230在回到初始位置的过程中推板241的斜坡在碰到下一承载产品的工装盘211时,推板241沿着铰接件转动并将推板241整体向下压,当推板241活动端退到下一承载产品的工装盘211边缘时,在弹簧的作用下推板241活动端向上顶出卡住下一承载产品的工装盘211边缘。
42.还包括第二调节件8,第二调节件8设置于推动槽口221内,且位于第一调节件243的前方;第二调节件8包括底座801和限位块802,其中,底座801与输送轨道210固定连接;限位块802与底座801铰接,且限位块802下表面呈与第一调节件243匹配的楔形。
43.第一调节件243接触到第二调节件8的后,在相互配合的楔形表面作用下第一调节件243继续向前推进,可将第二调节件8顶住使其沿着铰接部位转动,转动过程中第二调节件8的限位块802旋转到承载产品的工装盘211边缘将其卡住,然后进入加工流程,加工流程完成后随着第一调节件243退回初始位置,第二调节件8也向下旋转回到初始位置。在本实用新型中,第一调节件243和第二调节件8之间的工装盘211可以为一个或多个,本实用新型优选两个,两个更加便于操作。
44.进一步地,如图1、图10和图11所示,还包括与第四动力装置703固接的包膜装置7,包膜装置7包括连接座701和第一包膜件702,连接座701自上而下依次包括第一连接座710和第二连接座711,第一连接座710和第二连接座711均与第一包膜件702铰接,其中,第一连接座710与第四动力装置703输出端固定连接。
45.本实用新型的动力装置均采用带有活塞杆的气缸。连接座701为板状结构,其材料可根据实际情况进行调整。第一包膜件702为配合产品形状的硬质板材即可,其外部形状没有具体限定,以不妨而其转动为准,其内部形状与具体需要包膜的产品相配合。优选地,在本实用新型中,第一包膜件702的具体形状为“7”字形,“7”字形第一包膜件702的短边末端与第二连接座711边缘直接铰接,“7”字形第一包膜件702的拐角通过铰接件与第一连接座710铰接。采用上述方式便于在连接座701下降时将第一包膜件702向中心闭合,贴到待包膜产品四周,在连接座701上升时带动第一包膜张开,然后进入下一包膜循环。
46.第四动力装置703与连接座701之间还设有第三连接件704,第三连接件704固定连接在第四动力装置703和连接座701之间。所述第三连接件704可以为杆状或板状结构等,其具体长度可根据实际需求进行调整,以其能固定两个以上的第一包膜件702为准。
47.第一包膜件702为一组以上,两个为一组,且每组第一包膜件702设置在连接座701
的相对面上。由于产品的形状不确定,第一包膜件702的形状和数量可根据实际需要包膜的产品形状和数量进行调整。
48.第一包膜件702上还设有固定孔722。固定孔722随机分布在第一包膜件702上,其用于放置硅胶。在第一包膜件702贴到待包膜产边缘进行包膜时,硅胶与待包膜产品进行接触,可进一步防止待包膜产品被第一包膜件702刮伤。
49.第三连接件704上还设有第二包膜件723,第二包膜件723与第三连接件704固定连接。第二包膜件723可柔软材质,本实用新型优选硅胶。第二包膜件723的形状和数量可根据实际需要包膜的产品形状和数量进行调整。第二包膜件723和第二包膜件723均设置在产品的输送路线上方,两者之间的距离是两组待加工产品之间的距离,每组待加工产品放置在一个工装承载盘上,且每组待加工产品可以为一个或多个。
50.所述第一连接座710与第二连接座711之间通过第三弹簧705固定连接。第三弹簧705的作用是在当包膜完成后为连接座701提供缓冲,当第一包膜件702上升时,在弹簧的作用下连接座701仍然压住产品表面,防止薄膜被带走。
51.所述第二连接座711上还设置有导向杆720,第一连接座710上还设置有轴套721,导向杆720与轴套721间隙配合。采用导向杆720和轴套721配合的方式可以防止第一连接座710和第二连接座711的发生水平偏差,保持第二连接座711准确落在待包膜产品上方,保证包膜的精确性。
52.在本实用新型的一个实施例中,所述连接座701和第三连接件704之间和设置有第一连接杆,第二包膜件723上表面设有连接板232,连接板232通过第二连接杆与第三连接件704固定连接。
53.进一步地,如图1所示,拉膜装置3包括安放轴301、小推板302和导向轴303;安放轴301和导向轴303均与工装架1固定连接,且导向轴303位于安放轴301下方;小推板302通过第二动力装置304与工装架1固定连接。
54.所述安放轴301由四根硬轴、一根螺杆及两块亚克力板组成,并固定在通过塑料膜放置架固定在壳体,其作用是用于安放塑料膜。所述小推板302通过为一块小铝板,其与第二动力装置304固定连接,作用是与第二动力装置304组成辅助拉膜系统。所述第二动力装置304的作用是当压膜装置4拉动塑料膜时气缸顶出使膜绷直以方便拉动,拉膜完成后气缸退回以防止膜拉断。所述导向轴303为一根尼龙材料做的轴,作用是为塑料膜导向。
55.进一步地,如图1和图4所示,所述压膜装置4包括固定架401、第三动力装置402、第一连接件403和第一压膜件404,所述固定架401通过滑动机构233滑动设置在工装架1上,第一连接件403与第三动力装置402输出轴固定连接;第一连接件403与第一压膜件404之间通过第一弹簧405固定连接。
56.所述固定架401由铝板通过螺栓固定连接,作用是用于固定第三动力装置402,并随推动装置203在输送方向上来回运动。所述第三动力装置402安装在固定架401上,并通过第一连接板232为第一压膜件404提供动力。所述第一压膜件404由铝板和硅胶组成,用第一弹性部件与第一连接板232活动相连,其作用是在第三动力装置402的带动下将塑料膜压在手柄上,同时手柄放置工装带着手柄向输送方向运动时拉动塑料膜,其中,第一弹簧405的作用是为第一压膜件404运动提供缓冲。
57.进一步地,如图1和图4所示,所述切膜装置5包括第二连接件501、刀架组合和第二
压膜件503,其中,第二连接件501与刀架组合固定连接;第二压模块设置于刀架组合下方且通过第二弹簧504与刀架组合下部的限位件505固定连接。所述第二连接板232可带动刀架组合和第二压膜件503向下运动。第二弹性部件的作用是让第二压膜件503延迟上升。所述刀具为美工刀,所述第二压膜件503是一块铝板与硅胶组成,其作用是在刀架组合向下动作带动刀片切断膜和刀架回升时压住手柄及粘在手柄上的膜,防止膜站在刀片上被带走。所述刀架组合由八块铝板通过螺丝连接而成,并设置有多个轴承穿过轴承导柱,其作用是固定刀片,让第二压膜件503同步向下动作。
58.在本实用新型中,所述压膜装置4和切膜装置5上方设置有控制箱10,控制箱10底部还设置有安置板11上设有磁感应开关ⅰ12和磁感应开关ⅱ13。设置于安置板11上的磁感应开关ⅰ12感应到第三动力装置402到位后,第一动力装置201带动推动装置203向输送方向运动,推板241组合同时带动手柄放置工装使第一压膜件404和手柄相对位置不变,并同时向输送方向运动以拉动塑料膜。当推动连接板232上的接近开关9感应到推动装置203顶出到位后第三动力装置402退回,磁感应开关ⅱ13感应到第三动力装置402到位后第二动力装置304退回放松塑料膜以防拉断,接着第一动力装置201退回。
59.所述第四动力装置703上还设置有磁感应开关ⅲ14和磁感应开关ⅳ15。
60.磁感应开关ⅲ14感应到第四动力装置703顶出到位后气缸退回。磁感应开关ⅳ15感应到第四动力装置703退回到位后将信号传递给控制器。控制器同时接收到磁感应开关ⅳ15和接近开关9的信号后通过电磁阀控制第一动力装置201进行下一次顶出动作。
61.如图12所示,在本实用新型的一个实际应用中,先将手柄放置在手柄放置工装上,准备好塑料膜,将设备开启全自动状态,设备开始自动包膜动作。
62.产品每包膜一次,除尘装置6上的光纤将感应到手柄的信号后传递给控制器,控制电磁阀通过除尘装置6对下方的手柄进行除尘吹气,除尘吹气在产品包膜之前完成,除尘吹气完成后进行下一步动作。除尘装置6上的光纤未感应到产品设备报警停机。
63.然后,推板241架顶部的接近开关9感应到气缸架靠近后,控制器接受到信号并通过电磁阀控制第三动力装置402顶出,推动第一压膜件404向下动作压住塑料膜和手柄,同时第二动力装置304顶出,使塑料膜绷直。设置于安置板11上的磁感应开关ⅰ12感应到第三动力装置402到位后第一动力装置201的输出轴顶出,带动推动装置203和压膜装置4沿着输送方向运动,同时推动装置203带动手柄放置工装,使第一压膜件404和手柄相对位置不变并同时向输送方向拉动塑料膜。当推动装置203上的接近开关9感应到顶出到位后第三动力装置402退回初始位置,磁感应开关ⅱ13感应到第三动力装置402到位后第二动力装置304退回放松塑料膜以防拉断,接着第一动力装置201退回。推动装置203和固定架401回位后通过拉簧保持固定架401与手柄放置工装相对位置不变。接近开关9感应到固定架401后就进行下一次循环。设置在控制箱10内的电磁阀接收第一动力装置201顶出到位的信号后控制器控制第四动力装置703顶出带动刀架组合向下,第二压膜件503压住塑料膜同时切断塑料膜,贴膜机构同步向下,包膜件将位于其下方的塑料膜压平。磁感应开关ⅲ14感应到第四动力装置703顶出到位后立即退回。当刀架组合上升时,在第二弹性部件的作用下第二压膜件503仍然压住塑料膜防止刀片将膜带走,刀架组合上升完后第二压膜件503再上升。磁感应开关ⅳ15感应到第四动力装置703退回到位后将信号传递给控制器。控制器同时接收到磁感应开关ⅳ15和接近开关9的信号后通过电磁阀控制第一动力装置201进行下一次顶出动
作。
64.最后,确认产品包膜完成后,开始放入待贴膜的产品生产,每个产品包膜完成后等手柄放置工装循环将手柄带到远离包膜件时才取出产品放置周转箱吸塑盘摆放,同时放入未包膜的手柄,放手柄要在工装转到检测装置前,否则设备会停机报警。
65.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步地的详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方法而已,并不用于限制本实用新型,凡是在本实用新型的主旨之内,所做的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1